Formule di calcolo per le dimensioni limite di flessione di varie lamiere metalliche: Una sintesi
Vi siete mai chiesti come calcolare con precisione i limiti di piegatura della lamiera? Questo articolo esplora le formule e le linee guida essenziali per determinare le dimensioni minime e massime di piegatura, garantendo la precisione nei vostri progetti di lavorazione dei metalli. Grazie alla comprensione di questi calcoli, potrete ottimizzare i vostri progetti ed evitare costosi errori. Approfondite le specifiche delle dimensioni delle flange, degli orli a Z e delle piegature a U e acquisite preziose conoscenze che miglioreranno le vostre capacità di fabbricazione della lamiera.
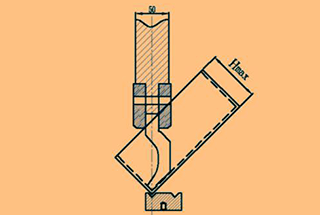
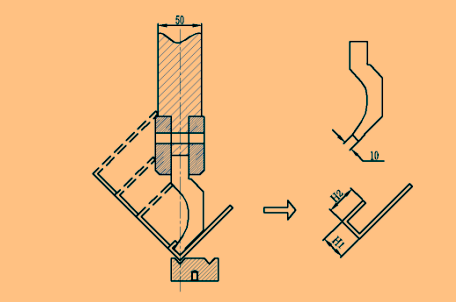
3. Dimensione massima del bordo piegato a Z in senso inverso
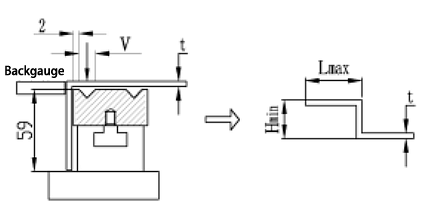
3.1 La dimensione massima del rovescio della piegatura a Z (come mostrato nella Fig. 6).
La porta sinistra dell'armadio elettrico generale presenta una piega a Z e le sue dimensioni sul retro sono influenzate dall'altezza dello stampo inferiore e della base dello stampo.
L'altezza massima del rovescio è data dalla formula (9):
Lmax = 59 + t ............(9)
3.2 Quando l'altezza centrale della piega a Z è inferiore a 30, la Tabella 7 mostra le dimensioni massime del rovescio della piega a Z per vari spessori di materiale.
Quando l'altezza centrale della piega a Z è significativa, può essere influenzata da vari componenti della base dello stampo inferiore della piegatrice. In questi casi, la dimensione massima del lato posteriore deve essere determinata in loco.
Tabella 7Dimensione massima del rovescio dell'orlo a Z
Spessore del materiale t
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
Lmax
60
60.2
60.5
61
61.5
62
63
64
4. Curvatura a U
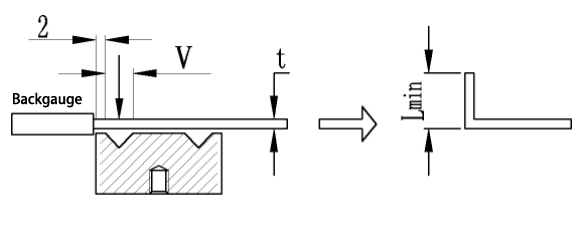
4.1 Come illustrato nella Fig. 7, la larghezza (H1) dell'orlo a U non deve essere eccessivamente stretta e l'altezza (H2) non deve essere eccessivamente grande a causa dell'impatto delle macchine utensili e degli stampi.
Quando l'altezza (H2) raggiunge la dimensione minima dell'orlo specificata nella Tabella 5, il valore minimo della larghezza (H1) può essere calcolato con la formula (10).
H1 = 12 + 2t .....................(10)
Fig.7
41,1 il valore di H1 è riportato nella Tabella 8
Spessore del materiale t
1.0
1.2
1.5
2.0
2.5
3.0
H1 min
14
15
15
16
17
18
4.1.2 Quando il valore di H1 è grande, deve soddisfare: H2 < H1- 35.
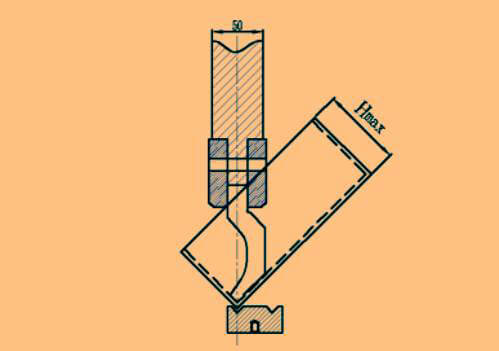
4.2 Altezza massima dei quattro ripieghi laterali H
L'altezza massima della piega sui quattro lati (Hmax) è limitata a meno di 175 a causa dell'influenza dello stampo, come illustrato nella Fig. 8.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
Vi siete mai chiesti come si trasforma la lamiera in forme complesse? La deduzione della curvatura, un concetto cruciale nella fabbricazione della lamiera, è la chiave. In questo post ci immergeremo...
Avete mai pensato alle forze in gioco quando si piega un tubo? In questo articolo esploreremo l'affascinante mondo della meccanica di piegatura dei tubi. Il nostro esperto ingegnere meccanico ci...
Vi siete mai chiesti come si piegano sottili fogli di metallo in forme precise? Questo articolo esplora l'affascinante mondo delle tecniche di piegatura a L, U e Z delle lamiere...
Vi siete mai chiesti come si ottiene una piegatura di precisione nella lavorazione dei metalli? Questo articolo svela i segreti delle regolazioni delle presse piegatrici, dalla messa a punto degli angoli alla compensazione della deflessione. Immergetevi per imparare...
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Avete mai avuto difficoltà a calcolare il giusto margine di piegatura per i vostri progetti di lamiera? In questo post del blog ci immergeremo nel mondo delle tolleranze di piegatura ed esploreremo come...
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo blog post, ci immergeremo nel mondo delle presse piegatrici...
Vi siete mai chiesti come calcolare con precisione il margine di piegatura per i vostri progetti di fabbricazione di metalli? In questo post esploreremo l'affascinante mondo delle formule di piegatura e...