How can the hardness of H13 die steel reach 58HRC through heat treatment?
This can be achieved by heating and quenching at temperatures between 1050 and 1100℃, followed by oil quenching.
However, it is not necessary for hot work die steel to have such high hardness, as its performance will be significantly reduced under high hardness.
Typically, a hardness range of HRC46-50 will provide good performance and durability.
After the heat treatment of the mold, what is the surface whitened with?
- It can be washed with stainless steel acid or hydrochloric acid. Sandblasting treatment also can be adopted.
If a grinding machine is used, the processing cost may be high, the amount of material processed may be large, but the size of the product may not meet the required standard.
If hydrochloric acid is unable to clean the surface, it is likely that you are using die steel with a high chromium content. Is it D2 or H13 die steel?
The oxide layer on high chromium die steel is difficult to remove, but it can be washed off using stainless steel acid cleaner. These cleaners are readily available in mold or stainless steel shops.
- Stainless steel pickling cream works
The oxide layer on high chromium mold steels cannot be easily removed with hydrochloric acid. However, there are alternative methods available.
Once the mold has been polished with an oilstone, the surface becomes smooth. One can use a coarse whetstone or abrasive belt to grind it before performing heat treatment. Then, the mold can be ground again with a fine oilstone.
Another method that some people use is to first grind the mold with a fiber wheel to effectively remove the blank skin. Then, they proceed with grinding and polishing or sandblasting.
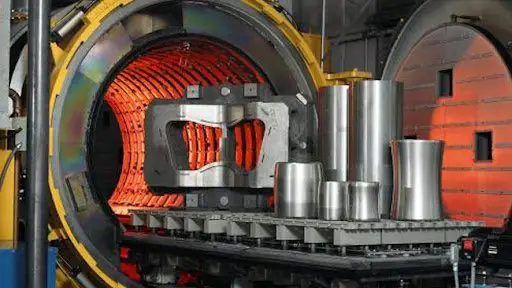
How does the heat treatment plant treat metal?
The thermal treatment plant houses a wide range of equipment, including a batch-type furnace and pit furnace.
The batch-type furnace is the most frequently used and can handle various heat treatments, such as annealing, normalizing, quenching, and tempering. It is an electrically heated furnace that is heated to a predetermined temperature before the workpiece is placed inside. After reaching the desired temperature, the workpiece is kept warm for a while and then either removed or cooled inside the furnace.
The pit furnace is typically used as carburizing equipment and is buried underground. Once the workpiece is placed inside, it is sealed and then immersed in carbon-rich liquids, such as kerosene or methanol, at high temperatures. The liquid dissolves into carbon atoms, which penetrate the surface of the workpiece.
The quenching pond is used for quenching and contains an aqueous solution or oil that is used to cool hardened workpieces from the batch-type furnace. The process involves placing the workpiece in the pond and waiting for a short period before removing it.
Other devices in the plant include high-frequency machines, which convert a 50Hz power current into a 200KHz current. The most common model has a maximum power of 200Kw and features a coil made of a copper tube with internal cooling water placed on the outside of the workpiece. Within seconds, the surface of the workpiece turns red, and when it reaches the predetermined temperature, a water jacket sprays quenching solution onto the surface to complete the quenching process.
In summary, the thermal treatment plant boasts a variety of equipment, including the ones mentioned above
Why are Cr12 or Cr12MoV materials cracked after heat treatment?
Without information on the size and shape of parts, heat treatment requirements, and adopted heat treatment techniques, identifying the causes can be very challenging.
Both of these types of steel belong to the same category of high-chromium lepidolite steel, which has a tendency to crack in cold conditions. The heat treatment technique required for this steel is also complex.
Based on my experience, the following heat treatment techniques can be used:
For obtaining thermal hardness and high wear resistance, the steel can be quenched at 950-1000℃ and oil-cooled resulting in an HRC>58. To achieve better results, the quenching temperature can be increased to 1115-1130℃, followed by oil cooling.
For fine and thin molds, air cooling can be used, and to reduce deformation, cooling with the salt solution is recommended at a temperature between 400-450℃.
Tempering should not be done under 300-375℃ as this can reduce the toughness of the tool and cause temper brittleness. It is important to temper immediately after quenching.
If quenching is done at a temperature above 1100℃, tempering two to three times under 520℃ is recommended.
It is essential to note that high quenching temperature can cause decarbonization. Therefore, it is advisable to carry out pre-heat treatment (spheroidizing annealing) before quenching.
How to distinguish heat treated parts from non-heat treated parts?
Supplementary:
“The workman accidentally mixed an unheated raw part with a batch of well heat-treated parts. Both of them have undergone undershot blasting treatment, so it is impossible to differentiate them by color. Moreover, their hardness falls within the range of HRC35-45, making it difficult to distinguish them based on hardness as well. So, how can we tell them apart? Please do not suggest cutting the workpiece to observe the metallographic structure, as it would damage the product.”
Answers:
If you cannot identify the hardness or oxidizing colors of heat treatment, I suggest that you identify them by tapping sound.
The metallographic structure of a casting and a workpiece after quenching and tempering differs. There is also a difference in internal consumption, which can be determined by tapping sound.
What does overheat mean in heat treatment?
If the specified heating temperature is exceeded, the grain will enlarge and various mechanical properties will deteriorate, such as increased brittleness, decreased toughness, easy deformation, and cracking.
To avoid overheating, it is crucial to control the heating temperature.
If the steel is overburned, it cannot be fixed by heat treatment or machining.
Causes and preventive measures of quenching cracks in molds?
Causes:
- Severe carbide segregation exists in the mold materials, which may cause various issues.
- Mechanical machining or cold-plastic deformation stress can affect the mold’s performance.
- Improper heat treatment, such as heating or cooling too fast, using an unsuitable quenching cooling medium, setting the cooling temperature too low, or the cooling time too long, can lead to problems.
- Complex mold shapes, uneven thickness, sharp angles, and threaded holes can result in excessive thermal stress and structural stress.
- Mold quenching heating temperature that is too high can cause overheating or overburning.
- Inadequate or untimely tempering after quenching can also affect the mold’s performance.
- Heating the mold again without intermediate annealing after quenching can be detrimental.
- Improper grinding processes during heat treatment can also lead to issues.
- Electrosparking machining after heat treatment can create high tensile stress and microcracks in the hardened layer.
Preventive measures:
- Strict control of the quality of mold materials is essential.
- Improvement of forging and spheroidizing annealing technology is necessary to eliminate reticular, banded, chain carbides and to improve the uniformity of spheroidized tissue.
- After machining or cold plastic deformation, the mold should undergo destressing annealing (>600℃) before quenching.
- For complicated molds, asbestos should be used to plug the threaded hole, bind the dangerous sections and thin walls, and graded quenching or isothermal quenching should be adopted.
- Annealing or high-temperature tempering is required when repairing or renovating the mold.
- The mold should be preheated before quenching, precooled during cooling, and a suitable quenching medium should be selected.
- The quenching heating temperature and time should be strictly controlled to prevent the mold from overheating and overburning.
- The mold should be tempered in a timely manner after quenching, and the heat preservation time should be sufficient. High alloy complex molds should be tempered 2-3 times.
- Choosing the right grinding technique and grinding wheel is crucial.
- Improving the electric spark machining technique and conducting destressing tempering is necessary.
How to heat up large stamping die, especially for edge cutting mold?
For mold heat treatment, it is recommended to opt for vacuum heat treatment to minimize deformation.
To facilitate heat treatment, molds can be divided into small pieces and slow cutting should be used to ensure high precision, a good finish, and minimal deformation. If the clearance is guaranteed, burrs will be negligible. It is advisable to check the accuracy of the device being used.
Moreover, it is possible that the convex mold’s strength may not be sufficient. There may also be residual stress in sheet metal after heat treatment, resulting in deformation during wire cutting. To mitigate this, it is suggested to consider pre-milling with large wire cutting holes, followed by reheat treatment, leaving a margin of 3-4mm.
Causes and prevention of soft spot on mold surface?
Causes:
The mold’s surface exhibits an oxidized layer, rust spots, and partial decarbonization prior to heat treatment.
If the quenching medium is not chosen properly, or if there is an excess or aging of impurities in the quenching medium, it can cause issues after the mold has been quenched and heated.
Preventive measures:
Before heat treatment, it is important to remove any oxide skin and rust stains. Additionally, it is crucial to properly protect the die surface during quenching and heating. For heating, it is recommended to use a vacuum electric furnace, salt bath furnace, or protective atmosphere furnace.
During the quenching and heating process, it is important to choose the appropriate cooling medium. If the cooling medium is used for a prolonged period of time, it should be filtered or replaced regularly.
Poor structure before heat treatment?
Causes:
The original structure of die steel materials often exhibits severe carbide segregation.
This can be attributed to poor forging technology, such as the use of high heating temperatures, limited deformation, high stop forging temperatures, and slow cooling speeds, which make it difficult to eliminate reticular, banded, and chain carbides, thereby hindering spheroidizing annealing.
Moreover, poor spheroidized annealing technology, such as excessively high or low annealing temperatures, or inadequate isothermal annealing time, can lead to uneven or poor spheroidization.
Preventive measures:
When selecting mold steel material, it is important to consider the working conditions of the mold, production quantity, and the strength and toughness of the material. It is recommended to choose high-quality mold steel material to ensure optimal performance.
To improve the forging process, it may be necessary to adopt the preparation heat treatment of normalizing, which can help eliminate any non-uniformity of reticular and chain carbides and carbides in raw materials. In cases where high carbon die steel has severe carbide segregation that cannot be forged, solid solution refinement can be used as a treatment method.
In order to achieve the desired spheroidized annealing process for the forged billets, it is necessary to formulate correct process specifications based on the quenched-tempered heat treatment and rapid uniform spheroidizing annealing technique.
Furthermore, it is important to ensure the temperature uniformity of the billet in the furnace by implementing a reasonable installation of the furnace.
After quenching, the structure of the mold is large, which will cause the fracture of the mold when it is used, which seriously affect the service life of the mold
Causes:
Mixing up the mold steel is a common mistake. The required quenching temperature for mold material is much lower than that of actual steel (For instance, GCr15 steel should not be treated as 3Cr2W8V steel).
Improper spheroidization before quenching is a major cause of poor spheroidization in mold steel.
Either excessively high mold quenching heating temperature or prolonged heat preservation time can lead to issues.
Improper placement of the mold in the furnace may result in overheating near the electrode or heating unit.
Molds with a significant change in cross-section require proper selection of quenching and heating process parameters to avoid overheating at the thin section and sharp angle.
Preventive measures:
Strict inspection should be carried out on the steel before it enters the warehouse to prevent mixing and disorderliness.
Before quenching, it is important to perform correct forging and spheroidization annealing to ensure good spheroidization.
To ensure the proper quenching and heating of the mold, the process specifications should be followed correctly and the quenching heating temperature and heat preservation time should be strictly controlled.
Regular checks and corrections of the thermometer should be done to ensure that the instrument is working properly.
When heating the mold in the furnace, it should be kept at an appropriate distance from the electrode or heating unit.
How to heat treat Cr12MoV steel to make the cold mold?
High hardness, high wear resistance and high toughness optimization treatment:
- 980~1200℃ quenching;
- Oil quenching (machine oil)
- Tempering at 400℃ for one time
- Tempering at 240℃ for one time
- HRC57~61
What is the reason for H13 die steel cracking after heat treatment (quenching temperature 1100℃,oil cooling)?
Metallographic analysis can be performed to determine whether there is any decarbonization on the surface of materials. Decarbonization is a common cause of cracking.
H13 is a commonly used material for extrusion dies, and the hardness requirement for this material is not very high.
I recommend trying heat treatment within the temperature range of 1030-1050℃.
What material is usually used for guide column and guide sleeve of mold? What kind of heat treatment should be adopted and what kind of performance should be achieved?
- Use # 45 carbon structural steel or carbon tool steel. The hardness of heat treatment quenching is around HRC45, less than HRC58~62. It breaks easily even at that high hardness.
- Generally speaking, SKD61 or SKD11 will be used for the high requirement. The quenching hardness of heat-treated H13 die steel is around HRC51.
What are the uses of heat treatment in mold making?
Role of heat treatment in mold manufacturing:
- Increase hardness and wear resistance, thus improving its life;
- The strength is strengthened and the deformation is reduced to ensure the accuracy and precision stability of the mold.
Analysis of mold failure causes
Most failures in molds are caused by fracture, wear, and deformation, with the main reasons being improper heat treatment and poor mold machining. Therefore, selecting materials carefully, formulating the heat treatment process correctly, and improving heat treatment quality are crucial to extending the mold’s service life.
Mold heat treatment comprises preheating treatment and final heat treatment, with the ultimate aim of achieving good surface quality, strength, plasticity, and toughness in the mold.
The reasons for the dropping of Cr12mov die steel pieces by pieces after heat treatment
Possible Causes:
During quenching, if the temperature exceeds the recommended limit, it can lead to overheating, resulting in several issues such as coarse grains, serious decarbonization, large martensite, coarse grain fracture, low toughness, and reduced plasticity.
High heating temperature and prolonged heat preservation time can also cause severe decarbonization of the material surface, coarse grain structure, weak binding force, and significant reduction in plasticity. Therefore, it’s essential to maintain the appropriate temperature and time during the quenching process to avoid such issues.
Suggestions:
- Check the heating equipment;
- Adjust the quenching and tempering temperature and time;
- Conduct heat treatment process test for sample and conduct necessary performance test analysis.
Advantages of salt bath heat treatment?
Advantages:
- Uniform heating, small deformation
- A small amount of decarbonization without oxidation
- Heating fast can quickly transform the internal structure of the workpiece
- Good thermal insulation and heating uniformity
- It can be heated by solid solution treatment
- Extensive applicability
- Able to conduct approximately non-oxidation delivery handling
Disadvantages:
- The working environment is bad and the workpiece is corroded to some extent
- The service life is relatively short
- The working space is small and the power is large
- Waste salt has pollution to the environment
What method is used to check the heat treatment effect?
- Simply check the surface hardness
- Check the depth of the hardened layer, the hardness of the center, the structure grade of the hardened metallography and the structure grade of the tempered metallography.
The critical hardness value of hardened depth=Minimum hardening hardness×0.8。
What is the role of deep cooling treatment of mold material?
Deep cooling treatment is the continuation of workpiece cooling process after quenching.
The application in mold industry is mainly in cold mold steel, high-speed steel, bearing steel, cold mold and mold fittings
Deep cooling will change some related mechanical properties. The main functions are as follows:
- Improve the hardness and strength of workpiece
- Ensure the dimension precision of workpiece to improve workpiece wear resistance
- Improve the impact toughness of workpiece
- Improve the internal stress distribution of workpiece
- Increase fatigue strength
- Improve corrosion resistance of workpiece
What are the reasons for Cr12MoV heat treatment explosion?
- Is the cooling medium cooling too fast (can’t use salt water, pure water, etc)?
- Before quenching, it may not be annealed properly, which results in excessive internal stress
- Poor material metallurgy (non-metallic inclusion, banded structure, eutectic carbide)
- When quenching, the furnace temperature rises too fast
- Not timely tempering
What is non-heat treatment strengthening?
Such as hard chromium plating to increase the wear resistance of parts.
Shot peening strengthening:
The fatigue strength of the parts can be improved greatly under alternating stress.
The rolling tool is used to apply pressure on the surface of metal parts at room temperature. This causes plastic deformation and modifies the micro-geometric shape of the metal surface. By doing so, the surface smoothness, fatigue strength, wear resistance, and hardness of the parts are improved.



Very informative.. Thanks.