Guide
Quality control of the cutting process is crucial in the first step of production for companies. As flame cutting is the primary method of cutting and blanking, ensuring its production quality will greatly impact the overall cutting and blanking process.
This article focuses on the factors that influence the quality of flame cutting and provides solutions to common cutting problems through process methods.
Despite its significance as the primary cutting method for small, medium, and large companies, flame cutting is not without its challenges.
Over the years, flame cutting has evolved and CNC cutting equipment has become advanced and sophisticated. As a result, various process methods and techniques for improving the quality of flame cutting have been developed.
In this article, we use the XSuperNEST automatic nesting software to examine the factors affecting the quality of parts cut through flame cutting and ways to improve their yield.

Influencing factors of cutting equipment
At present, the market offers a variety of cutting methods and equipment, such as laser, plasma, and water cutting, which offer better cutting quality and production efficiency than flame cutting. Despite this, flame cutting remains popular due to its lower cost and is still widely used as the primary cutting method.
CNC flame cutting machines are increasingly being utilized in the cutting production process. These machines offer the advantage of non-interference programming, but this feature also makes it impossible for workers to compensate for thermal deformation during the cutting process, leading to deviations in dimensional accuracy.
Additionally, some factors related to the CNC cutting machine itself can also impact cutting quality.
Factors affecting the quality of cutting
(1) Cutting gas selection
The choice of cutting gas has a significant impact on the quality of cuts for flame cutting machines. Currently, the available gases are acetylene, propylene, propane, and MPS. Each gas has unique combustion characteristics, leading to different cutting scenarios, and choosing the appropriate gas can maximize the benefits of gas cutting, leading to efficient and cost-effective cutting.
Acetylene flame is characterized by its concentrated heat, high temperature, short preheating time, low oxygen consumption, high cutting efficiency, and minimal component deformation. This makes it suitable for cutting thin plates and short parts.
On the other hand, propane flame has dispersed heat, low temperature, and a longer preheating time compared to acetylene. It also results in a smooth and flat upper edge of the cut and less slag on the lower edge, which is easier to remove. Additionally, its relatively low cost makes it an economical option for cutting large parts of thick plates.
Propylene flame has a higher temperature and shorter preheating time compared to propane, slightly higher than acetylene. Its high heat content in the outer flame makes it suitable for cutting large parts of thick plates.
(2) Oxygen concentration, speed and cutting nozzle height selection
In addition to the appropriate gas selection, cutting oxygen pressure, speed, and nozzle height setting are also crucial factors that affect the quality of flame cutting.
It has been observed that increasing oxygen concentration decreases cutting time while reducing oxygen demand, with the same oxygen pressure.
The choice of cutting speed is especially important. If the speed is too high, it can lead to quality defects such as “flameout,” rough kerf, and reduced cutting efficiency. On the other hand, if the speed is too slow, it can result in oxidation slag adhesion and uneven kerf surface.
Based on practical experience, the best cutting speed should be in the middle-upper to upper-middle range of the rated speed of the cutting nozzle. For example, when using a No. 5 nozzle to cut a 40mm steel plate, the rated speed range is 250 ~ 380mm/min, with a medium speed of 315mm/min. By dividing the range into 10 levels, the best speed is found to be between 336.6 ~ 358mm/min, with 340mm/min being the optimal choice.
The choice of cutting nozzle height also affects cutting quality. If the flame center is too low, it may contact the surface of the part, causing the collapse of the cut, slag splash blocking the nozzle, or even tempering. On the other hand, if the height is too high, the flame cannot fully heat the kerf, reducing cutting capacity and making slag removal difficult. It is generally recommended to maintain a distance of 3 to 5 mm between the center of the flame and the work surface for the best results.
(3) Cutting order and lead application
A reasonable cutting order promotes uniform heating of the steel plate and offsets internal stresses, reducing thermal deformation of the parts.
When cutting parts contour, it is recommended to follow the principle of first inside then outside, first small then large, first round then square, cross jump, first complicated then simple, to avoid displacement, deformation, and size deviation of the parts.
An appropriate lead position and form can maintain the integrity of the part notch and improve cutting stability, ensuring the quality of the contour.
In practical production, the outer contour introduction position is typically located on the right side of the bottom of the contour, and the inner contour lead form is best represented by a circular arc.
Process optimization
Even after perfect setup and debugging of the flame cutting equipment parameters, there is no guarantee that the parts will be cut without defects. The shape of the part, plate thickness, nesting material position, and cutting method can all affect the quality of the cut.
For example, flame cut plates can be divided into thin plates (thickness <20mm), medium-thick plates, and thick plates.
Thin plates are easy to perforate during the cutting process but prone to thermal deformation. To reduce thermal deformation and arching of the parts, it is recommended to cut from within the steel plate instead of the edge position. This helps to maintain the integrity of the outer frame of the steel plate.
Using the “continuous cutting” process can reduce the number of perforations, while the “stay cut” process can effectively reduce thermal deformation.
For medium-thick and thick plates, thermal deformation is minimal during the cutting process, but perforations can lead to slagging and damage to the cutting nozzle. To reduce perforations, it is recommended to use edge preheating before starting the cut. Figure 1 shows the conventional edge preheating cutting method.

Figure 1 Conventional edge preheating lead cutting method
(1) Reduction of preheat perforation by using “I perforation” process
The conventional edge preheating lead cutting method can effectively solve the perforation problem of medium-thick and thick plate cutting, but it requires a lot of human adjustment in the discharge and requires high-quality nesting personnel and cutting machine precision.
To address this issue, XSuperNEST software offers a new “I-piercing process” to optimize the cutting and piercing path.
The I-perforation edge preheating lead cutting method automatically finds a suitable location to cut a lower circular hole based on the outer contour of the cut part and uses the circular hole to introduce the next part for preheating, reducing perforations.

Figure 2 I Perforated edge preheating lead cutting method
(2) Using the “continuous cutting” process to improve cutting efficiency
To improve material utilization, small parts are often nested within the inner contour of larger parts, and the cutting path usually involves cutting the inner contour part first, then jumping to cut the next inner contour part, and finally cutting the two inner contours separately. This results in low cutting efficiency as the cutting machine has to lift the gun several times and pierce the hole multiple times.
To address this issue, the cutting path can be optimized by using the “continuous cutting” process to reduce the perforation and emptying process. Figure 3 shows the optimized cutting sequence after using the “continuous cutting” process.
In Figure 3, each part within the inner contour is cut in a row, followed by cutting the inner contour lead in a row. This allows for cutting out the parts within the inner contour and the inner contour with only one perforation, greatly improving cutting efficiency.

Figure 3 Cutting sequence after optimization of “continuous cutting” process
(3) Using the “stay cut” process to reduce thermal deformation of parts
In the process of cutting the inner contour of a part, there may be a mismatch between the actual size and the theoretical size between the inner and outer contours.
For example, as shown in Figure 4, the theoretical dimensions marked for a part with a thickness of 50mm are 610mm, but the actual dimensions after cutting are 3 to 5mm smaller.
This is due to the accumulation of heat when cutting the inner contour, which further increases when cutting the outer contour. As there is no support in the inner contour during cutting of the outer contour, the outer contour is extruded inward by heat, causing deformation of the part.
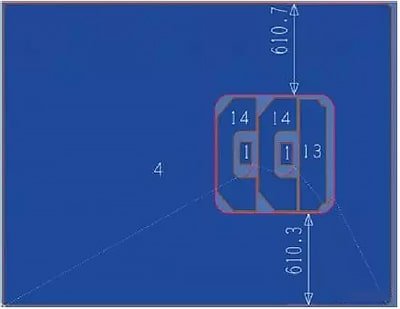
Figure 4 Part nesting diagram
In this situation, adding a “stay cut” process can be a solution.
As shown in Figure 5, the “stay cut” is added around the inner contour to maintain the frame contour of the inner contour and provide support for the part.
This method effectively reduces cutting errors and improves cutting accuracy, but the downside is that the inner contour requires polishing.
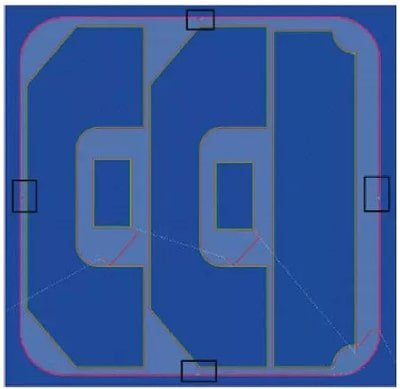
Figure 5 Cutting path after optimization of “stay cut” process
(4) The use of arc introduction to reduce the internal round hole start overburning
The traditional introduction method involves cutting into the part’s contour using a straight line along the straight edge of the contour, and then along the straight edge of the introduction. This does not affect the quality of the cut as long as the start of the part introduction is straight.
However, when cutting the inner circular hole, the traditional introduction method leads to a lack of smooth transition when cutting directly into the contour, resulting in contour overburning and affecting the cutting quality, as shown in Figure 6.

Figure 6 Inner round hole overburning
During the research process, XSuperNEST introduced the arc introduction method to avoid overburning of the arc and improve the quality of cutting the inner circular hole of the part.
The arc introduction cutting method, shown in Figure 7, uses an arc tangent to the inner circular hole to create a smooth transition, leaving a gap with the introduction starting point and connecting smoothly with a circular arc.
This method has been verified and confirmed to be effective through actual production, as shown in Figure 8.

Figure 7 Circular arc leading to cutting

Figure 8 Using circular arcs to lead to cut parts
Conclusion
Blanking, as the initial step in production, is critical to a company’s success. Flame cutting, being the primary cutting method, has a direct impact on production quality and productivity.
Therefore, it is imperative to effectively control the quality of flame cutting.
There are several factors that affect cutting quality, including the equipment itself, the choice of gas, cutting speed, nozzle height, cutting sequence, and more.
By using the appropriate parameters based on actual production conditions, the cutting quality can be improved and the rate of qualified parts can be increased.
Additionally, by optimizing the cutting path through the use of the appropriate cutting process based on the thickness, contour shape, and other characteristics of the parts, the production error of parts can be reduced, the efficiency and quality of parts cutting can be improved, and ultimately, the efficiency of the enterprise’s production can be increased.


