Laser cutting technology is an innovative method of processing sheets that emerged at the end of the 20th century and the beginning of the 21st century.
Over the past two decades, with the continuous improvement and refinement of the technology both domestically and internationally, laser cutting has become widely recognized and adopted by most sheet metal processing businesses.
Its numerous advantages, such as high processing efficiency, high accuracy, and high-quality cutting results, have made laser cutting a popular choice for three-dimensional cutting processing, gradually replacing traditional methods such as plasma cutting, water cutting, flame cutting, and CNC punching.

Market applications for laser cutting
According to the type of laser generator used, the current laser cutting technology can be broadly classified into three categories: CO2 laser cutting, solid-state (YAG) laser cutting, and fiber laser cutting.
Fiber lasers, with their superior beam quality, stable output power, and ease of maintenance, are becoming increasingly popular in industrial processing fields, replacing CO2 and YAG lasers.
The use of fiber lasers for cutting is becoming more widespread due to the growing utilization of metal materials in both daily life and industrial applications.
Laser cutting technology is being applied in a range of industries, including sheet metal processing, aviation, electronics, electrical appliances, automotive, precision parts, and even in the arts and crafts, kitchenware, and gifts industries.
In the rapidly developing processing industry, laser cutting technology can be used to quickly, accurately, and cost-effectively cut various metal materials, including stainless steel, carbon steel, aluminum, galvanized sheet metal, and iron.
Performance advantages of fiber laser cutting
Advanced cutting technology
The principle of fiber laser cutting is based on the output of a high-density laser beam during the cutting process, which is focused onto the surface of the workpiece. This results in the instant melting and vaporization of the area illuminated by the ultra-fine focus spot on the workpiece.
The movement of the focus spot irradiation position is controlled by a numerical control mechanical system, enabling automatic cutting to be achieved.

Samples cut with fiber lasers
Fiber laser cutting technology has only been around for the past 3 to 5 years and is currently considered one of the most advanced laser cutting technologies globally.
It has no equal in terms of cutting technology superiority.
Cost-effective
Fiber lasers are the most cost-effective option for cutting metal and have a lifespan of tens to thousands of hours.
Not only is the system itself highly reliable with a low failure rate, but it also operates without any vibrations or negative effects, even under sustained use.
In comparison to CO2 laser systems, which require regular maintenance of the reflector and resonant cavity, fiber lasers offer significant savings in maintenance costs.
Moreover, due to the high precision of laser cutting, the resulting workpieces do not require additional polishing, deburring, finishing, or other treatments, leading to further savings in labor and processing costs, and a significant improvement in production efficiency.

Data indicates that the overall energy consumption of a fiber laser cutting system is approximately 3 to 5 times lower than that of a CO2 cutting system, resulting in an energy efficiency of over 86%.
When cutting materials up to 6mm thick, a 1.5kW fiber laser cutting system has a cutting speed that is comparable to that of a 3kW CO2 laser cutting system.
Convenient operation
In fiber laser cutting, all information and energy transmission are performed through optical fibers.
This method of transmission provides significant savings in terms of manpower and resources.
The operator’s requirements are minimal, only requiring the mechanical drafter to input the drawing into the computer control console. The operator then loads the sheets onto the machine tool and starts the process by pressing the start button.
There is no need for any optical path adjustments before using the device, and energy can be easily transferred to the laser.
When selecting a fiber laser manufacturer, it is important to consider the quality and reputation of the brand, as well as the availability of detailed instructions and comprehensive after-sales training services.
Compact mechanical size
An optical fiber laser has only one key component: the laser that emits the laser beam. The production volume of this laser is very small and it does not require a large amount of space like other cutting products of the same type.
For instance, the size of a Raycus 50w-750w medium-power single-mode continuous optical fiber laser for metal cutting is typically 450mm x 240mm x 680mm (including handle) and weighs less than 50kg.
| Model | RFL-C100 | RFL-C300 | RFL-C500 | RFL-C750 |
|---|---|---|---|---|
| Size | 450*240*680 (with handle) | |||
| Weight | <50 | |||
The weight of Raycus’s 1000w-6000w high-power multimode continuous optical fiber lasers ranges from 150kg to 400kg. (Please refer to the technical parameter table of each product for specific parameters.)
| Model | RFL- C1000 | RFL -C1500 | RFL -C2000 | RFL -C3000 | RFL -C4000 | RFL -C6000 |
|---|---|---|---|---|---|---|
| Size | 450*240*760 (with handle) | 650*890*100 (with rings) | 650*1000*1450 (with rings) | 1200*960*1300 (with rings) | ||
| Weight | <50 | <150 | <150 | <200 | <250 | <400 |
The compact size and lightweight design of the laser make it easier to place and transport the machine.
Laser cutting precision measurements
The application of fiber lasers has been gradually expanding from large-scale rough processing to small-scale and high-precision fields.
From the use of high-powered lasers for cutting carbon steel strips with a thickness of 20mm or more for large graphics, to the use of medium-powered lasers with power as low as a few hundred watts for fine processing of thin materials under 1mm, fiber lasers are capable of performing precision cutting.
So, how precise are fiber laser cuts? To answer this question, here is a real-life test result:
Materials used for testing:
- Medium power single mode continuous optical fiber laser
- Machine model: Raycus RFL-C500
- Test subject: 0.5mm sheet
Slit width test
By using a specially configured cutting head, the smallest distance between the cut stripes that can be achieved on a 0.5mm sheet is 0.1mm.

Round hole cutting test
When cutting a 0.5mm plate, the minimum diameter of the circle that can be cut is approximately 0.45mm, which is achievable with the use of a cutting head with a specific optical configuration in combination with the Raycus RFL-C500 continuous fiber laser.

Measured cutting diameter 1.246 (mm)
Set cutting diameter 1 (mm)

Measured cutting diameter 1.013 (mm)
Set cutting diameter 0.8 (mm)

Measured cutting diameter 0,831 (mm)
Set cutting diameter 0.6 (mm)

Measured cutting diameter 0.441 (mm)
Set cutting diameter 0.05 (mm)

Measured cutting diameter 0.456 (mm)
Set cutting diameter 0.04 (mm)
Cutting pattern test
The use of Raycus continuous medium-power lasers allows for the precise processing of small patterns and takes full advantage of the benefits of fiber lasers, such as the small focus spot and single-mode properties. This minimizes the heat-affected zone on either side of the material slit, enabling the cutting of very thin stripes.
Even after magnification 50 times, the pattern remains clear and distinct.
After 20 times magnification

After 30 times magnification

After 50 times magnification
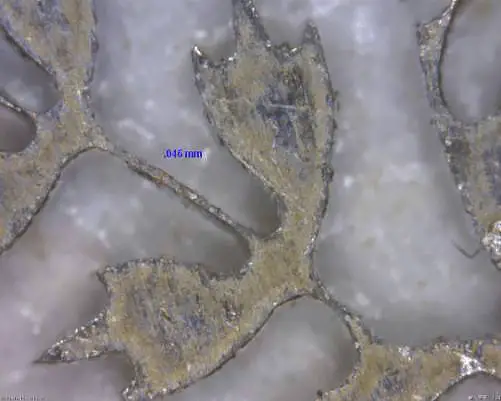
Let’s take a look at the overall result. The cut is smooth and the pattern details are clear, even when the pattern is cut on a sheet with a diameter of less than 12mm.



The concept of 12mm refers to the diameter of the material being cut. For example, laser cutting can produce a delicate pattern on a steel plate with a diameter less than 12mm, which is much smaller than the diameter of a typical five-cent coin (20.5mm) or a dime coin (19mm).



