Several methods exist for calculating stamping force, and which one to use depends on the specific stamping process and the type of stamping force that needs to be calculated. Here are some common methods for calculating stamping force:
A basic formula for calculating stamping force breaks it down into a sum of several parts, including shearing force, unloading force, pushing force, edge pressing force, and deep drawing force.
To calculate the stamping force for edge cutting and punching, you can use the formula
where,
- P – the stamping force (in kg)
- k – a coefficient (generally approximately 1)
- l – the perimeter of the product after stamping (in mm)
- Г – the shear strength (in kg/mm²)
- t – the sheet thickness (in mm)
Another method for calculating shearing force is the formula P=ltτ, where P is the shearing force (in N), l is the stamping perimeter of the part (in mm), t is the thickness of the part (in mm), and τ is the shear strength of the stamping material (in MPa).
For specific scenarios of calculating shearing force, if the shape of the part is small and the punch uses a flat cutting edge, the formula F=Ltτ can be used to calculate the shearing force, where F is the shearing force (in N), L is the perimeter of the sheared part (in mm), and τ is the shear strength of the stamping material.

Punching Force Calculator
How to calculate the force (tonnage) of a punch press machine for power press machine?
I believe the following press tonnage calculator can be used to calculate the required punch force (blanking force) for your workpiece.
P.S: If you want to calculate hydraulic press tonnage, you can use our hydraulic press tonnage calculator.
Related calculator: V & U-shaped Bend Force Calculator
Press Tonnage Calculation Formula
If you need to punch round, square, or any other type of hole through a given metal thickness, you’ll need to determine the punching force required to accomplish this task.
To calculate the required press tonnage, you can use the following punching force calculation formula, which is also applicable for blanking force calculation.
Press Tonnage (KN) = Perimeter (mm) * Plate Thickness (mm) * Shear Strength (kn / mm2)
Converted into metric tons: dividing the result of KN by 9.81
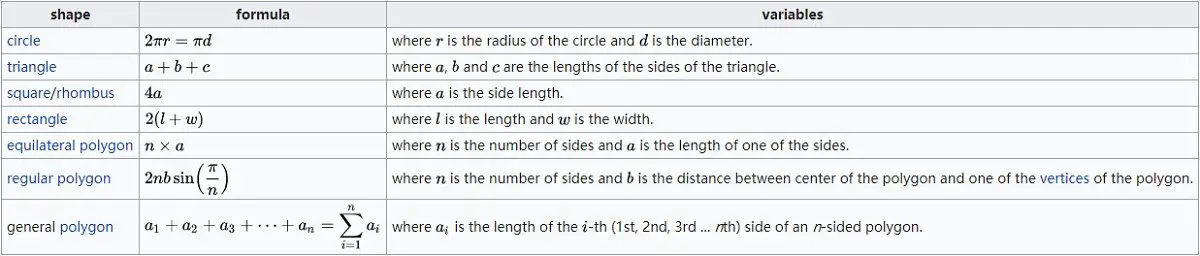
- Perimeter: The total length of the continuous line forming the boundary of a closed geometric figure.
- Thickness: The thickness that will be penetrated by the punching mold.
- Shear Strength: The physical properties of the plate, which are determined by the material of the sheet, can be found in the material manual.
Common materials’ shear strength are as follows: unit: KN/mm2
| Aluminum | Brass | Low Carbon Steel | Stainless Steel |
| 0.1724 | 0.2413 | 0.3447 | 0.5171 |
For various shear strength table, you can check out the following post:
e.g: If punching one square hole in the 3mm thickness low-carbon steel plate, side length 20mm, you will get:
- Perimeter = 20×4 = 80mm
- Thickness = 3mm
- Shear Strength = 0.3447kn/mm2
Punch Force (KN) = 80 x 3 x 0.3447 = 82.728 KN Convert into tonnage: 82.728 KN ÷ 9.81 = 8.43 Ton
For further information about shearing strength, including how to calculate it, you can refer to the Wikipedia article.
The formula mentioned can also be applied as the cutting force formula in press tooling or as the formula for determining the force required to punch a hole.
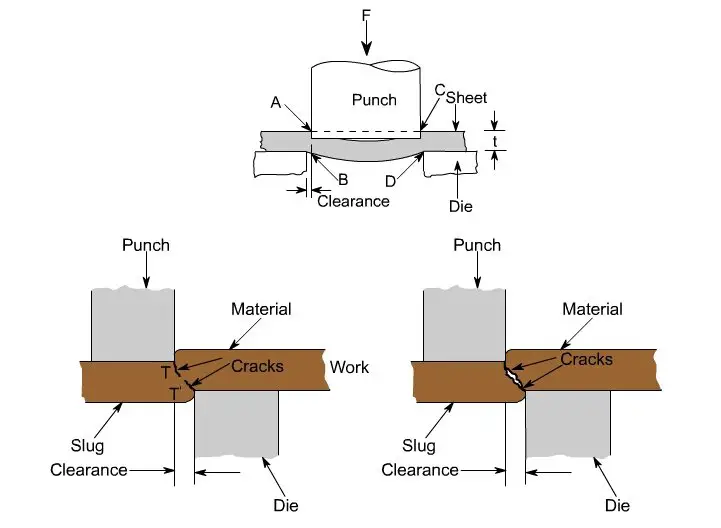
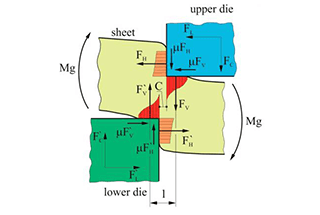
Punch and Die Clearance

The clearance between the punch and dies is a critical factor in the punching process, and it is represented by the total difference.
For instance, suppose you are using an ø12 upper die and an ø12.25 lower die. In that case, the optimal clearance should be 0.25mm.
If the clearance is not proper, it can reduce the die’s service life, cause burrs, and lead to secondary cutting. An irregular opening can also increase the demounting force.
Moreover, the die clearance depends on the material and thickness, and for carbon steel plates, it is recommended to use a value between 12-18% of the thickness.
See also:
If there are no special requirements for the CNC punch, you can refer to the following table for selecting the die clearance.
Punch Press Die Clearance Table
| Thickness | Mild Steel | Aluminum | Stainless Steel |
| 0.8-1.6 | 0.15-0.2 | 0.15-0.2 | 0.15-0.3 |
| 1.6-2.3 | 0.2-0.3 | 0.2-0.3 | 0.3-0.4 |
| 2.3-3.2 | 0.3-0.4 | 0.3-0.4 | 0.4-0.6 |
| 3.2-4.5 | 0.4-0.6 | 0.4-0.5 | 0.6-1.0 |
| 4.5-6.0 | 0.6-0.9 | 0.5-0.7 | / |

Dear sir, these site is very nice for quick learn can you please provide information about bolier, reactor, pressure vessel and heat exchanger manufacturing.
We will keep updating good resources, so stay turned.
How to give clearance between die & punch
You can refer to this article: http://www.machinemfg.com/punch-and-die-clearance/
[email protected] plzzz send me all dia cleances chart
Thank you for this site, please can you send information about generated side force in plate metal chipping process.
we trial very simple example, for now, do piercing in 10 mm thickness and 10 dia mm this is HRC sheet.
= Thickness X Perimeter X tensile Stress
=10*31.4*410
=128740 kg
=128 tonnage machine is needed. but we all think Safety of factory also. we can consider SOF 1.2
=155 tonnage machine we needed for the piercing.
that’s correct.
dear Sir,
i need to know the tool tonnage and cutting clearance formula with proper example .
pls send this mail id – [email protected]
I AM DOING PUNCHING IN HRC SHEET 8MM THICK . DOING IT ON 50 TON MECHANICAL PRESS
PERIMETER OF HOLE IS 104 AND I AM DOING TWO SAME HOLES AT ONCE .
ACCORDING TO THEORY TONNAGE REQUIRED IS
F- 104*2X8X.3441/9.81
F=58.4689
IS THERE ANY THING WRONG IN MY CALCULATION OR THE MACHINE HAS MORE CAPACITY THAN DESCRIBED.
The result calculated by the formula is the theoretical value. In practical use, the press force of the selected machine should be larger than the theoretical value. 1.2/1.5X will be better.
How do I figure the tonnage requirement for HSLA steel. Thank you
Great information! I learn a lot from this
Dear Sir, How do I punch 1 mm holes (Multiple holes) in 1 mm thick SS 316 sheet. The punches available are unable to do this. Do we need Tungsten or Silicon Carbide punches?
The hole distance should be greater than or equal to 1.5 times the plate thickness.