1. Overview
The Plate Roll Bending Machine is one of the eight major products of forging machinery and falls under the category of bending correction machines.
The Roll Bending Machine is a metal forming equipment that uses the three-point circle principle to shape metal sheets. The movement and rotation of the work roll, whose axes are parallel to each other, result in continuous elastoplastic bending of the sheet, which leads to the creation of a predetermined shape and precision workpiece.
The work roll serves as the main working component and converts mechanical and hydraulic energy into kinetic energy to facilitate its position change and rotation. This makes it easy to bend and roll metal sheets into single or multi-curvature curved or cylindrical parts in a cold, medium, or hot state.
By adjusting the shape of the roller or adding a cone winding device, the flow of the material can be restricted, and the movement speed of different parts in the same workpiece can be altered. This enables the creation of arc or cylinder parts with single or multi-curvature shapes such as ellipses, squares, and asymmetric shapes.
Two methods, press bending and bending, can be used to bend sheet metal into simple or arc shapes with single or multiple curvatures. Press bending is carried out on a hydraulic press or press brake with the assistance of a die, mainly relying on transverse plastic bending. The bending process is a point by point or sectional discontinuous process.
Compared to press bending, roll bending has the following advantages:
- The bending process is a continuous elastic-plastic bending with a low amount of springback and a defined tensile force, resulting in accurate forming, high-quality bends, and high work efficiency.
- The absence of die forming reduces operational costs.
- Roll bending requires a lower bending force compared to press bending and the cost of a roll bending machine is lower than that of a hydraulic press.
- With the addition of auxiliary equipment, roll bending can also be used to create conical parts and bend pipes and profiles.
As a result, the Plate Roll Bending Machine is widely used in various industries such as boiler manufacturing, shipbuilding, petroleum, chemical, hydraulic, and metal structure.
In China, the development of roll bending machines has progressed from mechanical to hydraulic and now to CNC technology. The hydraulic and automatic control technology of roll bending machines have greatly improved in recent years.
In the 1990s, numerical control plate bending machines developed rapidly in China and have undergone continuous improvement, becoming increasingly mature. The transition from single machine automation to flexible manufacturing cell has also been completed.
Efficient, precise, and mass production is essential for modern industrial civilization. Developing high-efficiency, high-precision, safe, environmentally friendly, automated, flexible, and intelligent bending correction equipment is crucial for improving the level of China’s equipment manufacturing industry, meeting the needs of enterprise competition, and enhancing economic benefits.
2. The basic situation of roll bending machines in China
2.1 Important role of roll bending machine in the equipment manufacturing industry
The demand for plate bending machines is on the rise due to the development of various industries such as aerospace, military weapons, automobiles, locomotives and rolling stock, instruments and meters, shipbuilding, chemical industry, pressure vessels, metallurgy, engineering machinery, and metal components. The requirement for rolling plate precision is also increasing.
China’s shipbuilding industry has higher demands for the functionality, reliability, safety, and automation of ordinary and marine bending machines with winding compound functions due to the rapid growth of the manufacturing industry.
The electric power industry, which includes coal power, hydropower, nuclear power, and wind power encouraged by the national clean energy policy, requires large sets of bending machines for pipelines and column towers.
The trend towards large-scale and high-parameter pressure vessels is becoming more apparent in industries such as offshore oil, natural gas, petrochemical, and coal chemical. Large-scale plate rolling machines, capable of forming thick and high-strength plates, are crucial for producing thousand-ton hydrogenation reactors, two-thousand-ton coal liquefaction reactors, and 10,000 cubic meter natural gas spherical tanks.
In the future, the requirements for energy efficiency, material savings, and reduced cutting will become increasingly intense. The use of plate bending machines as process equipment is estimated to increase efficiency by 10 to 40 times and save more than 60% of materials.
Data shows that 70% of steel output needs to be deformed and 2/3 of the steel in the metal forming industry needs processing. For every 10,000 tons of plate, pipe, and profile reprocessing, one pipe bender, one roll bending machine, and one profile roll bending machine are required.
2.2 Current situation of plate roll bending machine
In recent years, the roll bending machine industry in China has grown significantly and its manufacturing capabilities have improved. This has had a significant impact on improving the level of equipment manufacturing and promoting the industrialization process in China.
1) Main types and features of plate roll bending machine
Plate bending machines can be classified into several categories based on various factors:
- Number of work rolls: two-roll, three-roll, four-roll, or multiple-roll
- Roller arrangement: symmetrical or asymmetrical
- Roller axis position: horizontal or vertical
- Roller adjustment mode: up adjustment or down adjustment
- Main driving mode: mechanical or hydraulic
- Roller transmission mode: upper drive, lower drive, or full drive
- Bearing body type: open or closed (marine)
- Function: common or multi-purpose
- Rolling method: cold rolling, hot rolling, or warm rolling
- Control mode: strong current control, NC control, or CNC control
Table 1 shows the main types of plate bending machines based on their number of work rolls, roller arrangement, position adjustment methods, etc. The common types of three-roll bending machines include:
- Symmetrical type
- Curve down type
- Horizontal down type
- Upper roller cross type (upper roller universal type)
Other common types of plate bending machines include:
- Four-roll bending machine (common type)
- Two-roller bending machine
- Vertical three-roll bending machine
- Marine bending machine
2) Development history and current situation of plate bending machine
The specialized production of plate bending machines in China started in the early 1970s with the development of a symmetrical three-roll bending machine with mechanical transmission. Although it had a simple structure, it couldn’t pre-bend the plate ends, which resulted in low production efficiency and increased labor and material costs.
In the late 1970s, Changzhi Iron and Steel (Group) Forging Machinery successfully developed a four-roll plate bending machine with mechanical transmission that could pre-bend both plate ends. However, this machine had a large structure, high material consumption, and a long manufacturing cycle.
In the mid-1980s, the factory introduced the full hydraulic four-roll bending machine and the three-roll bending machine with hydraulic level adjustment. These machines not only pre-bent the sheet metal but also completed cylinder forming after welding, leading to a 2-3 times improvement in working efficiency compared to the original model.
At the end of the 1980s, PC and NC-controlled three or four roll bending machines entered the Chinese market. These machines had the functions of automatic leveling of the work roll and synchronous lifting of the work roll in an inclined state, with synchronous precision between the working rolls controlled within ±0.2 mm.
In the early 1990s, Changzhi Forging developed the arc down type three-roll plate bending machine and the arc four-roller plate bending machine. These machines could pre-bend and roll the plate in one loading and unloading process, and had a reasonable bending force, light weight, and compact structure. The curved four-roller plate bending machine was particularly suitable for rolling small-diameter cylinders, with a minimum cylinder diameter of 1.1-1.2 times the upper roll diameter.
In the mid-1990s, Changzhi Forging adopted four motor confluence main drive technology and applied it to the horizontal down type regulating structure for large-scale three-roll bending machines. The first large-scale CDW11XNC -140×4000 horizontal down type three-roll bending machine was developed for the Three Gorges Project, and in 2002, the plant produced the CDW11XNC -160/250×4000 horizontal down type three-roll bending machine for the Nanjing Chemical Machinery Factory.

Fig. 1 CDW11XNC-140×4000 horizontal down type three-roll bending machine
At present, China is capable of producing the largest horizontal down-regulation three-roll plate bending machine. This machine can roll cold plates with a thickness of up to 250 mm and hot coil plates with a thickness of up to 400 mm. The maximum width of the plate that can be processed is 3000 mm to 4500 mm, and the upper and lower roller pressure can reach 40000 kN to 60000 kN.
The main domestic manufacturers of large-scale horizontal down type three-roll bending machines are Changzhi Forging, Hubei Ezhong, and Tai’an Hualu. Figure 2 shows the CDW11XNC -40×8000 horizontal down type three-roll bending machine.

Fig. 2 CDW11XCNC-40×8000 horizontal down type three-roll bending machine
The machine is capable of rolling plates with a maximum thickness of 40 mm, a maximum width of 8000 mm, a yield strength of 240 MPa, and a minimum full-load reel diameter of ø2500 mm, with a minimum reel diameter of ø900 mm.
The machine compensates for upper roll deflection through the use of a wedge mechanism, driven by a motor, reducer, and screw, which adjusts the deflection of the lower roll.
The NC system can automatically calculate and generate programs based on parameters such as plate thickness, width, drum diameter, yield limit, and more, enabling automatic control.
To accommodate the rolling of extra-long, thin plates (where the thickness-to-width ratio is small), Changzhi Forging has developed a new type of symmetrical or horizontal down type three-roll bending machine, featuring a back-up roll and cross beam on the upper roll (as shown in Fig. 3).
Fig. 3 CDW11XCNC-8×9500 horizontal down type three-roll bending machine
The machine is powered primarily by three rollers with a tilting bearing body, capable of rolling closed cylindrical parts. It also features computer control, making it particularly suitable for rolling thin-walled, long cylindrical parts with multiple curvatures.
The three-roll bending machine with a cross-type upper roller (universal type upper roller) was first successfully manufactured by the First Heavy Machinery Factory in the early 1980s. By the late 1980s, companies like Nantong Hengli Heavy Industry began to produce it professionally.
The machine requires only adjusting the upper roll to perform plate rolling and pre-bending. The lower roll is fixed, providing ease of use for material and plate rolling. However, the large machine structure can be challenging, making it better suited for rolling plates with a thickness of less than 80mm to 100mm.
The marine plate bending machine was first manufactured by the First Heavy Machinery Factory and Changzhi Forging. Initially, it had a symmetrical structure with specifications such as W11TNC-20×8000 and W11TNC-25×9000. As China’s shipbuilding output grew rapidly and the shipbuilding industry shifted from weak to strong, the marine bending machine developed into a horizontal down type in addition to its symmetrical structure.
This machine is capable of rolling and pre-bending curved and conical workpieces, and can bend steel plates with the help of a bending die. It functions as both a rolling machine and a bending machine. The deflection compensation technology for the upper and lower work rolls, the bi-directional independent driving technology of the work roll, and the numerical control technology for bending and bending process parameters have reached a world-class level.
Currently, the maximum downward pressure of the upper roll of the domestic marine plate bending machine is 22000 kN. The width of rolled or bent plates can reach over 21000 mm, meeting the needs of the shipbuilding industry.
Figures 4 and 5 show the Changzhi Forging CDW11TNC-32×13500 marine three-roll bending machine and the CDW11TXNC-22000kN×16000 mm marine horizontal down type three-roll bending machine, respectively. Major domestic marine bending machine manufacturers include Changzhi Forging, Tai’an Hualu, and Nantong Hengli.

Fig. 4 CDW11TNC-32×13500 marine three-roll bending machine

Fig. 5 CDW1ITXNC-2000kN×16000mm closed type (Marine) horizontal down type three-roll bending machine
- Main drive system 2. Frame 3. Main oil cylinder 4. Upper beam
- Upper work roll 6. Upper backup roll7. Lower work roll 8. Lower backup roll
- Lower roll horizontal moving device 10. Lower crossbeam 11. Connecting beam
The Vertical Roller is a three-roll or four-roll roll bending machine, where the axis is perpendicular to the horizontal plane. The most commonly used type is the vertical symmetrical three-roll bending machine.
Changzhi Iron and Steel (Group) Forging has manufactured equipment such as CDW11TNC-36×1000 and 12×2000 for various industries including the petroleum and chemical industries.
The First Heavy Machine Factory introduced technology from the UK’s Hugh Smith Company and designed and produced a series of vertical bending machines with a single main roll. They have manufactured a 30000kN x 3600mm vertical bending machine.
Compared to horizontal bending machines, vertical bending machines have the advantages of being lightweight, occupying less floor space, and having lower energy consumption, leading to reduced labor intensity, particularly in hot rolling.
The two-roll bending machine has a rigid steel roll as its upper roll and an elastic roll with a steel roll core wrapped in elastic coating as its lower roll.
Rotary shaping with the use of elastic mediums (RSEM) is an advanced method of bending sheet metal parts with an elastic medium.
Currently, companies such as Changzhi Forging and others have the technology to design and manufacture these products, and the School of Mechanical and Electrical Engineering at Nanjing University of Aeronautics and Astronautics has also developed one.
Figure 6 depicts the two-roll bending machine produced by Changzhi Forging. The upper roll is an elastic roll made of a steel roll core with an elastic coating, while the lower roll is a rigid steel roll. The machine has a bottom discharge structure.
Fig. 6 Outline drawing of two-roll plate bending machine
The two-roll bending machine was invented by Kauffman of the United States. Since then, countries such as Britain, Japan, France, Italy, and Russia have also mastered the technology and produced highly automated CNC machine tools. These machines are used to manufacture various thin-walled parts in industries such as aviation, chemicals, and civil products. The parts include cylindrical and conical shells, pipe sections, special-shaped thin-walled parts, thin-walled parts with various units, and stiffened or corrugated plate sections (refer to Figure 7).
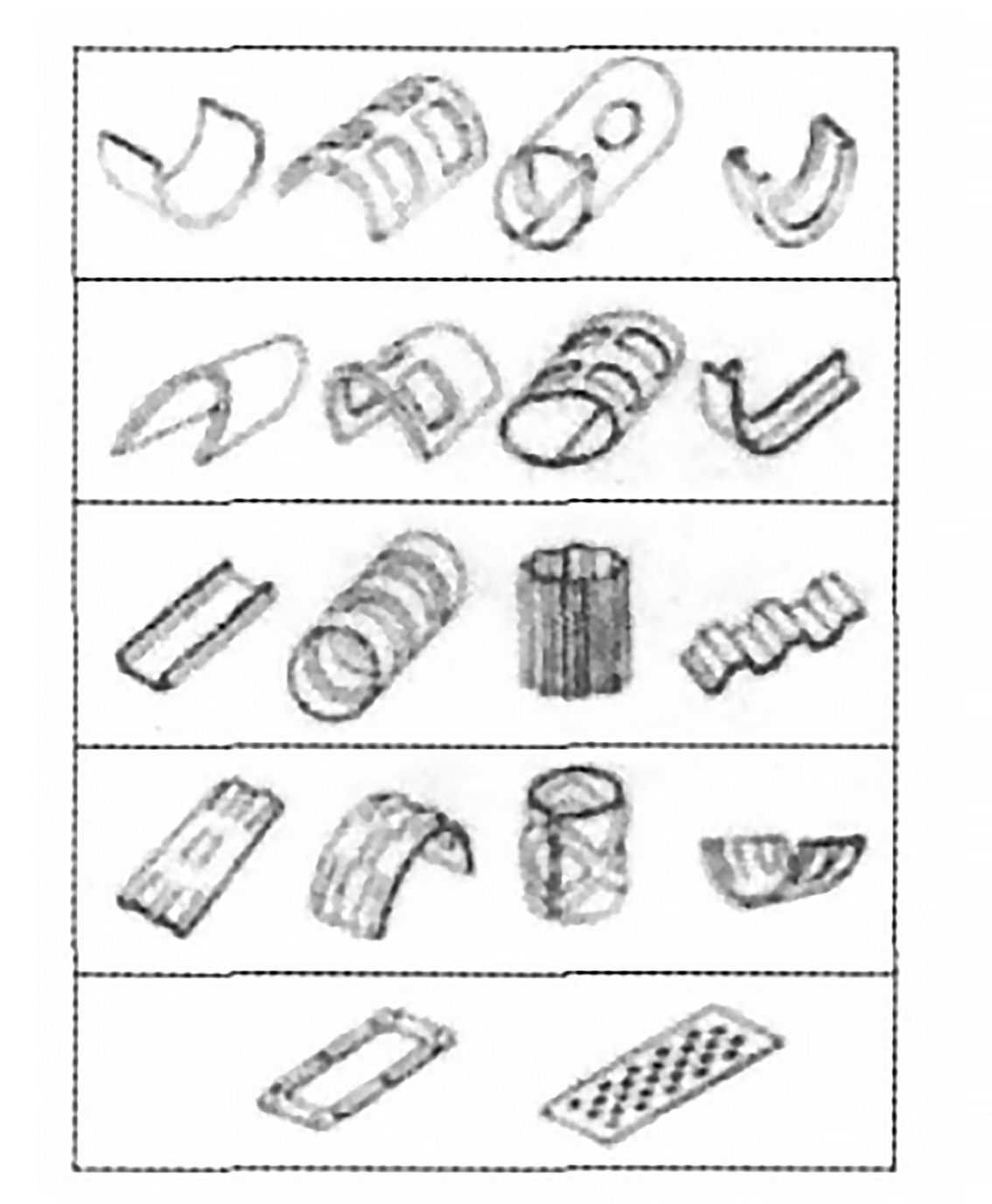
Fig. 7 Thin wall parts manufactured by RESM technology
Compared to three roll and four roll bending technologies, the RESM process has several notable features and benefits:
- High precision in forming parts: The RESM process results in a high degree of accuracy in curvature and edge parallelism after bending, with the straight edge remaining less than the plate thickness, making it ideal for forming porous sheets and ribbed plates with protective layers.
- High bending curvature and yield: The roll bending process involves gradual deformation under low pressure, which reduces the risk of wrinkling and cracking during forming. The small force required for forming also makes it suitable for difficult-to-deform materials like titanium alloys, stainless steel, and composite materials.
- High production efficiency: The RESM process is convenient to operate and has a high speed of work roll, resulting in improved labor productivity.
- Good surface quality: The use of an elastic medium protects the surface from scratching during bending and forming, preserving the quality of the surface, especially for sheets with protective layers and polished surfaces.
However, there are also some disadvantages to consider:
- Limited versatility: The need to use liners on the upper roller for cylinders with different curvatures means that RESM is not ideal for products with many varieties and small batches.
- Processing thickness limitations: RESM is generally limited to processing sheets below 10 mm in thickness.
In conclusion, the RESM technology has a broad range of potential applications. Currently, as China’s chemical industry and industries such as boilers and pressure vessels continue to develop, the demand for bending machines for thick and high-strength plates with numerical control is growing. Meanwhile, the development of the oil tank truck and oil tank industries is driving the need for small bending machines with the ability to handle thin plates, super long types, multi-curvatures, and numerical control. The future of bending technology will also involve the development of flexible bending units, with CNC bending machines as the center.
3) Automatic control of plate rolling machine
The mechanical bending machine typically uses strong current control, while the hydraulic plate bending machine employs NC (Numerical Control) control. The NC control system is primarily used for synchronizing the position control of oil cylinders at both ends of the work roll in a static and dynamic manner.
In the rolling process, control is primarily carried out by the operator based on their experience. The numerical control rolling machine, however, enables automatic control and offers high rolling precision, efficiency, and ease of operation. It is suitable for both batch rolling and single piece small batch rolling.
Currently, various bending machines such as horizontal down type, curve down type, upper roll cross movable three-roll bending machine, two-roll bending machine, ordinary and arc type four-roll bending machine, marine bending machine, among others, are equipped with CNC functions.
The core component of these machines is an industrial computer processing PLC, which not only synchronizes the left and right oil cylinders of the work roll dynamically and statically, but also automatically calculates and optimizes process parameters like rolling times, reduction amount each time, horizontal movement of the lower roll, feed rate of sheet metal, theoretical forming radius, load on each roll, and minimum residual straight edge during pre-bending. This optimization is based on parameters such as the thickness, width, diameter of the drum, and yield limit, among others.
However, the three-roll bending machine’s arrangement of upper and lower rollers is staggered, making it difficult to control the feed rate of sheet metal and thus, real numerical control is not possible. The four-roll bending machine and two-roll bending machine, on the other hand, can accurately control the feed rate of sheet metal, thus allowing for real CNC control.
Changzhi Forging has successfully developed a CNC four-roll bending machine, filling the domestic gap and being comparable to the products of advanced plate bending machine manufacturers worldwide.
The upper roll of an NC (Numerical Control) four-roller bending machine is the main driving roll, powered by a DC motor. Speed and position feedback is controlled through a closed-loop system, composed of a DC speed governor, DC motor, and photoelectric encoder, to ensure precise control of sheet material feed.
The lower roller and the rollers on both sides are driven by hydraulic cylinders for upward and downward movement. The PLC (Programmable Logic Controller) compares the input signal (Ur) with the feedback signal (Up) collected by the displacement sensor, and adjusts the input signal (△U) accordingly. This input signal is then converted into digital/analog (D/A) form and used to drive the hydraulic system, ensuring precise control of the position of the lower roller and the two rollers.
The control system of the CNC four-roll bending machine is composed of the following hardware: a Eurotherm 590 series DC digital speed controller, an Omron C200HX PLC, a Mitsubishi A970GOT touch screen human-machine interface, a high-precision displacement sensor, and a display screen connected to the C200HX CPU through RS232 standard communication.
Based on parameters such as thickness, width, diameter, yield limit, and springback correction coefficient, the numerical control four-roll bending machine can automatically calculate and optimize process parameters, including rolling times, the displacement of the lower roll and side roll, feed rate of the sheet, theoretical forming radius, load on each roll, inclination of the upper roll, and minimum residual straight edge during pre-bending. The machine also allows for automatic control.
Accurate control of the feed rate of sheet metal and the position of the side roll and lower roll enables real CNC rolling. The machine can store 100 programs and has the ability to edit and call programs, as well as features like error self-diagnosis, alarm, state monitoring, and power-off memory.
4) Coil flexible processing unit
The Coil Flexible Processing Unit is typically equipped with a numerically controlled rolling machine and various other equipment, including a pre-treatment system for the front section of the plate and a finished product delivery system for the rear section.
The unit is controlled by a control system that can consist of one or multiple computers, forming an automated processing system for the coil plate.
The integration of information and material flow into the CNC bending machine system allows for efficient and automated processing of small batches.
As a result, this unit offers high precision, efficiency, and flexibility, making it an ideal manufacturing system.
Figures 8 and 9 show the layout of the Flexible Plate Bending Unit, which is comprised of a CNC bending machine, a plate storage table, a loading manipulator, a loading table, a bracket device, and an unloading device.
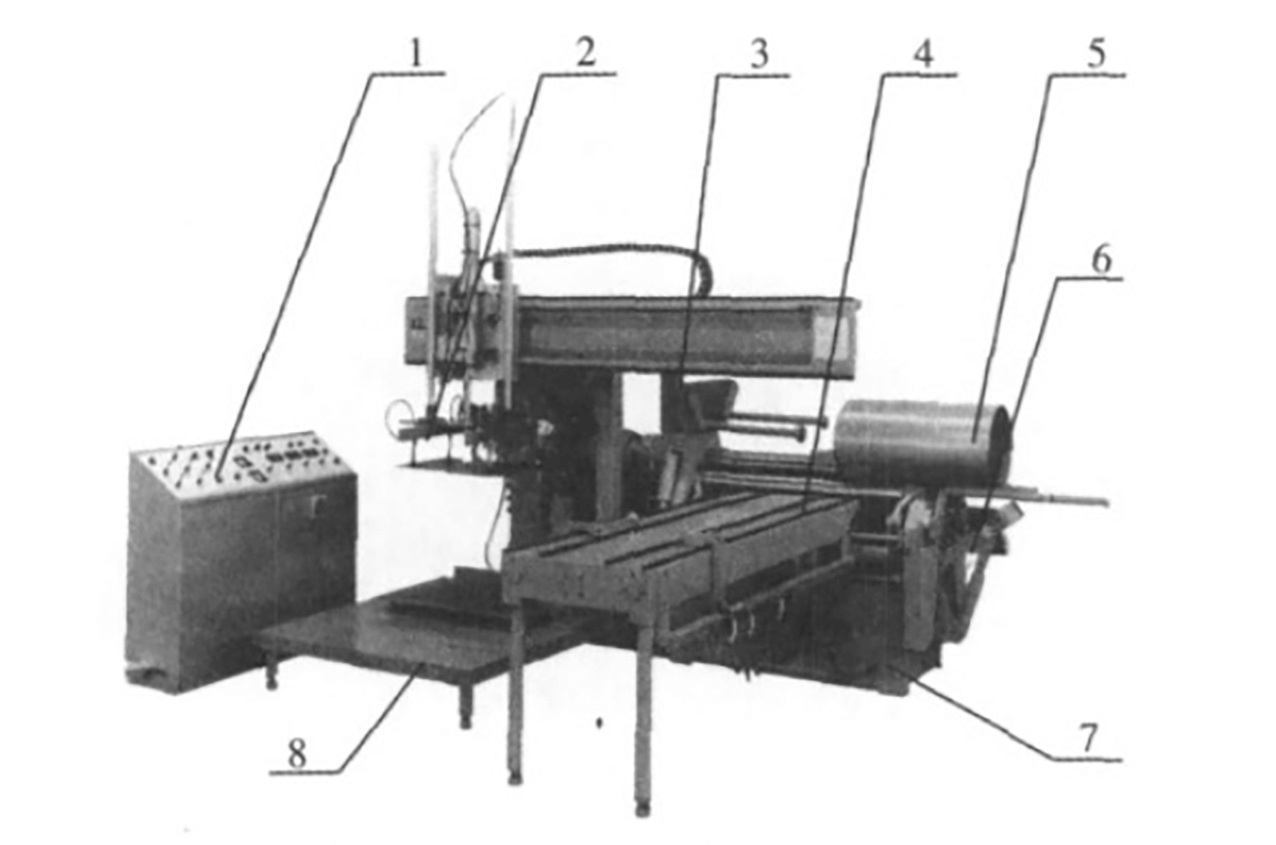
Fig. 8 Layout I of coil flexible processing unit
1. Electrical cabinet 2. Loading manipulator 3. Bracket device
4. Loading table 5. Workpiece 6. Unloading device
7. Main engineof bending machine 8. Sheet stacking platform
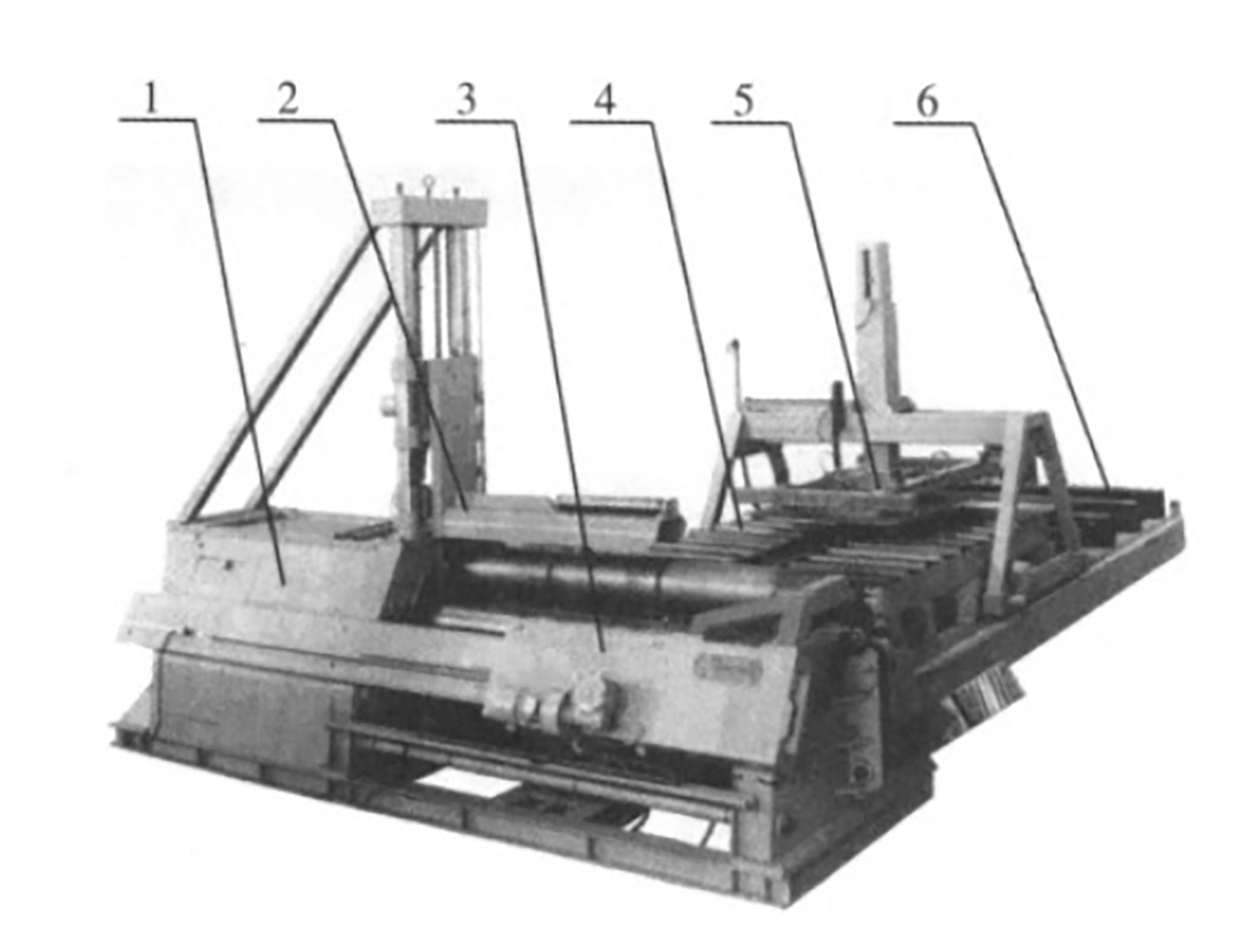
Fig. 9 Layout II of coil flexible processing unit
1. Main engine of bending machine 2. Bracket device 3. Unloading device
4. Feeding roller table 5. Loading manipulator 6. Plate stacking platform
During the rolling process, the loading manipulator takes the plate material from the plate storage table and places it on the loading work table. The manipulator then aligns the plate and sends it to the plate bending machine.
As the rolling process continues, the manipulator secures the workpiece based on its shape, thickness, and diameter. It attaches the workpiece from the inside or both sides, and supports it with the curvature of the workpiece until the desired shape is formed.
Once the rolling process is complete, the main machine releases the bearing body and the unloading manipulator pushes the workpiece out. The discharging manipulator then picks up the workpiece and transports it to the finished product table. Finally, the main machine and the manipulators return to their original positions, ready for the next workpiece to be rolled.
Some Coil Flexible Processing Units may also be equipped with additional facilities, such as sheet metal centering, cylindrical inspection, and welding.
3. The gap between China and abroad countries
3.1 Brief introduction of abroad roll bending machines
The leading manufacturers of advanced rolling machines include HAEUSLER in Switzerland, SCHAFER in Germany, PROMAU DAVI MG, SER-TOM and BODRINI in Italy, ROUNDO in Sweden, KURI-MOTO in Japan, and HUGH SMITH in Britain.
HAUSLER’s four-roll plate bending machine in Switzerland is the most renowned, with its maximum specification reaching 78000 kN, a plate thickness of 250 mm, and a plate width of 4000 mm, with only 1.28 times the plate thickness remaining as straight edge.
In some companies, such as German Schafer, Italian Davi, Italian MG, Italian FAC-CIN, Italian SERTOM, and Italian BODRINI, the horizontal down-type three-roll bending machine is common and is ideal for rolling thick and extra heavy plates.
In Japan, KURIMOTO’s upper roller cross-moving type (upper roller universal type) is more prevalent, and British HUGH SMITH’s and Italian FACCIN’s large-scale marine plate rolling machines have a high level of technology.
The curved three-roller and four-roller bending machines of Italian PROMAU DAVI and MG are more prevalent, with the maximum thickness of the curved three-roller bending machine capable of reaching 140mm.
DAVI’s CNC arc four-roll bending machine has full hydraulic drive and the rollers on both sides are in an arc motion mode. The tangent point between the side roller and the upper roller is closer to the centerline of the upper roller, and the smallest roll diameter can reach 1.1 times that of the upper roller.
The remaining straight sides are short, with almost zero friction resistance between the mechanisms. The hydraulic planetary drive is directly coupled to the shaft ends of the upper roller and the lower roller, providing high transmission efficiency and a small footprint. The bearings are maintenance-free and don’t require lubrication. The machine has automatic linear speed compensation to ensure the matching of the upper and lower roller speeds during rolling.
CNC control is available, and rolling single and multiple curvature radius workpieces can be automatically calculated and programmed. The program can be modified and stored, and network control is provided. It features a 3D animation real-time display function and is equipped with REAL AUTO-CAD (CAD/CAM).
3.2 The main problems and the gap between China and foreign countries
It is estimated that China has the largest output of bending machines globally, however, its overall competitiveness in the industry is not strong. The main reasons are:
- In terms of product composition, a large proportion of domestic plate bending machines are small to medium-sized and of low grade. While there are a few manufacturers that produce large-scale bending machines with a rolling force of 40,000 kN and a thickness of 160mm or more, they are mostly imported. Additionally, the technical value-add and numerical control rate of domestic roll bending machines are low, with foreign products dominating the market for numerical control bending machines and flexible plate bending units.
- Foreign enterprises possess a strong ability to provide comprehensive solutions, complete equipment, and technology to customers. For instance, the DAVI company offers a complete set of forming equipment for wind power towers, which caters well to the domestic market demand. Currently, only single bending machines are available in China.
- Basic research on the forming mechanism, especially the formation of extra thick and high strength sheets, simulation of the forming process, and mathematical model establishment, need to be strengthened.
- Domestic low-speed high torque hydraulic motors and large torque and high-speed ratio planetary reducers that can be directly coupled to the work roll shaft end are insufficient for the development of plate bending machines.
- There is still a significant gap in the specialized development and matching of CNC systems.
- Despite progress in standardizing plate bending machines in China, there are still considerable differences in machine types, configurations, technical parameters, and safety, requiring further standardization efforts.
- Most domestic plate bending machine manufacturers are small to medium-sized private enterprises, lacking technological development ability and overall competitiveness.
4. Discussion on the development trend of the plate bending machine in China
- The development of China’s chemical industry, as well as the growth of the boiler and pressure vessel industries, has led to an increased demand for large-scale horizontal three-roll bending machines. These machines are increasingly being used to process heavy plates, extra-thick plates, high-strength plates, and composite plates. At the same time, the development of large-scale four-roll bending machines is being driven by the need for efficient and precise forming, material savings, and short remaining straight edges.
- The rapid growth of industries such as oil tankers and oil tanks has created a demand for small plate bending machines that can handle thin plates, super-long types, multi-curvatures, and numerical control.
- The use of bending machines as the main processing equipment allows for a complete set of configurations, providing customers with an overall solution. The overall solution for wind turbine tower forming is also worth considering.
- The future development of flexible plate bending units will center on numerical control bending machines.
5. Conclusion
After decades of growth, China’s bending machine industry has established a well-structured manufacturing cluster and an efficient industrial chain. This has allowed it to better meet the needs of the domestic equipment manufacturing industry and to drive the process of industrialization.
To further strengthen China’s plate bending machine manufacturing industry, it is important for the industry to take advantage of the national industrial revitalization plan. This involves accelerating the adjustment of product structure, transforming and upgrading enterprises, incorporating advanced technology from abroad, enhancing the ability for independent innovation, and expanding the industry’s reach.