Laser cutting machines have become increasingly popular in the field of sheet metal product processing, due to their high precision, good surface quality, low processing noise, and reduced equipment vibration.
However, laser cutting also has some disadvantages, such as slow processing speed, low material utilization rate, and high overall processing cost.
The laser cutting machine operates on a non-contact principle and does not require a special mold, unlike conventional multi-station punch processing, which limits its processing scope and conditions. The complex shape of a product can be cut as per design requirements. This makes it suitable for single-run production and small batch production, allowing for quick satisfaction of customers’ personalized product needs.
In thick plate processing, the advantages of laser cutting are even more pronounced. The cutting thickness of steel plates can be more than 20mm, whereas multi-station presses can only process 3mm to 8mm. The laser cutting machine uses a moving laser cutting head for processing, giving it a longer back and forth stroke, but slower processing speed and longer total processing time, making it less efficient and requiring a larger auxiliary gas dosage. This results in a much higher overall cost for laser cutting compared to punching.
Improving the efficiency and economic benefits of the laser cutting machine involves shortening the laser cutting time and improving the plate utilization rate. This requires a focus on not only the shortest air travel of laser cutting, but also on issues such as drilling time, cutting pause, and nesting.
Analysis
Cutting time
The laser cutting process can be divided into two parts: the cutting path and the material removal or separation process path.
The cutting path is the effective working path, and the time consumed is considered the effective cutting time. On the other hand, the empty stroke is the invalid path, and the time consumed is considered the invalid working time.
For a single CNC laser cutting machine, when using the maximum power for processing parts, the effective cutting speed is fixed when quality is guaranteed.
Improving cutting efficiency and reducing the time spent on invalid cutting is achieved mainly by reducing the cutting path length. Additionally, adjusting the cutting process parameters and choosing different perforation methods can also reduce the time spent on cutting processing.
For instance, when punching holes, adjustments such as the external light path, beam gathering, and vertical adjustment belong to process adjustment pauses.
Sheet metal material’s utilization
The plate laser cutting process is divided into two parts: the components and the residual materials.
The workpieces that are cut to the design specifications are the usable parts, while the rest is irregular and is usually considered waste.
Therefore, the effective utilization rate of laser cutting material is calculated as follows: (the area of useful parts / total area of the sheet) * 100%.
To improve the utilization rate of the plate, it is necessary to reduce the residual material after laser cutting.
Nowadays, laser cutting equipment can be equipped with an optimization function for nesting, which is the primary method for reducing the cutting spacing and edge distance of various parts.
One can also choose smaller size raw material plates according to the workpiece size or make non-standard size plates based on the actual size of the part, to improve the actual utilization of the plate.
Solution
The offline programming software of the laser cutting machine is utilized to optimize the sheet material and process settings, resulting in improved utilization rate and cutting efficiency.
The following measures are mainly adopted:
When nesting, use the borrowing edge and the common edge
Parts with regular shapes use the borrowing edge and common edge when nesting.
When cutting (refer to Figure 1), one edge of the two parts is used as a shared edge, greatly shortening the cutting path and reducing the cutting time.
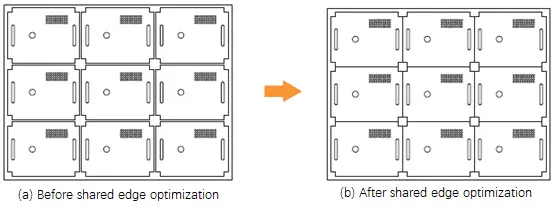
Fig.1 Shared edge cutting cases
It is not possible to have all parts share one edge on a single sheet metal. It is generally recommended to use 2 to 4 parts as a group to share the edge.
If all parts share the edge, it can cause instability on the workbench. Additionally, processing on the edge of the finished product parts during the cutting process can interfere with and damage the cutting head, as the finished parts will be turned up.
To improve the precision of the final part, the bridge method can be used when cutting with a shared edge. This involves making precise, micro connections between parts in the nesting (refer to Figure 2), with the distance being equal to the diameter of the laser spot.
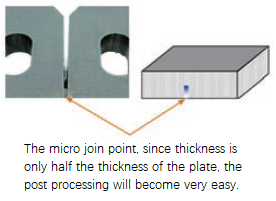
Fig.2 The micro connection
Statistics show that by adopting shared edge cutting, the actual cutting path can be reduced by 30% and the material utilization rate can be increased by 8%.
Reduce cutting head lift
Typically, the machine will lift to a certain height after cutting an outline and then move to the next contour’s cutting position for piercing and cutting.
This is done to prevent collisions between the cutting head and the cut piece when moving from the current profile to the next cutting profile.
However, if the cutting path of the cutting head is optimized or the micro-connection contour is used, the lifting motion of the cutting head can be eliminated, thereby improving the efficiency of the laser cutter.

Fig.3 Before and after the cutting head lifting motion optimization (the dotted line is the cutting head movement path)
Figure 3a illustrates the lifting action of the cutting head.
Figure 3b shows that after optimization and setting in the programming software, the cutting head does not lift and moves directly to the next contour’s cutting position.
It is important to note that after using this optimization method, one must pay attention to the movement path of the cutting head, as it cannot pass over the finished contour, as shown in Figure 3.
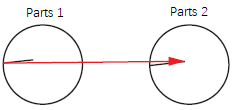
Fig.4 Traditional laser cutting path
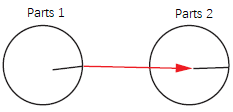
Fig.5 Optimized laser head cutting path
Optimize the cutting path starting hole drilling process
Before laser hole cutting, a hole must be made in the plate first.
Once the material is exposed to a continuous laser, a pit forms in the center and the molten material is removed by the working airflow along with the laser beam, resulting in a hole.
This hole is similar to a threaded hole created through thread cutting.
The laser beam is used for contour cutting at the start of the processing.
Typically, the laser beam’s flight path direction is perpendicular to the tangent direction of the processed part’s cut contour.
Many factors impact the quality of laser drilling, and optimizing the processing technology requires understanding and analyzing the drilling parameters based on the principle and characteristics of drilling.
Different puncture and processing technologies should be used for different part contours.
The piercing mode of the laser cutting machine mainly consists of the following three types:
(1) No piercing (for thin plates under 1mm)
(2) Regular piercing, which is the pulse mode piercing, utilizes high peak power pulsed laser to melt or vaporize a small amount of material. Each pulse of light results in only small particles of spray, which are gradually deepened over time, so it takes several seconds to pierce a thick plate.
The advantage is that the piercing quality is high and the cutting quality is ensured.
The disadvantage is that it takes a long time, requires some debugging experience, and the piercing time increases with the plate’s thickness.
(3) Rapid piercing, also known as blasting perforation.
The material forms a pit in the center after continuous laser exposure.
The advantage is that the piercing time is short.
The disadvantage is that the piercing is large and if the position setting is not correct, it can affect the contour and, in turn, the cutting quality.
The piercing time is within 1 second.
For thick plate cutting, especially large contour cutting such as a carbon steel plate above 4mm with a diameter of more than 10mm, it is recommended to use rapid piercing instead of regular piercing.
However, before setting the rapid piercing, the length of the cut line must be properly adjusted (Rapid piercing holes have large apertures and rough surfaces, requiring longer lead-in lines to ensure proper cutting quality).
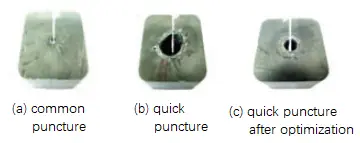
Fig.6 Perforation way
Optimize the sheet material, reduce the plate waste
Because of the requirements of the process, some parts are usually left unprocessed in the nesting area, such as the space between the parts or the distance from the outer contour of the plate. To optimize the utilization of the plate, reducing the spacing or using a shared edge can be effective.
Conclusion
In this blog post, four methods for shortening laser cutting time and improving plate utilization rate have been summarized. These methods include using shared edge cutting, optimizing sheet material, reducing cutting head lift motion, and selecting the appropriate piercing method. The comprehensive application of these methods can lead to improved work efficiency, reduced waste, and better economic outcomes, as verified through practical experience.



I’m thankful that you mentioned in your article how it is important to optimize the sheet material present in order to get the cleanest cut possible. My wife and I are looking to find laser cutting services in order to pursue a project that we have wanted to do for a while. We’ll be sure to get into contact with professional service providers to aid us in our time of need.