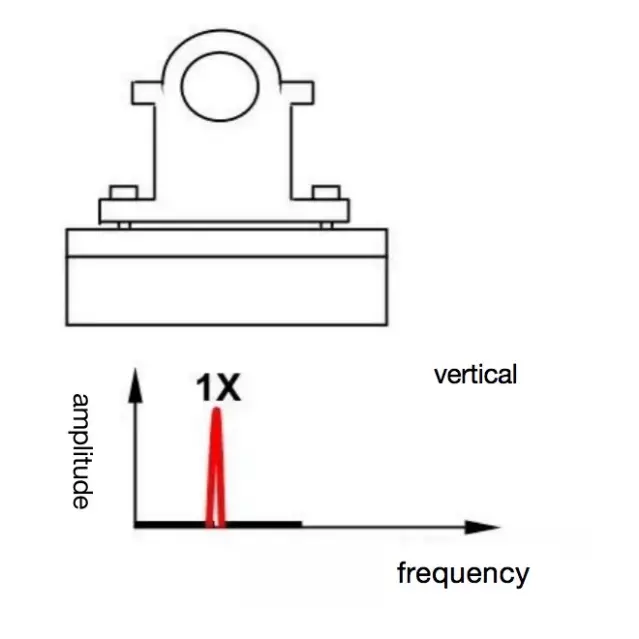
1. Imbalances
Imbalance failure symptom characteristics:
- Vibration main frequency equal to rotor speed
- Radial vibration is prevalent
- The vibration phase is stable
- Vibration changes with the square of the speed
- The vibration phase shift direction is proportional to the measurement direction
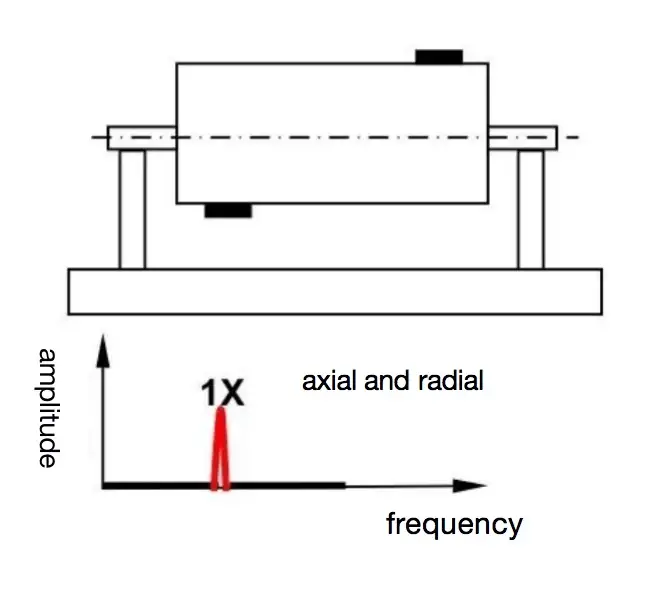
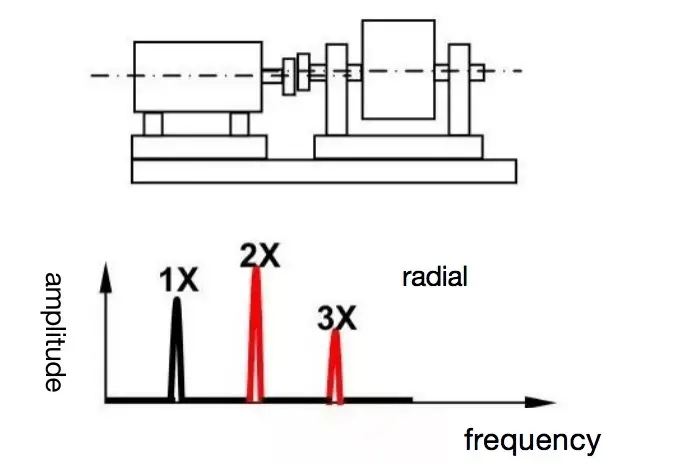
1) Couple imbalance
Symptom characteristics of couple imbalance:
- It has 180° phase difference on the same axis;
- 1x RPM frequency exists and dominates;
- The vibration amplitude changes with the square of the increased speed;
- It may cause large axial and radial vibration amplitudes;
- The dynamic balance needs to be corrected in two correction surfaces.
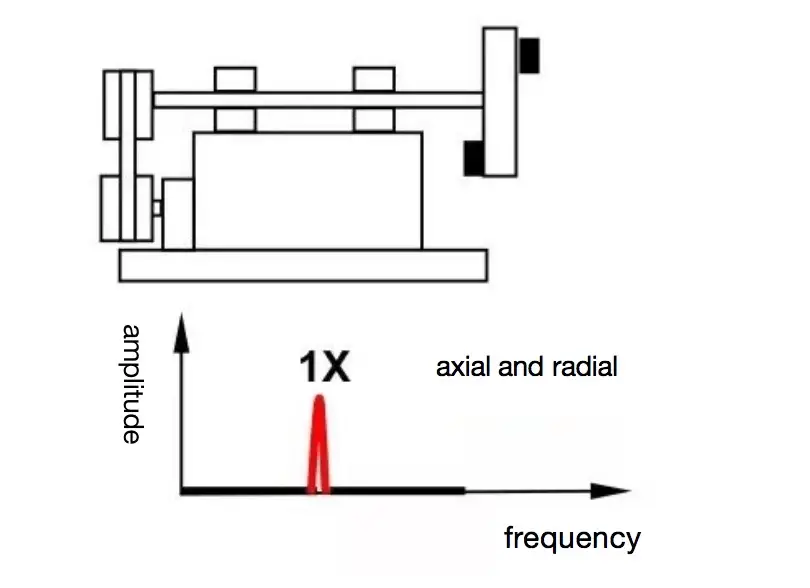
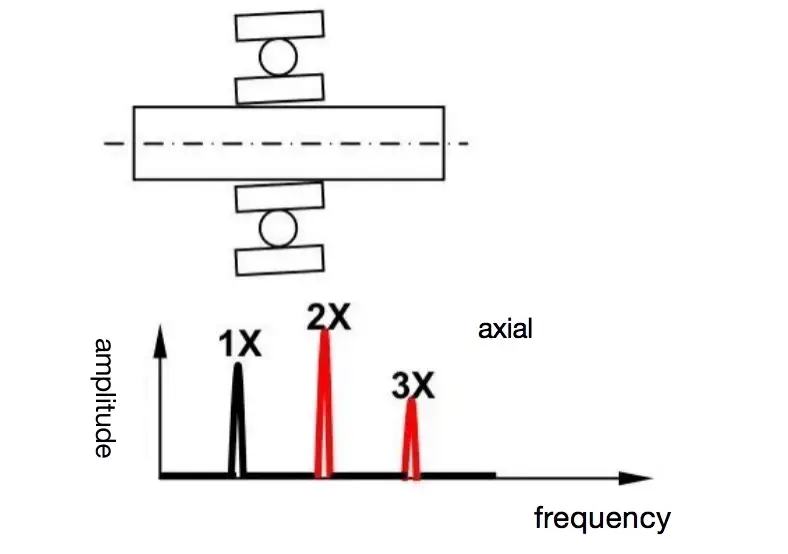
2) Cantilever rotor imbalance
Symptom characteristics of cantilever rotor imbalance:
- 1X speed frequency exists in both radial and axial directions;
- Readings in the axial direction are in phase, but readings in the radial direction may be unstable;
- Cantilever rotors often have both force and force-couple imbalances, so they both need to be corrected.
2. Misalignment
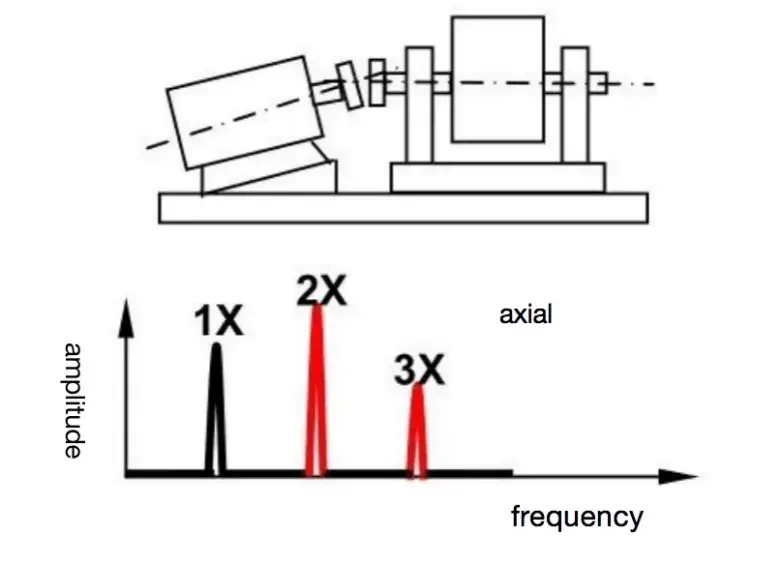
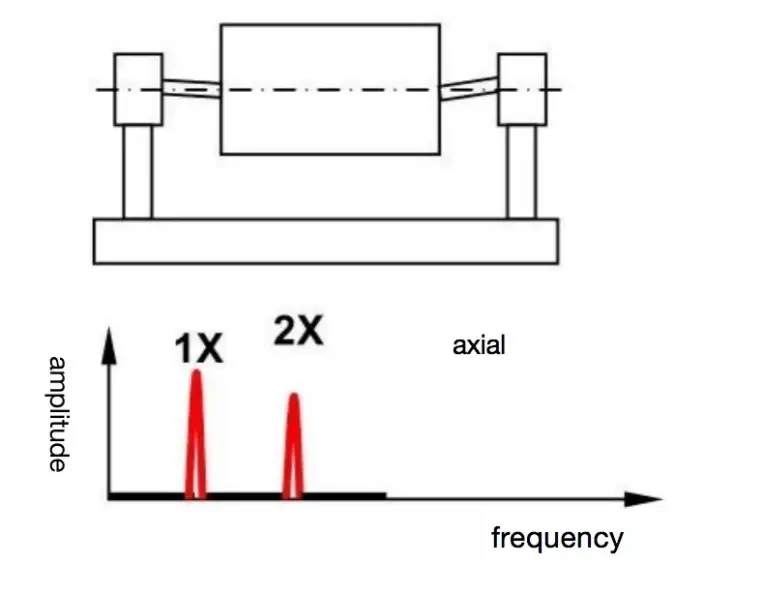
1) Angular misalignment
Symptom characteristics of angular misalignment:
- The feature is high axial vibration;
- It has 180° phase difference between the coupling sides;
- It typically has high axial vibration at 1X and 2X speeds;
- Usually, 1X, 2X or 3X RPM frequencies do not dominate;
- Symptoms can indicate coupling failure.
2) Parallel misalignment
Symptom characteristics of parallel misalignment:
- When the vibration with a phase difference of 180° in the radial direction is severely misaligned, higher harmonic frequencies are generated;
- 2X RPM amplitude is often greater than 1X RPM amplitude, which is similar to the symptoms of angular misalignment;
- Coupling design can affect the shape and amplitude of the vibration spectrum.
3). Tilted rolling bearings
Symptom characteristics of tilted rolling bearings:
- Vibration symptoms are similar to angular misalignment;
- Trying to re-center the coupling or balancing the rotor does not solve the problem;
- It produces a phase shift of approximately 180° laterally;
- There is a twisting movement to the side or top to the bottom.
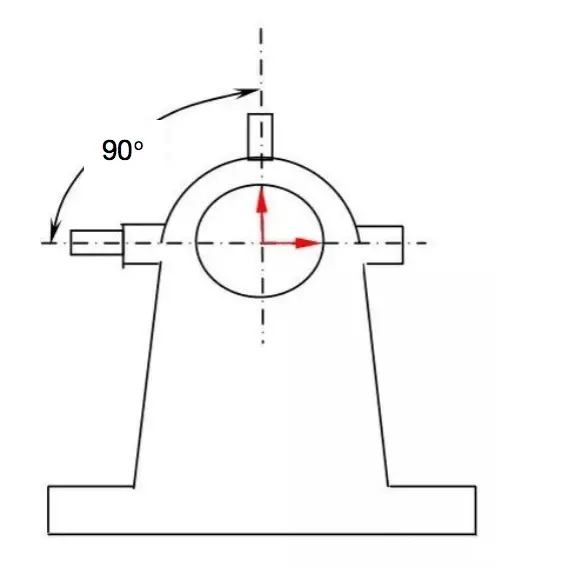
3. Eccentric rotor
Symptom characteristics of eccentric rotor:
- It has maximum 1x speed frequency vibration in the direction of rotor centerline;
- The relative phase difference is 0° or 180°;
- Attempting dynamic balancing will decrease the amplitude of vibration in one direction, but it may increase vibration in the other direction.
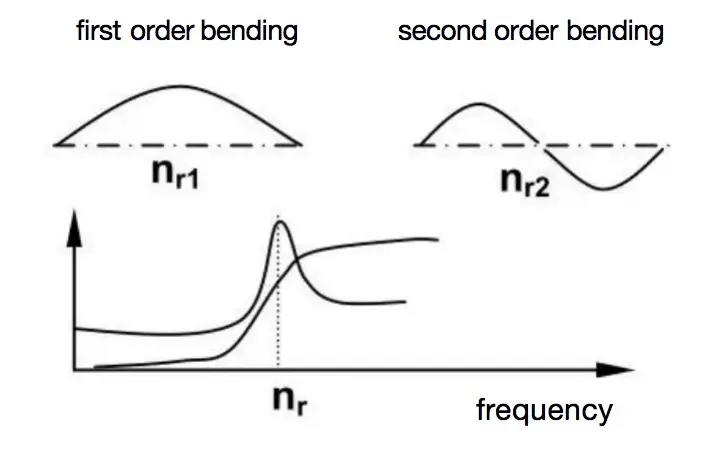
4. Bending axis
Symptom characteristics of bending axis:
- Large axial vibration is produced from a bent shaft;
- If the bend is close to the span center of the shaft, the 1X speed frequency dominates;
- If the bend is close to both ends of the shaft span, the 2X speed frequency dominates;
- The phase difference in the axial direction tends to be 180°.
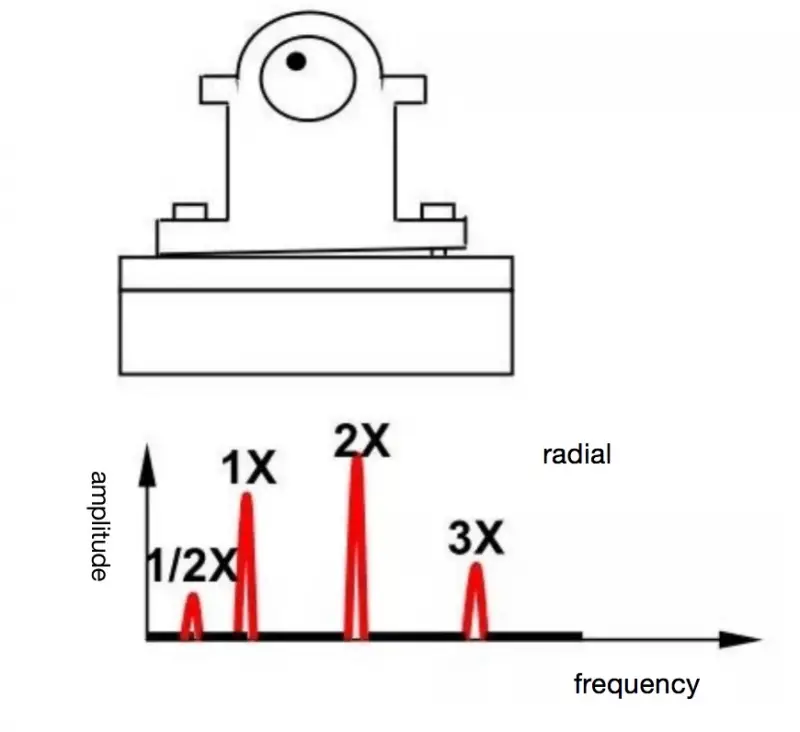
5. Mechanical loosening
1) Mechanical loosening (A)
Symptom characteristics of mechanical loosening (A):
- It is caused by the loose structure of the machine feet;
- Foundation deformation will cause “soft footing” problems;
- Phase analysis will reveal a vertical phase difference of approximately 180° between the machine’s base plate components.
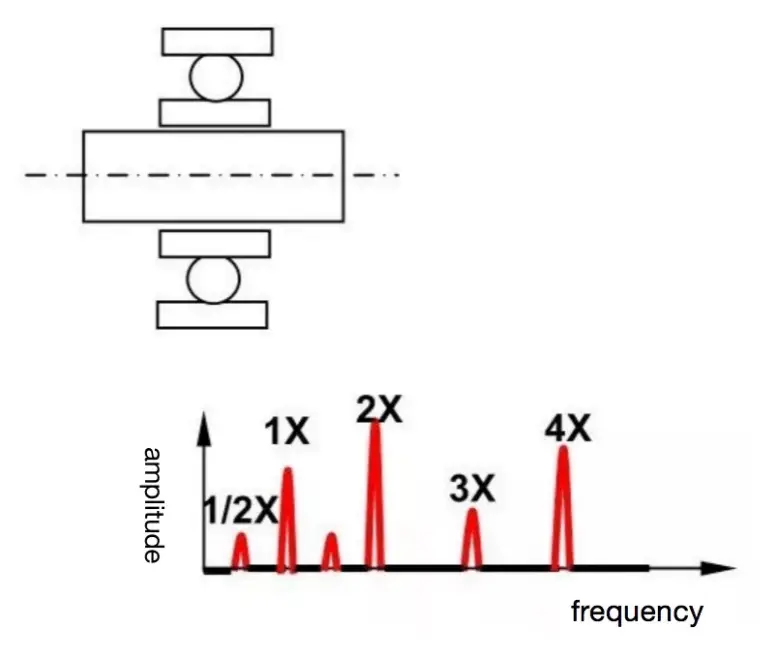
2) Mechanical loosening (B)
Symptom characteristics of mechanical loosening (B):
- It is caused by loose anchor bolts;
- Cracked structures or housings may produce vibration at 0.5X, 1X, 2X and 3X speed frequencies.
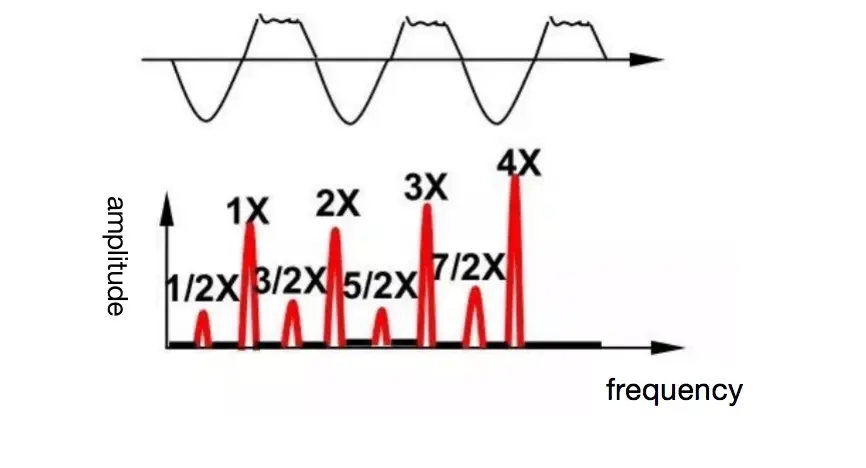
3) Mechanical loosening (C)
Symptom characteristics of mechanical loosening (C):
- The phase is often unstable;
- Many harmonic frequencies will be generated.
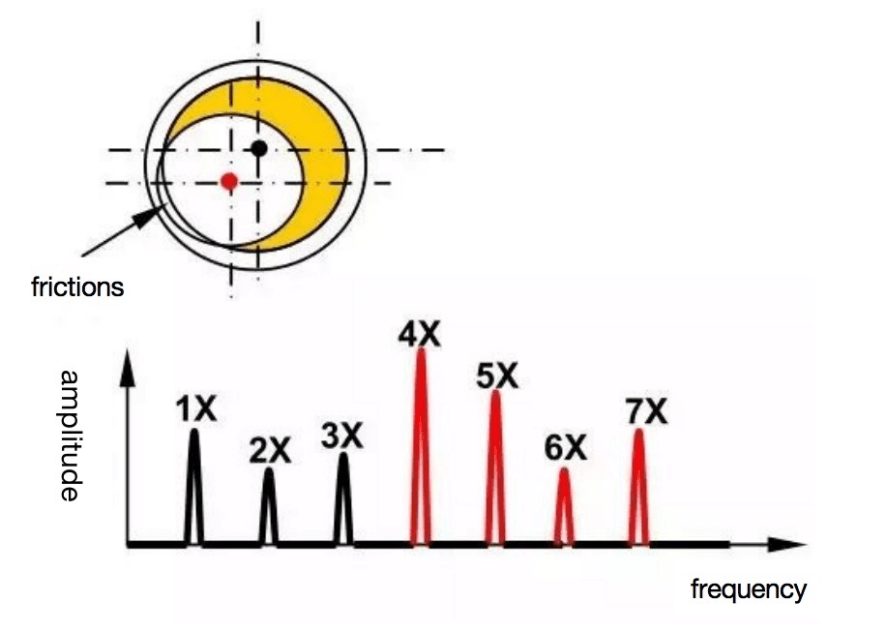
6. Rotor friction
Symptom characteristics of rotor friction:
- The vibration spectrum is similar to mechanical loosening;
- Usually, it produces a series of frequencies that may excite self-excited vibrations;
- Sub-harmonic frequency vibration of speed may occur;
- Friction may be the partial or full circumference.
7. Resonance
Symptom characteristics of resonance:
- Resonance occurs when the frequency of forced vibration coincides with the frequency of self-oscillation;
- When the shaft passes through the resonance, the phase changes by 180°, and when the system is in resonance, a large value of vibration will be generated.
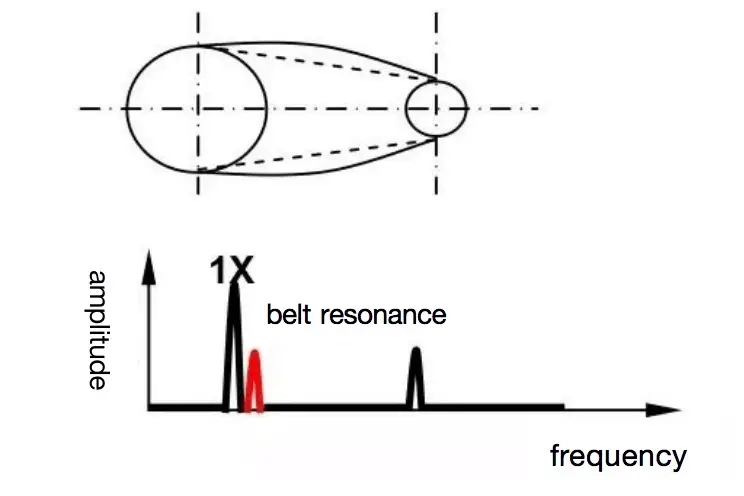
8. Belt and pulley
1) Belt resonance
Symptom characteristics of belt resonance:
- If the frequency of self-oscillation of the belt coincides with the frequency of the driving speed or the driven speed, large vibrations may occur;
- Changing the belt tension may change the self-oscillation frequency of the belt.
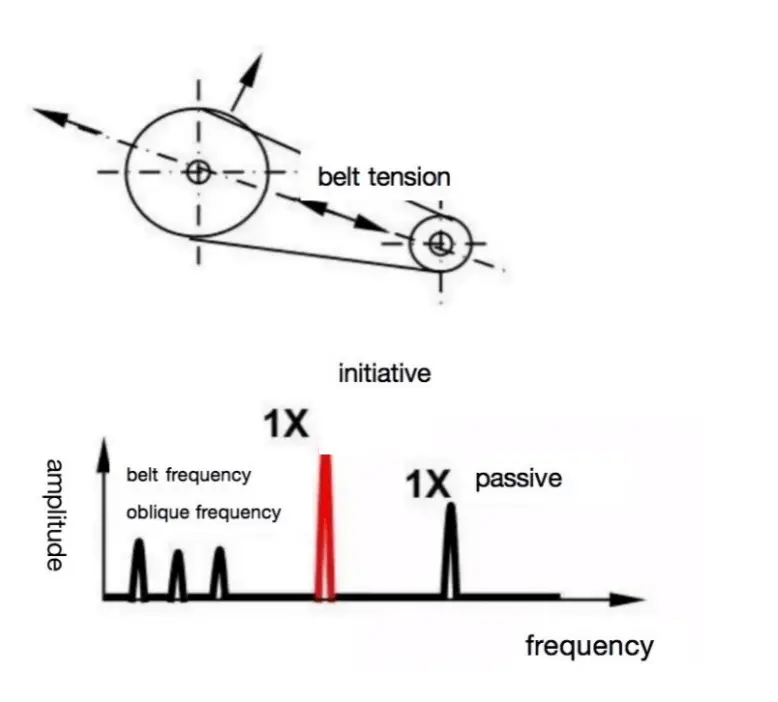
2) Worn, loose or mismatched belts
Symptom characteristics of worn, loose or mismatched belts:
- 2X RPM frequency dominates;
- Vibration amplitude is often unstable, sometimes in pulses, frequencies, or driven speed frequencies;
- Worn or misaligned gear belts will produce large values of vibration in the gear belt frequency;
- The belt vibrates at a frequency lower than the driving speed or the driven speed.
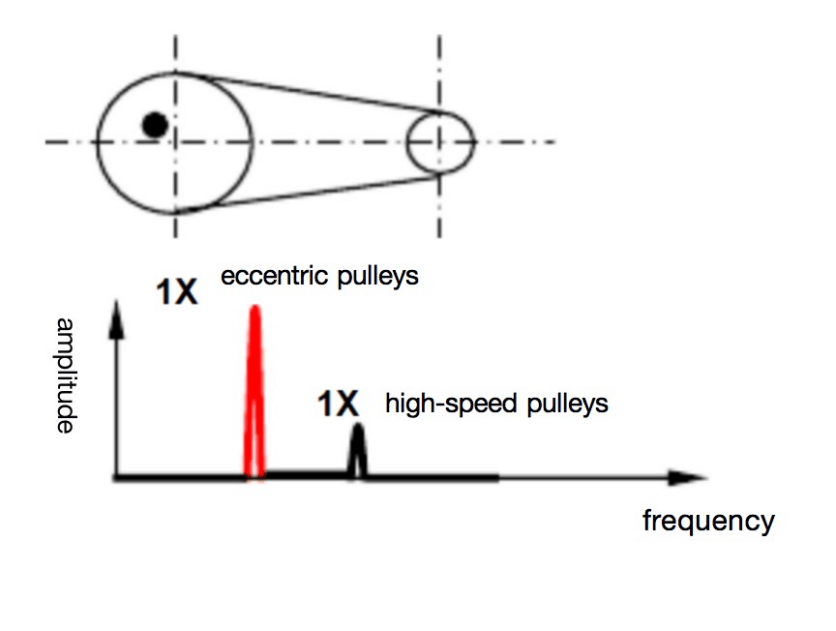
3) Eccentric pulleys
Symptom characteristics of eccentric pulley:
- Eccentric or unbalanced pulleys will produce large values of pulley vibration at 1x speed frequency;
- It has a maximum amplitude of vibration in the same direction as the belt;
- Please be careful trying to balance eccentric pulleys.
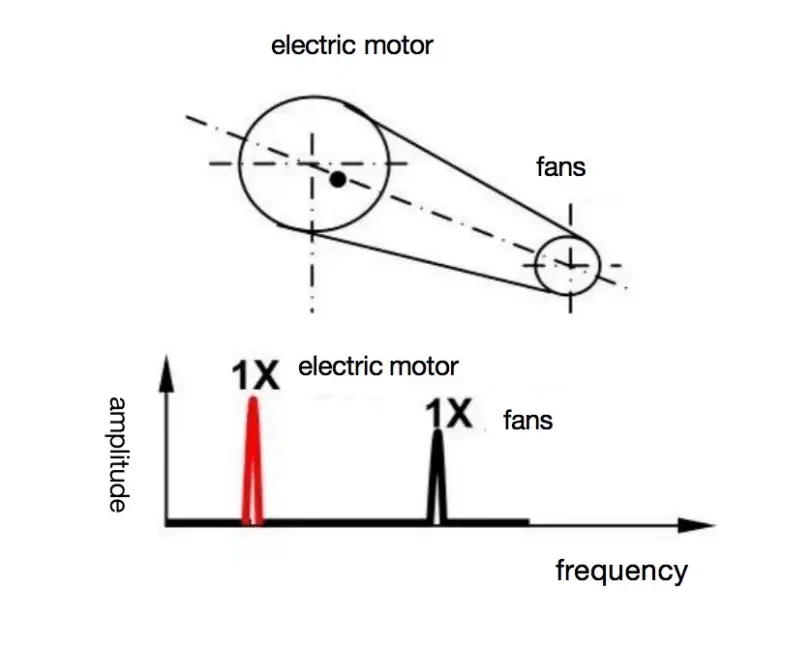
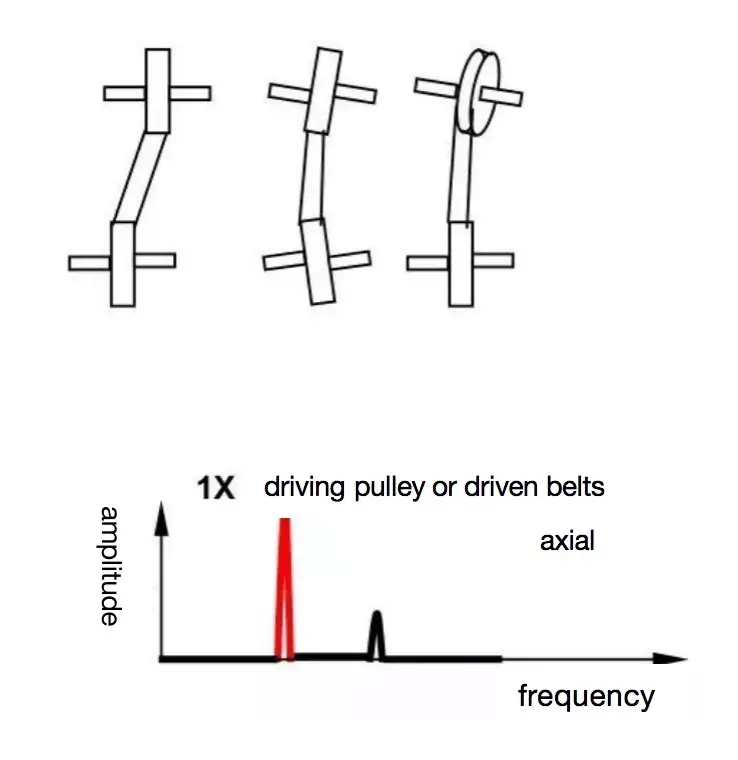
4) Belt/pulley misalignment
Symptom characteristics of belt/pulley misalignment:
- A large axial vibration of 1X speed frequency will occur when the pulley is not in alignment;
- The largest amplitude of vibration on the motor is often the turbine speed frequency.
9. Hydrodynamic excitation
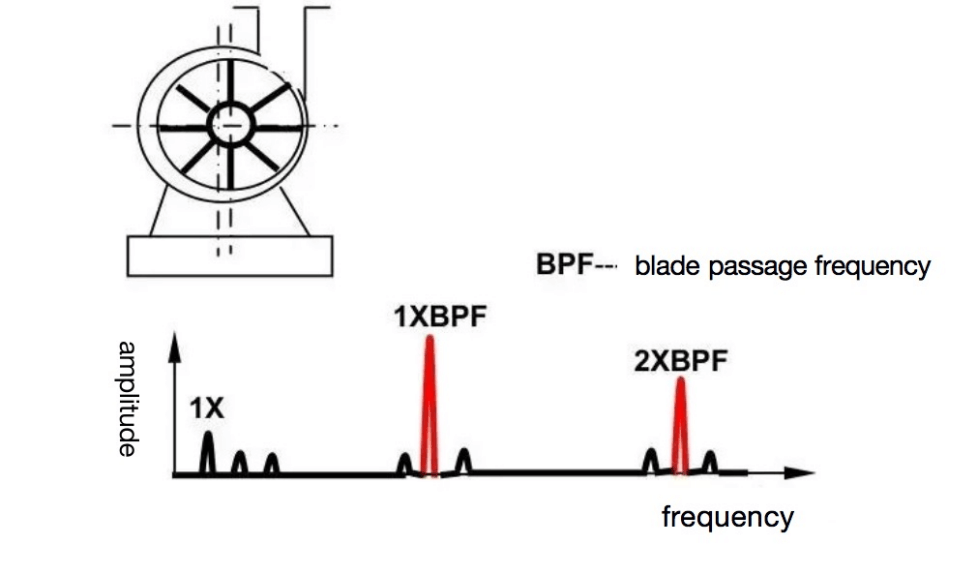
1) Blade passage frequency
Symptom characteristics of hydrodynamic excitation:
- If the clearance between the blade and the housing is not uniform, the amplitude of the vibration of the blade through the frequency (BPF) can be very high;
- High amplitude vane passage frequency (BPF) vibration may occur if the friction ring is stuck on the shaft;
- The eccentric rotor may produce excessive amplitude of blade passage frequency (BPF) vibration.
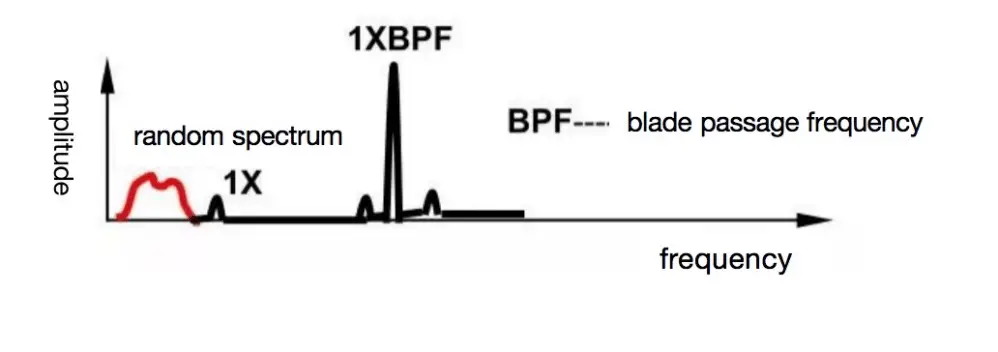
2) Fluid turbulence
Symptom characteristics of fluid turbulence:
- In the fan, due to the pressure change or speed change of the airflow in the flow channel, the airflow often appears turbulent flow;
- It will produce random, low-frequency vibrations in the 0 to 30 Hz frequency range.
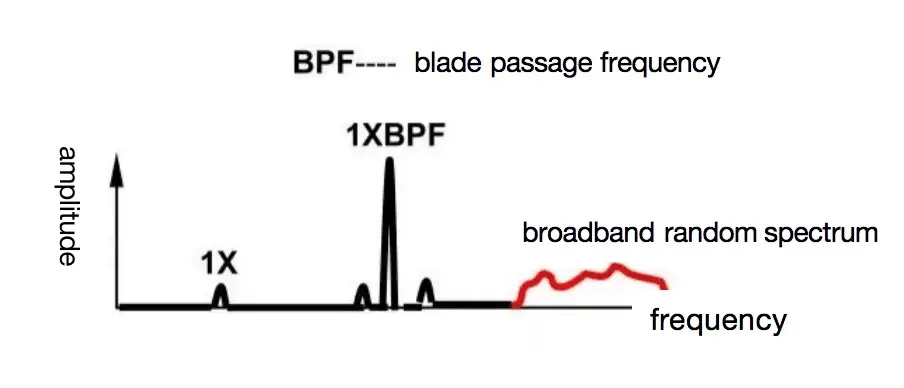
3) Cavitation
Symptom characteristics of cavitation:
- The cavitation will generate random, high-frequency broadband energy vibrations superimposed on the blade passage frequency (BPF);
- Usually, it indicates improper inlet pressure;
- If the cavitation phenomenon is allowed to exist, it may lead to impeller blade corrosion and pump housing corrosion;
- It sounded like gravel going through a pump.
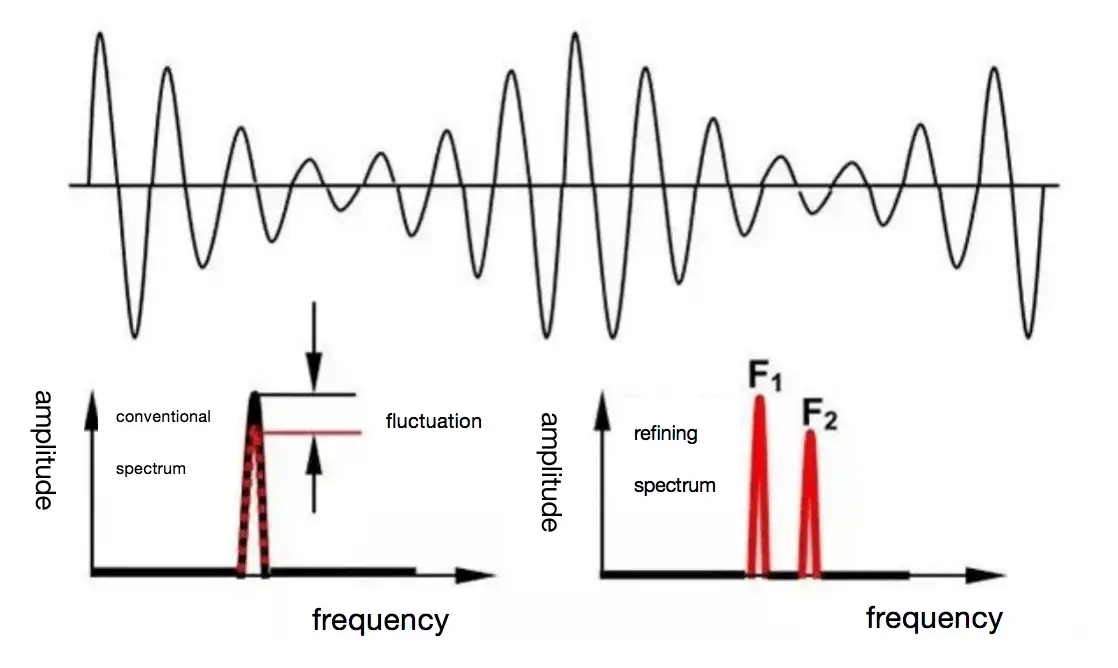
10. Beat vibration
Symptom characteristics of beat vibration:
- Beat vibration is the result of the synthesis of two vibrations of very close frequency in-phase and out-of-phase;
- The broadband spectrum will appear as a spike above and below, and the fluctuation itself is the beat of the frequency difference between two spikes in the broadband spectrum.
11. Eccentric rotor
- Power frequency FL (50 Hz in China = 3000 rpm)
- Polar P
- Rotor bar passage frequency Fb = number of rotor bars * rotor speed
- Synchronous speed NS=2XFL/P
- Slip frequency FS = synchronous speed – rotor speed
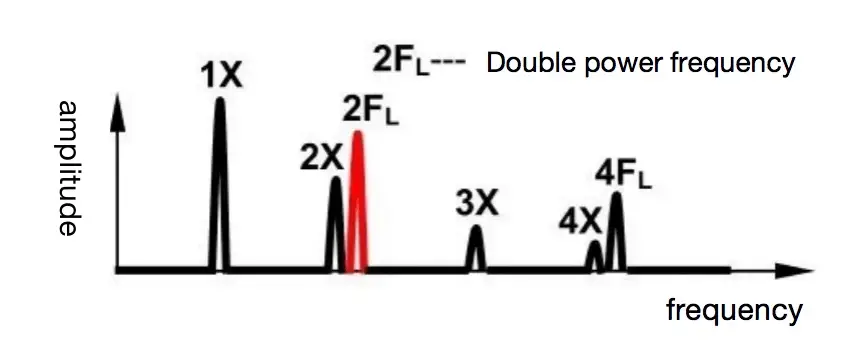
1) Stator eccentricity, insulation short circuit and loose cores
Symptom characteristics of stator eccentricity, insulation shorts and loose cores:
- Stator problem generates high amplitude power frequencies and doubles (2FL) electromagnetic vibrations;
- The eccentricity of the stator produces an uneven air gap and its unidirectional vibration is evident;
- Soft-soled feet can cause stator eccentricity.
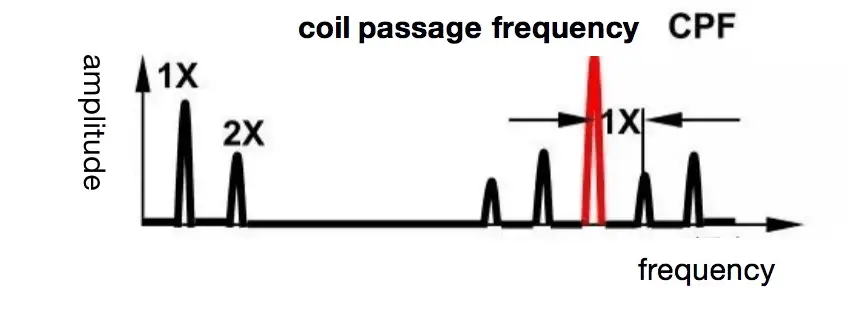
2) Synchronous motors
Symptom characteristics of synchronous motor:
- It is produced by loose stator coils in synchronous motors;
- High amplitude coils vibrate and can pass through frequency;
- Coils pass through a sideband on both sides of the frequency that will be accompanied by a 1X speed frequency.
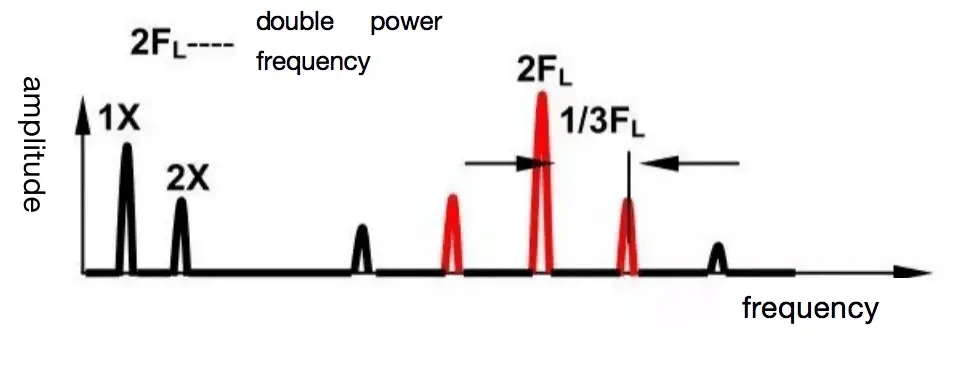
3) Power supply phase fault
Symptom characteristics of power supply phase failure:
- Phase problems will cause a doubling of the power supply frequency;
- (2FL) is accompanied by (1/3) FL sidebands;
- The amplitude of electromagnetic vibrations at two power supply frequencies (2FL) may exceed 25 mm/s peaks if power supply faults are not corrected;
- The local failure of the power connector is only an occasional contact fault.
4) Eccentric rotors
Symptom characteristics of eccentric rotor:
- Eccentric rotor creates a rotating, variable air gap, which generates pulsed vibrations;
- Refinement spectroscopy is often required to separate the harmonic frequencies of the two-fold power supply frequency (2F) from the rotational speed.
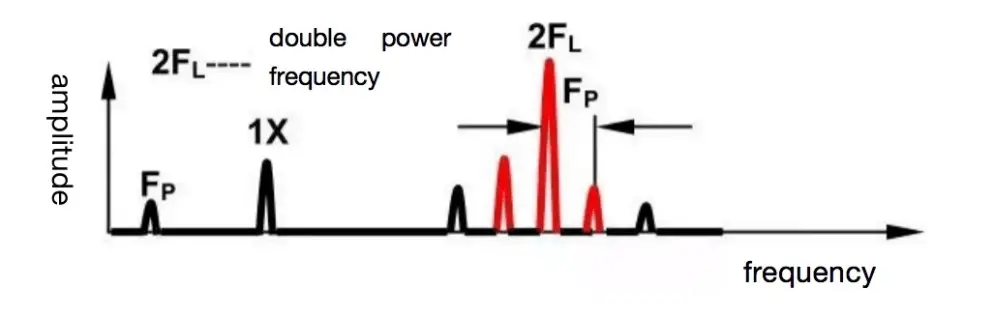
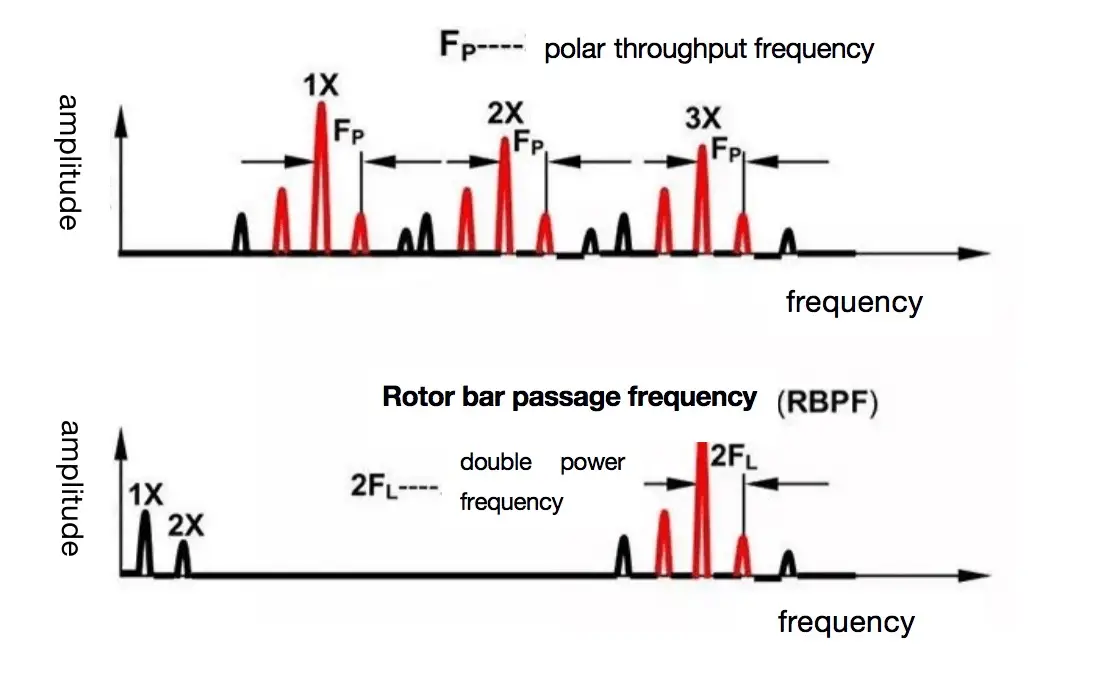
5) Broken rotor bar
Symptom characteristics of broken rotor bar:
- The rotational speed and its harmonic frequency accompanied by a pole passage frequency (Fp) sideband on both sides indicates a rotor breaking fault;
- When the rotor bars pass both sides of frequency (RBPF), a twofold power supply frequency (2FL) sideband indicates that the rotor bar is loose.
- Often, the amplitude of the rotor bar passage frequency (RBPF) is very high at twice (2XRBPF) and three times (3XRBPF), while the amplitude of RBPF is very small at the fundamental frequency (1XRBPF)
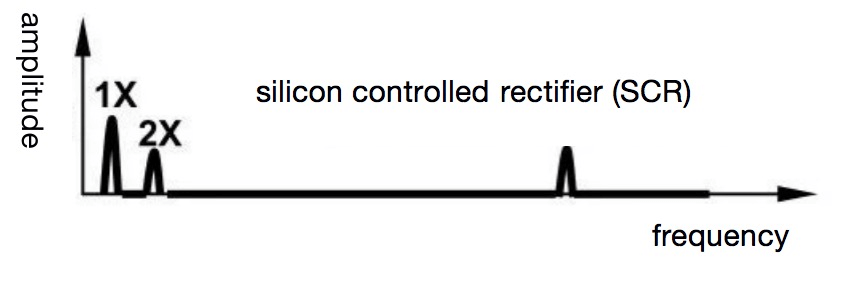
12. DC motors
Symptom characteristics of DC motor failure:
- DC motor faults can be detected using a higher-than-normal thyristor frequency (SCR).
- These faults include broken winding coils, and fuse and control board failures that can produce high amplitude vibrations at 1X to 5X power frequencies.
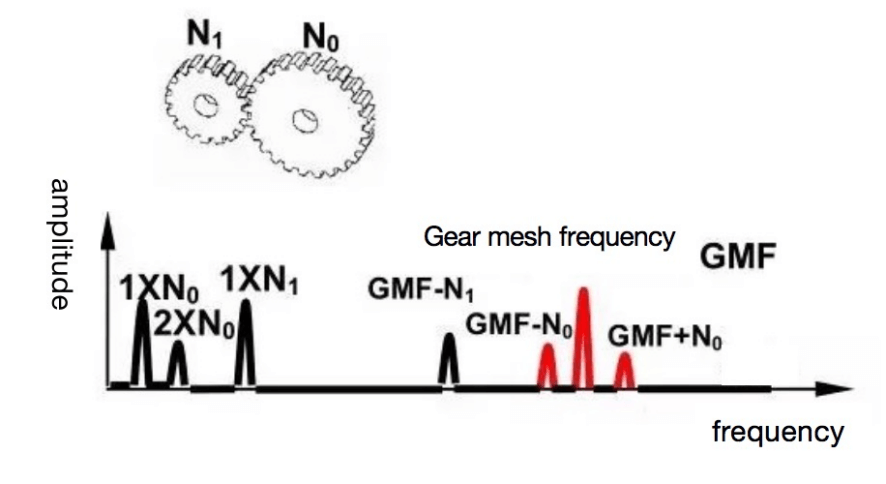
13. Gear failure
Normal State Spectrum:
- Normal state spectrum shows 1X and 2X speed frequency and gear mesh frequency GMF;
- The gear mesh frequency GMF is usually accompanied by a rotational speed frequency sideband;
- All vibration spikes have low amplitude, without self-oscillation frequency.
1) Effect of tooth load
Symptom characteristics of the effects of tooth load:
- Gear mesh frequency is often sensitive to load;
- High amplitude gear mesh frequency GMF does not necessarily indicate gear failure;
- Each analysis should be performed at maximum load.
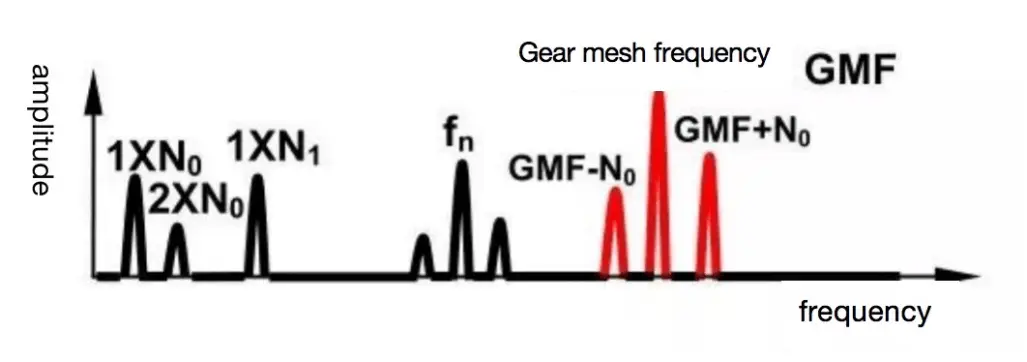
2) Tooth wear
Symptom characteristics of tooth wear:
- Excitation of the self-oscillation frequency is accompanied by a sideband that wears the gear at 1X the rotational frequency, indicating tooth wear;
- Sidebands are a better indicator of wear than the gear mesh frequency GMF;
- The amplitude of the gear mesh frequency may not change as the teeth of the gear wear.
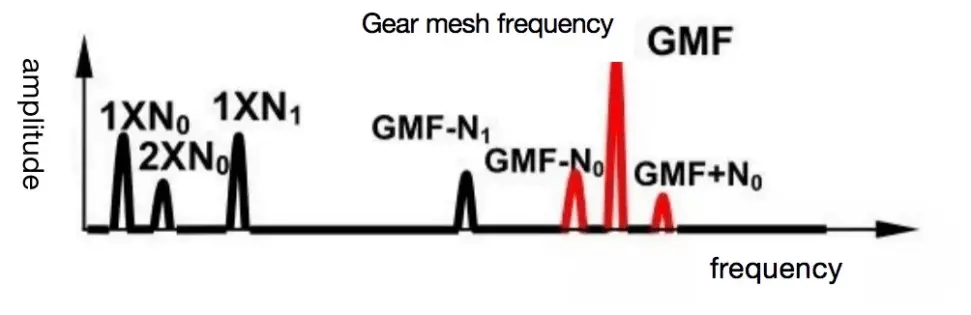
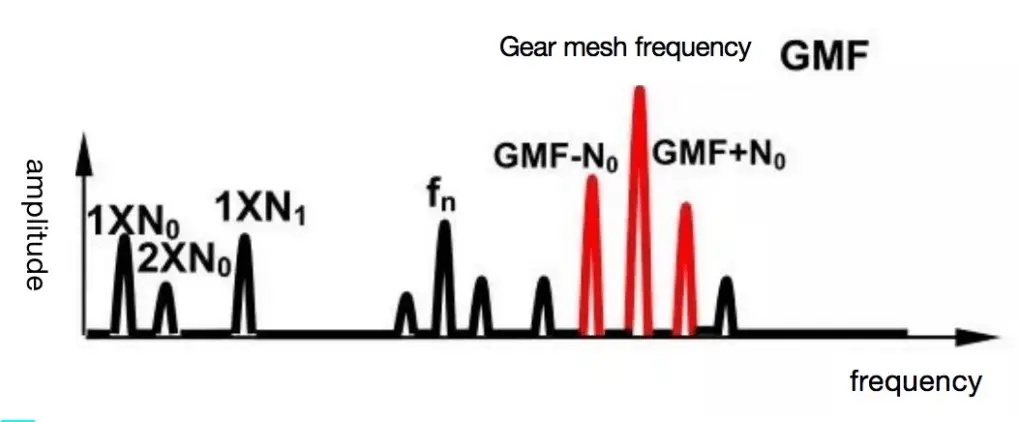
3) Gear eccentricity and backlash travel
Symptom characteristics of gear eccentricity and side clearance excursion:
- The higher amplitude sidebands on both sides of the gear mesh frequency GMF indicate that the gear eccentric side clearance excursion and the gear shaft are not parallel;
- Faulty gears will modulate the sidebands;
- Abnormal backlash excursions will normally cause the gear to vibrate at the self-oscillation frequency.
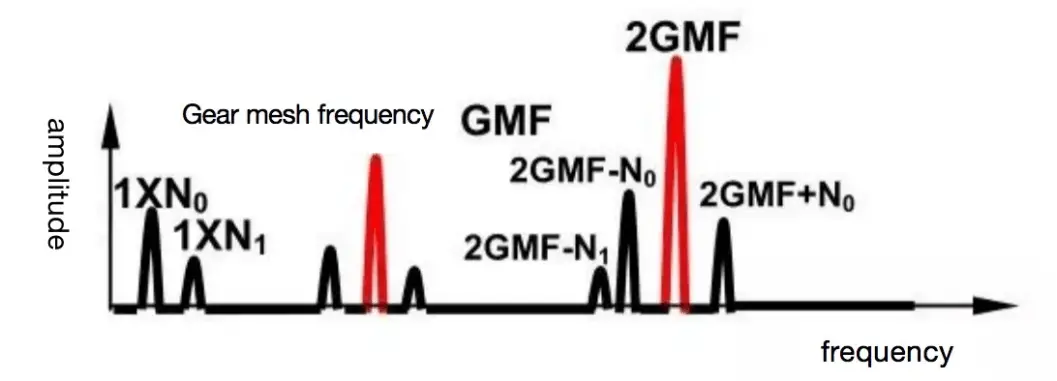
4) Gears misalignment
Symptomatic characteristics of gears misalignment:
- Gear misalignment always excites harmonic frequencies of second or higher order gear mesh frequencies, which is accompanied by a rotational speed frequency sideband;
- The magnitude of the gear mesh frequency base frequency (1XGMF) is smaller, while the magnitude of the 2X and 3X gear mesh frequencies is higher;
- In order to capture at least 2X GMF frequencies, it is important to set enough high value with the maximum analysis frequency Fmax.
5) Broken/cracked teeth
Symptomatic characteristics of broken/lost teeth:
- A broken or cracked tooth will produce a high amplitude vibration at 1X the speed frequency of that gear;
- It will induce a self-oscillating frequency vibration with a rotational speed fundamental sideband on both sides of it;
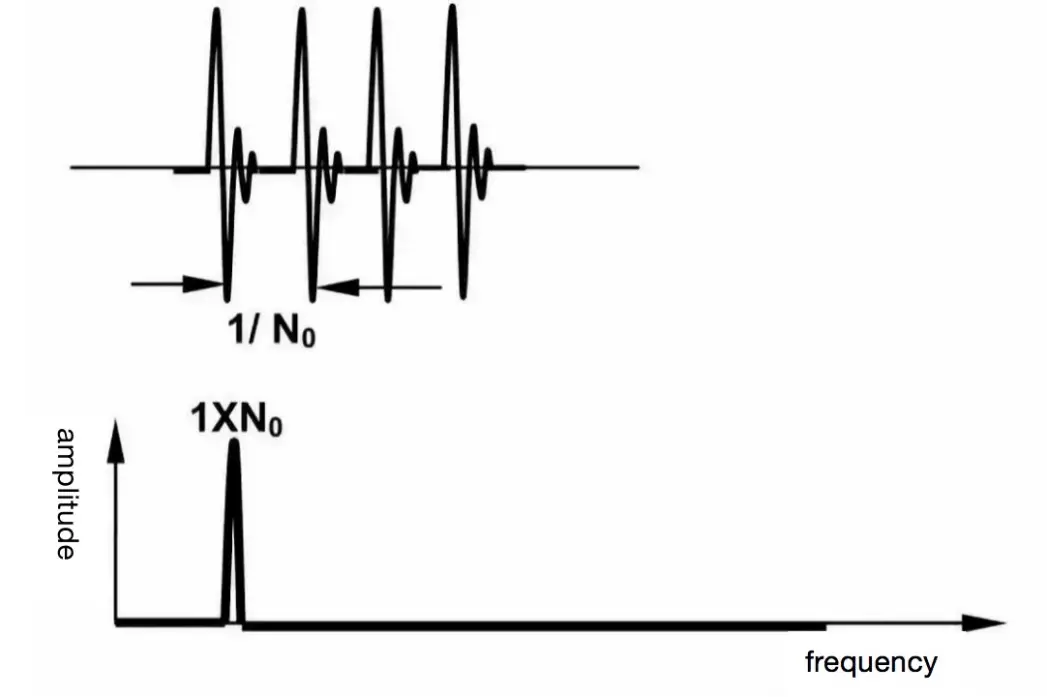
- It uses the time domain waveform to best indicate a broken or cracked tooth failure;
- The time interval between the two pulses is the reciprocal of 1X the speed.
6) Teeth wear
Symptomatic characteristics of oscillating teeth:
- The vibration of the oscillating gears is a low-frequency vibration, which is often ignored.
14. Rolling bearings
1) Phase 1 of rolling bearing failure development
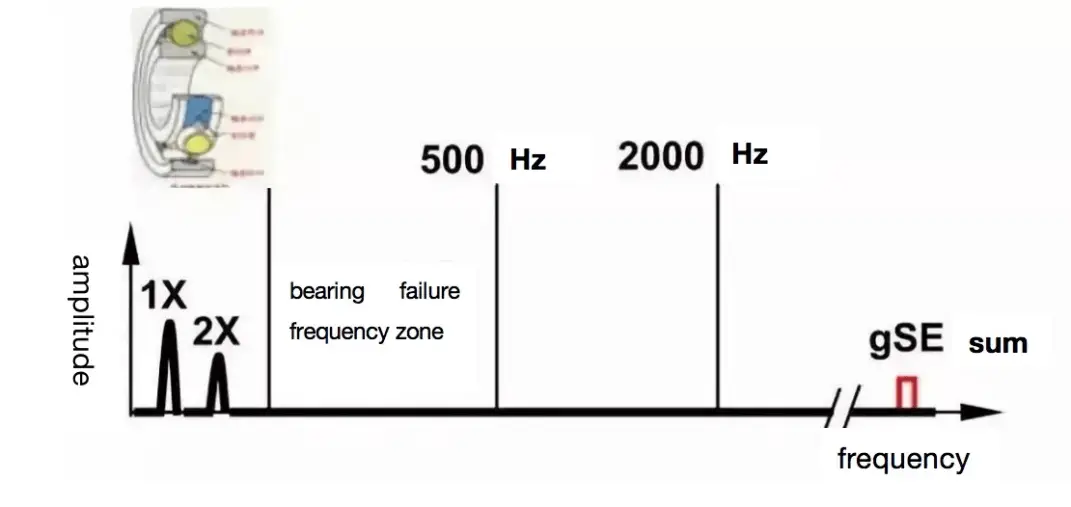
First stage symptom characteristics of rolling bearing failure development:
- From the earliest indications in the ultrasonic frequency range (>250 KHz), the spectrum can be best evaluated using the vibration acceleration envelope technique (vibration spike energy gSE).
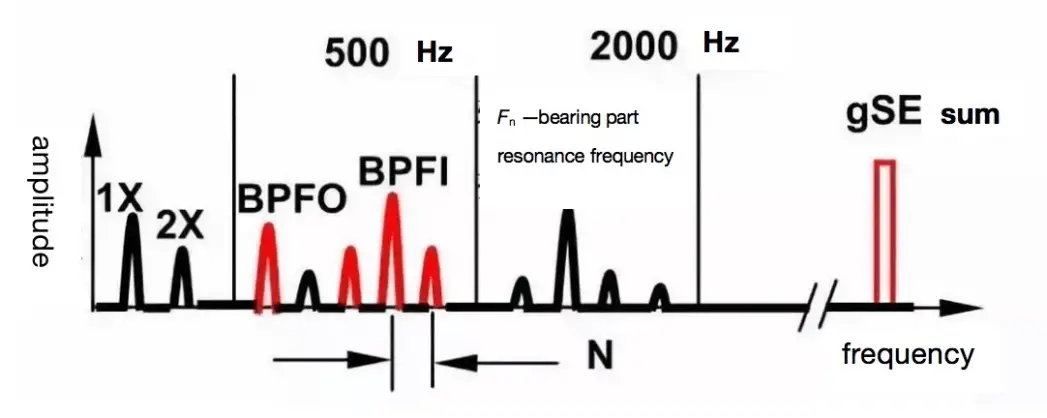
2) Phase 2 of rolling bearing failure development
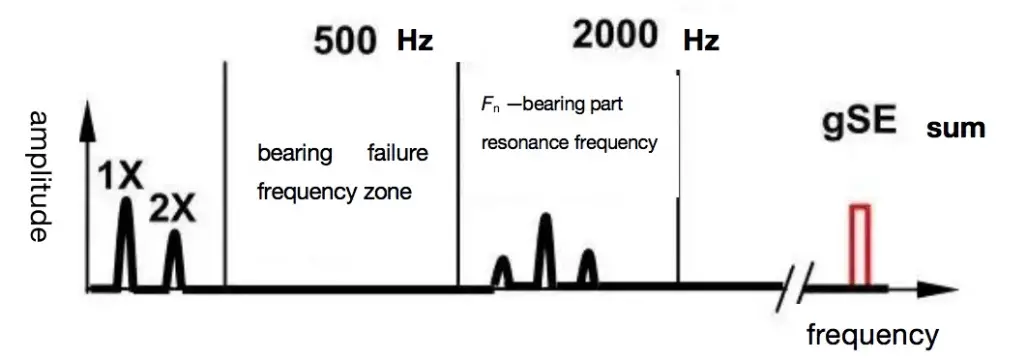
Symptomatic characteristics of the second stage of rolling bearing failure development:
- Minor faults arouse the natural frequency vibration of rolling bearing components.
- The fault frequency is in the 500-2000 Hz range.
- At the end of the second stage of rolling bearing fault development, sideband frequencies appear on the left and right sides of the self-oscillation frequency.
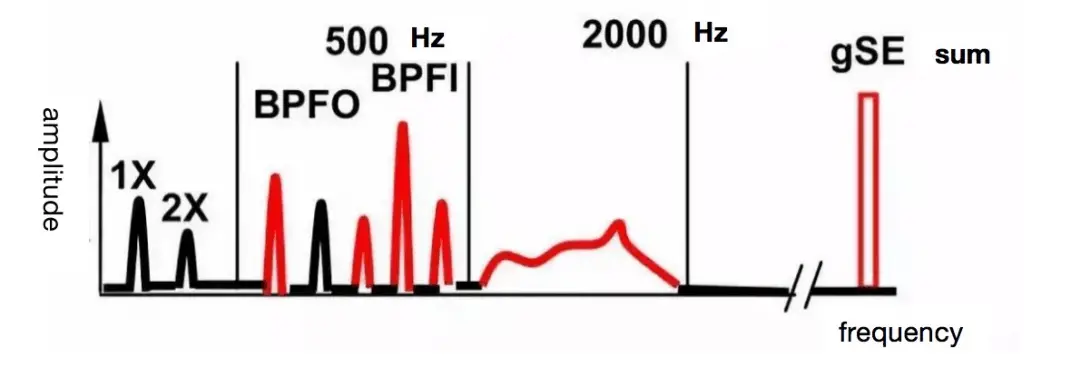
3) Phase 3 of rolling bearing failure development
Symptoms characteristic of Phase 3 of rolling bearing failure development:
- It has a frequency of rolling bearing failures and harmonic frequencies
- The number of sidebands increases with the number of harmonic frequencies at which the fault frequency occurs with heavy wear;
- At this stage, the wear is visible to the naked eye and spreads around the circumference of the bearing.
4) Phase 4 of rolling bearing failure development
Symptom characteristics of phase 4 of rolling bearing failure development:
- Discrete rolling bearing failure frequencies disappear and are replaced by broadband random vibrations in the form of noise horizons;
- Towards the end of this phase, it even affects the amplitude of the 1X speed frequency;
- In fact, the magnitude of the high-frequency noise horizon and the total magnitude may be reduced.
15. Sliding bearings
1) Oil film oscillation instability
Symptom characteristics of oil film oscillation:
- Oil film oscillation may occur if the machine is operated at a critical rotor speed of 2X;
- When the rotor ramps up to the second critical rotor speed, the oil film vortices close to the critical rotor speed, and the excessive vibration will prevent the oil film from supporting the shaft;
- The oscillation frequency of the oil film is locked at the critical rotor speed; As the rotational speed increases, the oil film oscillation frequency does not increase.
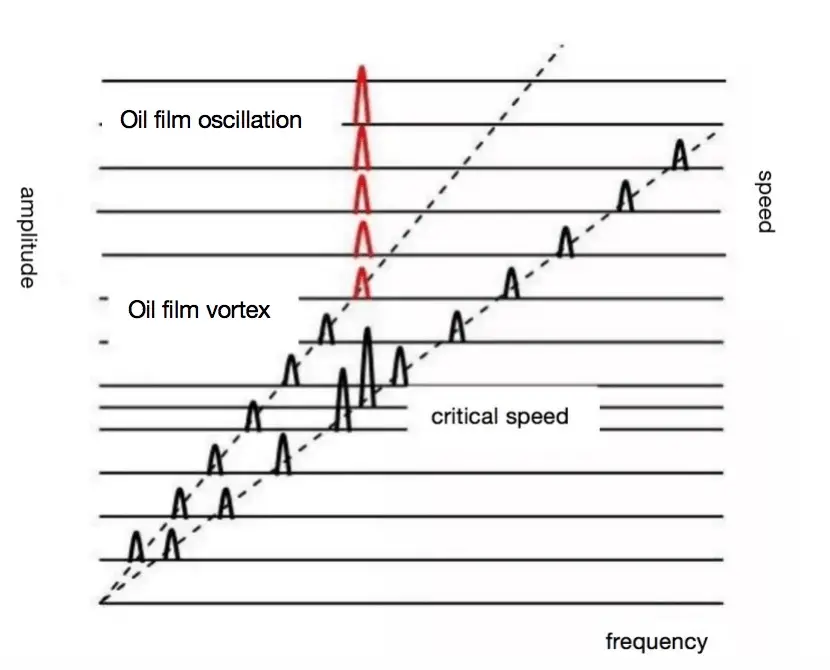
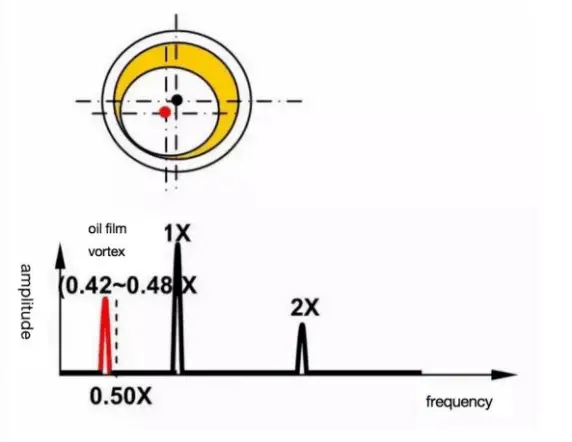
2) Instability
Symptom characteristics of oil film vortex:
- Usually, it occurs in the frequency range of 42-48% of rotational speed.
- Sometimes, the vibration amplitude is very large and the vorticity of the oil film is inherently unstable because it increases the centrifugal force, therefore the vorticity force is increased.
3) Sliding bearing wear/clearance failure
Symptom characteristics of sliding bearing wear/clearance failure:
- Harmonic frequency vibrations of large amplitude at rotational speed frequencies are generated in the post-wear phase of the sleeve bearing;
- When there is excessive sliding bearing clearance, small imbalances or misalignments can lead to large values of vibration.



URGENTLY I NEED THAT SUBJECT ASAP.
I need that text urgently asap.