With the vigorous development of the auto industry, competition among automotive enterprises is intensifying. Reducing vehicle manufacturing costs and improving production efficiency has become a crucial focus for them.
The cost of vehicle body production is an important component of the total cost of the vehicle. Stamping production costs mainly include the development costs of inspection tools, stamping part costs, mold stamping costs, equipment depreciation costs, and labor costs.
From a process design perspective, reducing material costs and die punching costs is an effective way to lower stamping costs.
Reducing material cost
Reducing material costs can be studied in terms of both reducing material purchase costs and improving material utilization of stamped parts.
Reducing material purchase cost
The entire body-in-white comprises approximately 400 stamping parts, with the combination of materials and thicknesses of auto stamping parts ranging as high as 60 to 80.
Choosing the right material and grade can effectively improve material utilization and reduce purchasing costs.
To manage the material and thickness of stamping parts for previous car models, a material selection library will be established.
When selecting materials for new car models, priority will be given to materials and material thicknesses that have been verified for previous models. This will avoid the use of uncommon or hard-to-purchase materials, such as extra-wide sheets and special thickness sheets, etc.
The complex procurement process of special materials can severely restrict the development cycle of stamping parts, resulting in multiple purchases of sheet materials, which will increase the costs of transportation, storage, and management.
Furthermore, it is necessary to choose the appropriate material and material thickness based on the performance indexes and process requirements of stamping parts to prevent the excessive quality of stamping parts and the increase of material costs.
Improve the material utilization rate
1) Optimization of the forming process.
Stretching and forming are common forming processes used for stamping parts.
For stamped parts that undergo a stretching forming process, the material utilization rate is limited due to the increase in process supplementary profile.
However, some structural parts with simple shapes and small undulating characteristics can use the blanking forming process, which significantly improves material utilization rates.
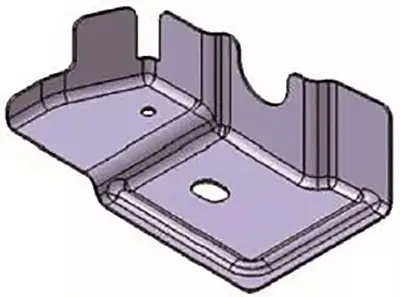
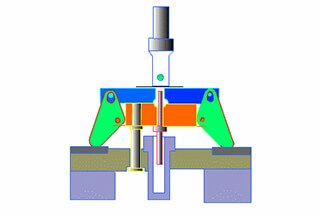
Fig. 1 Mold of stamping part
Both drawing and forming processes can achieve the stamping parts shown in Figure 1.
The drawing process comprises three sequences: drawing → trimming + punching → flanging.
To ensure quality trimming, the drawn part should reserve a trimming allowance of approximately 10mm. This process increases the supplementary surface of the process.
As illustrated in Figure 2, the drawing process has a material utilization rate of 59.1%.
The forming process also involves three sequences: strip blanking → forming → shaping + punching, but it boasts a higher material utilization rate of 65.9% for stamping parts.
Therefore, if the stamping parts’ quality meets usage requirements, the blanking forming process is preferred. This process can effectively enhance the material utilization rate and reduce the stamping production cost.
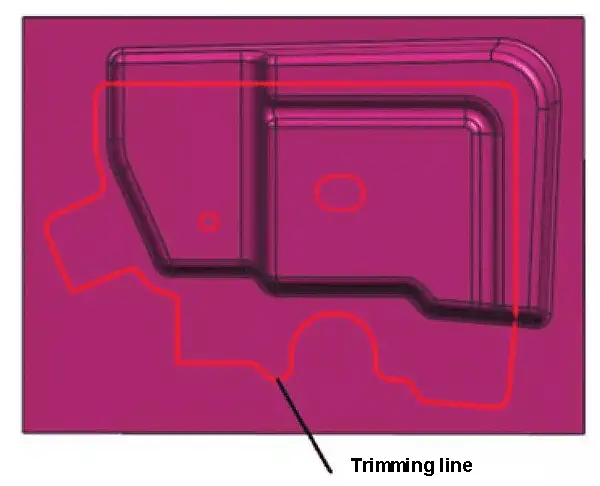
Fig.2 Drawing process plan
2) Choose a reasonable layout method.
The layout of stamping parts can be divided into various types, such as single-row layout, double-row layout, two-piece mixed layout, staggered layout, etc.
The choice of the layout method has a direct impact on the material utilization of the stamping parts.
In Figure 3, a single-row layout scheme for stamping parts is shown, which has a material utilization rate of 61.4%. On the other hand, Figure 4 demonstrates a staggered layout scheme for stamping parts, with a material utilization rate of 73.7%.
The material utilization rate in Figure 4 is 12.3% higher than that in Figure 3.
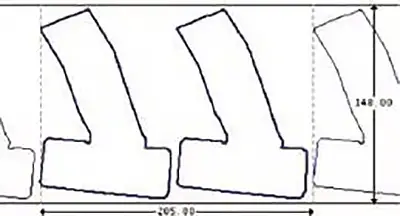
Fig.3 Single -row layout

Fig.4 Stagger layout
The stamping parts are made of DC01 material, with a thickness of 2.0mm and a weight of approximately 0.14kg per piece. The required quantity for each piece is 1.
Based on a plate price calculation of 4500 yuan/ton, the material cost for a stamping part is reduced by 0.16 yuan.
Assuming a production plan of 50,000 vehicles per year, Figure 4 can save 8,000 yuan per year compared to Figure 3.
Therefore, it is essential to continuously optimize the layout method during the process design stage, determine the best plan, and improve the material utilization rate of the vehicle.
During the manufacturing and production stages, it is crucial to reconfirm the layout method to ensure the implementation of the best plan.
3) Waste utilization.
There are typically two approaches to waste utilization: using large blank waste as small blanks or employing kit production.
The utilization of waste materials can indirectly increase the material utilization rate and reduce the cost of stamping production. In practice, some large stamped parts need to be cut with a drawing or drop material process to ensure formability, such as the drop material for side surround door openings.
After collecting these scraps, they can be used for forming small stamping parts directly or after cutting and matching the material and thickness.
Figure 5 displays the uncoiling material pattern of a truck’s outer plate, in which the scrap cut at the door position can be used for producing two small stamping parts for the vehicle model. The production quantity is precisely sufficient to meet the requirements of a single small stamping part.

Fig. 5 Reuse of waste material from side wall outer door opening
Kit production refers to a grouping arrangement of stampings, in which small stampings are designed to fit directly in the supplemental scrap area of the large stampings process. They are then formed together with the large stampings and separated by post-sequence slitting. Alternatively, small stamping parts can be produced by combining left/right parts in a process complementary area, as shown in Figure 6.
The production of kits can improve material utilization rates, reduce the cost of small stamping parts, and minimize the cost of punching times. However, the production of kits increases process difficulty, and it is necessary to repeatedly optimize the product shape and conduct CAE analysis in the SE stage to ensure the formability of the two stamping parts.
Furthermore, it is essential to consider the collection method of small stamping parts at the design stage to avoid quality defects, such as knocks and scratches, during the production process.
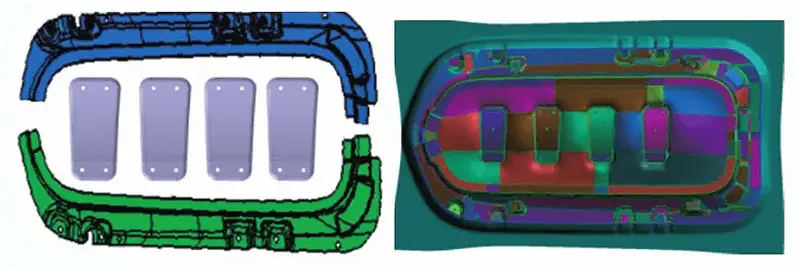
Fig. 6 Kit stamping process planning
Reducing die stamping cost
There are two main ways to reduce the cost of car stamping: reducing the tonnage of the press and decreasing the number of dies needed.
Reducing press tonnage
The tonnage of a press is primarily determined by several factors, including the required forming force for the stamping part, the size of the die, the closing height of the die, and the height of the die loading.
If the die size is the limiting factor in selecting the tonnage of the press, it is possible to reduce the tonnage by optimizing the internal structure of the die and reducing its size. This, in turn, helps to lower the cost of stamping.
When the size of the die becomes a limiting factor for choosing the press tonnage, it is crucial to ensure the performance and structural strength of the die. By optimizing the internal structure of the die and reducing its size, the press tonnage can be lowered, thus reducing the cost of die stamping.
Another alternative is to choose a press with a larger size worktable when purchasing press equipment. This can help reduce the size requirements of the machine tool for the die.
Reducing die numbers
(1) Choose the matched-die production process.
Matched-die production can not only reduce the generation of supplementary process waste and improve material utilization, but also decrease the number of molds, thereby saving costs for die development and punching, as illustrated in Figure 7.
By utilizing matched-die production, the left/right floor not only improves the formability of the stamped parts, but also directly saves 4 pairs of die stamping costs compared to single production.
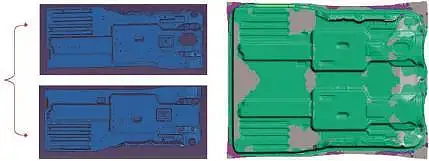
Fig. 7 matched-die production process
Matched-die production is not limited to left/right symmetrical parts. Therefore, during the process design stage, it is important to fully consider the matched-die production process in order to reduce the cost of stamping the entire car.
(2) The use of multi-position die.
A multi-position die can be used to produce one or more stamping parts in a single die with several process contents, as illustrated in Figure 8 (die structure).
With this machine tool, three processes of stamping parts can be realized in one punch cycle:
OP20 trimming + punching → OP30 flanging + shaping → OP40 trimming + punching + side punching.
The mold size is approximately 1720mm×1940mm×900mm, and it can be used on a 1000t press.
The cost of one stroke is about 4.5 yuan.
If the stamping part’s 3 processes are designed according to 3 sets of dies, the press tonnages required by the die are 500t, 630t, and 500t, respectively, and the cost of one punching is about 5.9 yuan.
Using a multi-position die not only reduces die development costs and minimizes the flow time between processes but also directly reduces the cost of stamping parts.

Figure 8 multi-station die
(3) Use progressive die.
The design drawing of the progressive die process for a car model is displayed in Figure 9.
During production, a single operator and press are sufficient to manufacture the stamping parts.
Using progressive die technology significantly reduces the number of required operators and presses, while ensuring high production stability and effectively guaranteeing the quality of parts.

Fig.9 Design of the progressive die process
- Punching
- Cutting
- Cutting
- Bending
- Empty Station
- Bending45°
- Empty Station
- Bending 90°
- Punching
- Cutting& blanking
(4) Adopt the two-mold stamping process layout.
Some stamping manufacturers install two sets of molds on a large-tonnage press directly or via a template for production to address the problem of production saturation of small-tonnage presses and the waste of resources in the single-die production of large-tonnage presses.
To implement this production method, it is necessary to ensure that the closing heights of the two molds are identical, and the required forming forces are similar, to prevent uneven force on the left and right sides from affecting the press’s accuracy.
Conclusions
Improving the material utilization rate and reducing the cost of punching may not have a significant impact on a single stamping part, but it can greatly enhance the efficiency and cost-effectiveness of a complete vehicle with an annual production of over 10,000 units.
Hence, automobile companies should focus on studying and implementing new stamping technologies and processes to achieve these benefits.
It is also important to continuously enhance material utilization and minimize die stamping costs, which will help companies establish a strong position in the industry and facilitate steady growth.