Some polymers, metals, and ceramics are more suitable for additive manufacturing (AM) processes than other materials. There are also certain differences between various AM methods.
As the mechanical properties of additively manufactured parts continue to improve, AM is gradually gaining recognition in many application fields. Therefore, various materials suitable for AM have received more attention from the industry, and materials are inseparable from AM processes.
The same applies to traditional manufacturing methods – as is well known, not every material can be welded or cast because the material must be compatible with the appropriate process, and vice versa, this also applies to AM.
The manufacturing process and raw materials must be considered together. For readers interested in AM materials, if you want to learn more information, you can refer to a recently published review article on this topic in reference 1.
In 2016, the sales of additive manufacturing materials were $900 million, up 17% year-on-year. Since 2010, the sales of additive manufacturing materials have grown linearly, and it is expected that by 2025, the sales of additive manufacturing materials will reach $5-8 billion.
The Additive Manufacturing Alliance has currently divided AM processes into seven categories (see table). Three processes that require the use of lasers are: Powder Bed Fusion (PBF), Directed Energy Deposition (DED), and Vat Photopolymerization.
For Powder Bed Fusion (PBF), a thin layer of powder is first spread on the substrate, and a computer-controlled laser beam scans the surface of the powder. Then, another layer of powder is added, scanned, and the process is repeated. In Directed Energy Deposition (DED) processes, powder or wire enters the energy source (laser or electron beam) from the side.
Both powder bed fusion and directed energy deposition typically use 50-500W lasers to heat and melt materials. Vat photopolymerization uses milliwatt-level lasers with specific wavelengths to achieve photo-induced cross-linking in liquid thermosetting polymer materials.
Polymer materials for additive manufacturing
According to a report by Wohlers, a research institution in the field of additive manufacturing, in 2016, 46% of all consumed AM polymers were vat photopolymerization resins and material deposition thermosetting resins.
Among the materials used for extrusion processes, amorphous polymers accounted for 24%, and among the materials used for powder bed fusion processes, semi-crystalline thermoplastic plastics accounted for 30%.
Polymers used in powder bed fusion processes are usually semi-crystalline thermoplastic plastics such as polyamide, PEEK, and TPU. Amorphous thermoplastic plastics usually cannot perform well because their melting temperature has a large viscosity range, minimizing the process temperature range and often resulting in high-viscosity solutions that are not desirable in powder bed fusion processes.
A wider melting temperature range can also lead to excessive sintering of parts. Figure 1 shows an example of using amorphous PLA powder for laser sintering processes, which did not produce ideal results.

An important characteristic of semi-crystalline polymers used in powder bed fusion processes is the difference between their high melting point when heated and low crystallization temperature when cooled.
This temperature window should be large enough so that the powder bed fusion build chamber is heated to just below the polymer’s melting point, and the build temperature is just low enough to prevent powder layer agglomeration.
This temperature should be within the temperature range above the crystallization humidity and below the melting point.
When the laser scans and melts the powder, it cools to the build chamber temperature but maintains its molten structure because it has not reached the crystallization temperature. Therefore, the melted part remains melted.
Usually, after multiple layers of powder have been placed on top, they slowly crystallize, which has significant advantages in reducing residual stress and minimizing part deformation. However, this phenomenon is usually impossible for metals and requires a large amount of support structures to prevent part deformation during construction.
Hopkinson proposed a novel metal manufacturing method in which alloy raw materials are divided into two high-melting-point components. When the laser (or electron beam) scans and melts the material, a lower melting point metal (such as eutectic) is formed and kept in a molten state. This method mimics the polymer method and eliminates the need for supports.
For extrusion-based processes, high-viscosity pasty polymers are best controlled for extrusion and material placement.
Common polymer materials suitable for this process are amorphous materials (such as PLA, ABS, and polyamide). Attempts to use semi-crystalline materials during material extrusion usually result in poorer quality structures, similar to creating multilayered parts with chocolate or PEEK.
Polymers used for vat photopolymerization and material jetting processes are usually thermosetting polymers that contain photo-initiators that can achieve cross-linking under certain wavelength light conditions. Early commercial materials were all based on acrylic acid esters, but epoxy resins were introduced because these materials had greater shrinkage and harmful oxygen effects.
Metal materials used for additive manufacturing
The general rule for metal materials used in additive manufacturing is that if a metal is suitable for welding or casting, it is likely to be suitable for additive manufacturing.
Except for thin sheet laminating processes (such as ultrasonic additive manufacturing, which uses an ultrasonic generator to form a solid-state weld between metal foils prior to processing) and metal adhesive jetting processes (in which an adhesive is sprayed onto a bed of metal powder), the metal additive manufacturing process relies primarily on fusion.
Common metal additive manufacturing alloy materials.
The alloys commonly used for additive manufacturing are also suitable for welding/casting, including Ti-6Al-4V, AlSi10Mg, 316L stainless steel, and CoNiCr. When metals with limited weldability/castability are used in additive manufacturing, the resulting parts typically have high defects.
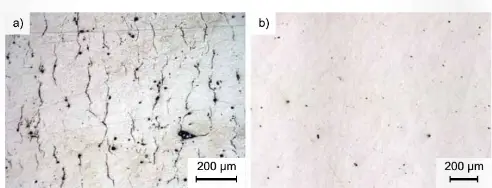
The case of using aluminum alloy 6061 material for additive manufacturing in National Standard GB/T 5237.5-2019 illustrates this point: the material used is pre-alloyed Al6061, which is an AlMgSi alloy with a large solidification temperature range and a larger coefficient of thermal expansion, both of which can cause vertical (z-direction) grain boundary fractures during solidification.
Mixing Mg2Si particles into pure aluminum powder raw materials can prevent cracking of parts produced by additive manufacturing. In this case, the solidification/melting characteristics of the raw materials are dominated by pure aluminum because Mg2Si does not melt during laser scanning.
As shown in Figure 2b, no cracking was observed when weldable pure aluminum material was used.
Moreover, which metal alloy may be suitable for the additive manufacturing process depends on the conditions and equipment used.
For example, it has been reported that Renishaw’s additive manufacturing machines can successfully handle Al6061 materials, while EOS DMLS machines cannot process this material without cracks.
Ceramic materials for additive manufacturing
Several challenges exist when using fusion methods to achieve ceramic additive manufacturing.
Most of the time, ceramic materials have very high melting points and extremely low toughness, both of which can cause cracking during cooling. Some groups have reported successful cases of using oxide ceramics.
A more common method for laser processing ceramics is to use an indirect approach by mixing a polymer binder with ceramic powder. This mixed raw material can be processed using the polymer powder bed melting or adhesive jetting process, but the resulting parts need to undergo a post-processing step to burn/convert the binder and sinter the component.
This is called indirect additive manufacturing of ceramic raw materials.
Similar to ceramic injection molding, the difference between the two is that additive manufacturing uses a lower proportion of binders because the mixture does not need to flow in additive manufacturing.
Table 1: Classification of Additive Manufacturing Processes
| Process type | Do you use lasers | Available materials |
| Powder bed fusion | yes | Metals, polymers, ceramics |
| Directed energy deposition | yes | Metal |
| Photopolymerization in containers | yes | Polymer, cermet |
| Thin lamination | ** | Metals, polymers, ceramics |
| Adhesive spraying | ** | Metals, polymers, ceramics |
| Material spraying | no | Polymer |
| Material extrusion | no | Polymer |
The mechanical properties of ceramics depend on inherent material behavior and the size and distribution of defects. Weibull statistics are typically used to describe the strength of ceramics.
The most common term is the Weibull Modulus, which describes the range of stress where brittle failure might occur.
A lower Weibull Modulus indicates a wide range of failure stresses, making it difficult to predict the failure stress of a specific component: a higher Weibull Modulus is more ideal as it implies a smaller range of failure stresses and thus easier prediction of the failure stress for specific components.
In many cases, ceramic components produced by additive manufacturing have lower Weibull Moduli compared to traditional pressed and sintered ceramic parts. However, as larger defects are eliminated, the Weibull Modulus also increases.
Mechanical Properties of Additively Manufactured Materials
Parts produced by additive manufacturing are typically as hard and strong as, if not better than, those made by traditional machining methods. This is often related to the fine microstructure generated by additive manufacturing.
The elastic modulus of additively manufactured parts is usually the same as or slightly lower than handbook values. This is largely attributed to residual porosity, which reduces the modulus.
The ductility (fatigue endurance limit and fracture toughness) of additively manufactured parts is usually lower, which seems to be related to the extent of the defect structure. Removing defects from additively manufactured parts (e.g., via hot isostatic pressing of metals) can usually restore these mechanical properties to handbook values.
An exception is the ductility of powder bed fused polymers. In the additive manufacturing process, long chain polymers do not mix at the raw material particle boundaries, whereas for injection molding, polymer long chains mix thoroughly due to shearing.
For example, additively manufactured polyamides (nylons) have a strain to break of about 50%, while injection molded polyamides have a strain to break of 200-400%.


