H13 steel is an important hot work die steel with excellent thermal strength, plastic toughness, oxidation resistance and thermal fatigue resistance.
In order to improve the surface hardness, corrosion resistance, adhesion resistance and other properties of the mold, it is usually necessary to carry out surface nitriding treatment.
While maintaining the original strength and toughness of the core of the mold, it can effectively improve the surface strength of the mold, which is of great significance to improve the service life of the workpiece.
Our company uses ion nitriding technology to nitriding the H13 mold for the crawler track link, and the service life of the mold is increased by nearly 30%.
Because the mold needs to be renovated for many times, the high hardness of the surface after nitriding treatment brings great difficulties to the renovation process, and the nitriding mold needs to be denitrified.
In order to study the effect of denitrification process parameters on the denitrification effect, the denitrification experiment was carried out on H13 die steel after nitriding treatment.
1. Test materials and methods
The samples used in the test are directly cut from the H13 die steel that has been heat treated, and the size is 20mm × 20mm × 10mm, the surface of the sample is pre ground, polished, cleaned and degreased to ensure that the nitriding surface is flat and smooth.
The samples were subjected to ion nitriding treatment in LDMC-75F glow ion nitriding furnace. The medium was pure ammonia.
The nitriding temperature was 500 ℃, the nitriding time was 10h, and the nitriding pressure was 300Pa.
In the box furnace, the nitrided samples are denitrified at different holding temperatures and times, cooled by air cooling, and the last group of samples are cooled with the furnace.
After the treatment, the surface hardness and nitrided layer hardness gradient of the nitrided sample were measured with a microhardness tester (load weight 300g, load for 12s).
The microstructure of the sample was observed on an optical microscope with an image analyzer and compared with the original nitrided sample.
2. Test results and analysis
(1) Effect of denitrification temperature and time on surface hardness
Fig. 1 is a comparison of surface hardness after nitrogen removal treatment at different temperatures and times.
It can be seen that the surface hardness decreases in different degrees after denitrification treatment at a temperature higher than 570 ℃;
The higher the temperature, the more the hardness decreases;
With the increase of time, the hardness decreases obviously from 2 to 5h, and the hardness changes tend to be small after 5 h;
The effect of temperature is greater than that of time. The effect of 630℃×2h treatment is more significant than that of 570℃×8h.
In addition, it can be seen that there is little difference between the surface hardness of the air cooled and furnace cooled samples after holding for 8h, indicating that the cooling mode has little effect on the surface hardness after denitrification.

Fig. 1 Comparison of surface hardness after denitrification treatment at different temperatures and times
(2) Effect of denitrification temperature and time on hardness gradient of nitrided layer
Fig. 2 is a hardness gradient distribution diagram of the infiltrated layer at different temperatures and at different times.
It can be seen from the change of gradient that the surface hardness of the sample after denitrification treatment decreases obviously.
Compared with the original nitrided sample, the hardness gradient of the nitrided layer is more gentle and the thickness of the nitrided layer is increased.
For the samples treated at 570 ℃ and 590 ℃, the hardness decreases slightly from 0.25mm away from the surface, and exceeds the hardness value of nitriding before treatment.
Denitrification not only makes the nitrogen atoms diffuse outward, but also with the inward diffusion, the surface hardness decreases and the internal hardness of the carburized layer increases.
For 610 ℃ and 630 ℃, the hardness of the nitrided layer after 0.25mm is lower than that of the original nitrided sample.
Although the nitrogen atoms diffuse inward, the heating temperature is higher than the tempering temperature of the sample, which softens the matrix and reduces the hardness of the nitrided layer.
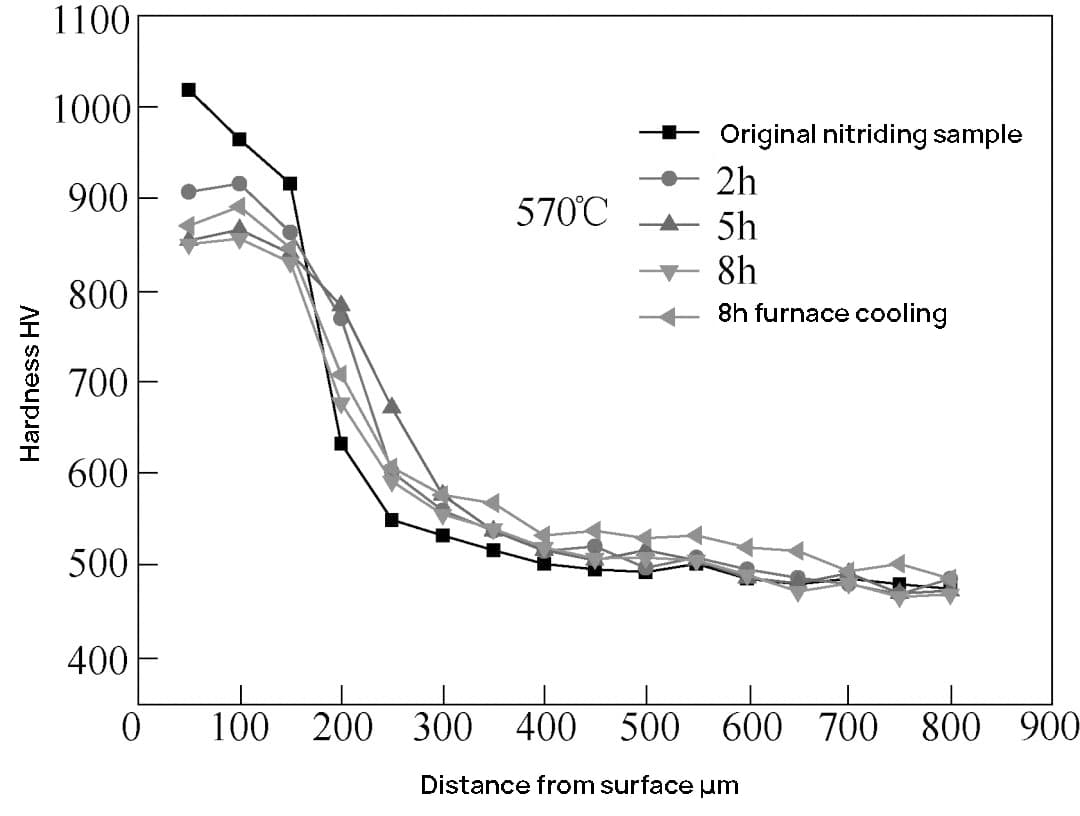

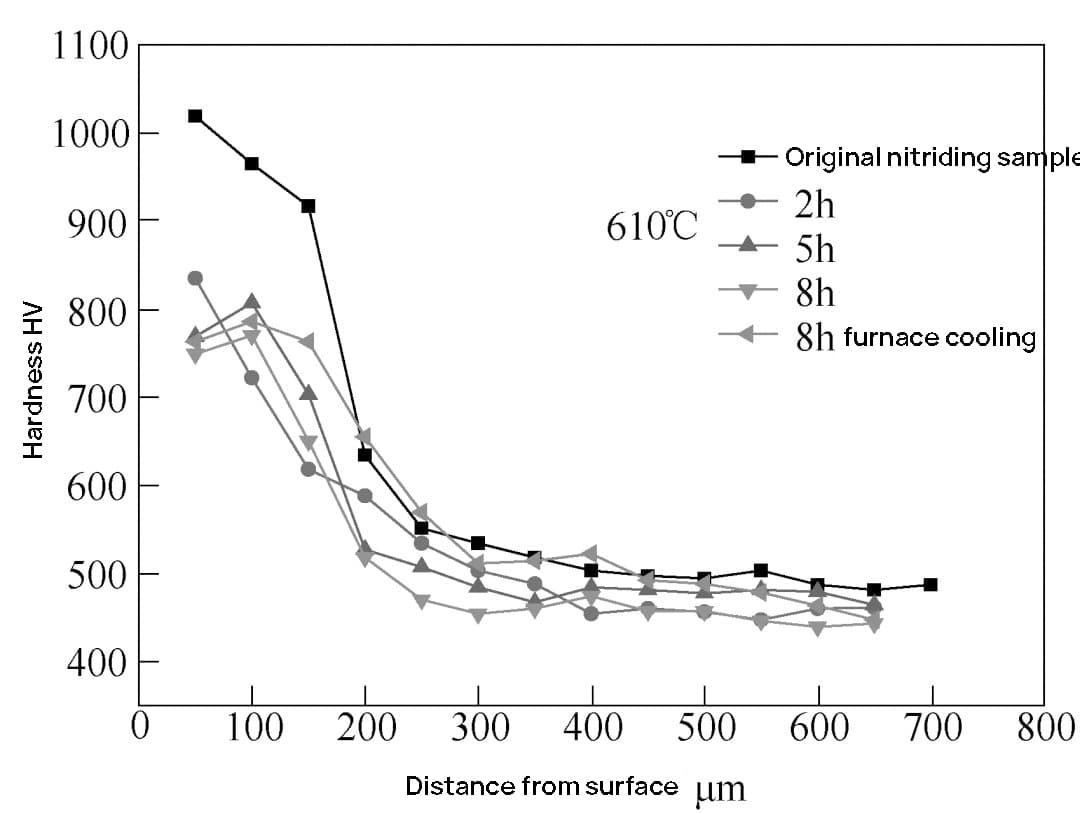
Fig. 2 hardness gradient distribution of infiltrated layer at different temperature and time
(3) Changes of microstructure of nitrided layer after denitrification treatment
Fig. 3 is the metallographic structure of nitrided layer after denitrification.
It can be seen that there is an obvious transition layer between the diffusion layer and the matrix structure.
It can be seen that the vein nitride in the diffusion layer has been diffused and decomposed into granules by observing the diffusion layer part 1 at 500 times.
Due to denitrification in the box furnace, there is obvious denitrification and oxidation on the surface of the nitrided layer (see Part 2).

Fig. 3 metallographic structure of nitrided layer after denitrification
3. Processing of nitriding die after denitrification treatment
When the nitriding die is directly renovated, because of the high hardness of the nitriding layer, the milling cutter is easily broken and severely worn;
Moreover, the efficiency is greatly reduced by using the method of low tool speed and low feed rate.
According to the test results, on the premise of ensuring the hardness of the matrix, the nitriding die was treated with the process of holding temperature 610 ℃ and holding time 5h, and the processing test was carried out on the high-speed milling machine.
The results show that the processing strength of the mold after nitrogen removal treatment is greatly improved compared with that of the mold without nitrogen removal.
No folding knife phenomenon is found during the test, and the wear condition is ideal.
4. Conclusion
(1) The surface hardness decreased in different degrees after denitrification treatment at temperatures higher than 570 ℃.
Under the condition that the hardness of the substrate can meet the requirements, the surface hardness can be reduced to about 700hv from above 1000hv before treatment.
(2) Under the test conditions, the surface hardness of the samples decreased obviously after denitrification treatment.
Compared with the original nitrided samples, the hardness gradient of the nitrided layer was more gentle.
In addition, denitrification has a great influence on the structure of nitrided layer.
(3) The actual processing shows that after the denitrification treatment, the renovation process of the nitriding die has been significantly improved.


