What is additive manufacturing?
Additive manufacturing (AM), commonly known as 3D printing technology, is a rapid prototyping technology different from traditional material reduction manufacturing.
Through digital three-dimensional scanning and layered processing of the model, with the help of digital manufacturing equipment similar to printers, materials are continuously superimposed to form the required solid model.
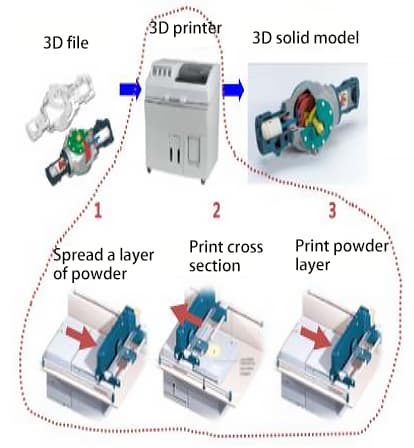
Additive manufacturing flow chart:
The 3D printing technology was first developed by Charles Hull in 1986 in a process called stereolithography (SLA), and then developed technologies such as selective laser sintering (SLS), selective laser melting (SLM), micro jet bonding technology (3DP).
Since entering the 21st century, 3D printing technology has made new breakthroughs and development, and many small technologies meeting the needs of specific industries have been born under the subdivision of large technologies.
For example, SLA Technology: digital light processing (DLP), multiple jet technology (Ployjet), SLM Technology: direct metal laser sintering (DMLS).
At present, it has been widely used in aerospace, medical equipment, construction, automobile, energy, jewelry design and other fields.
Time magazine listed additive manufacturing as “the top 10 fastest growing industries in the United States”.
The Economist magazine of the UK believes that it will “promote the realization of the third industrial revolution together with other digital production modes”, change the future production and life modes, change the way of manufacturing goods, change the world economic pattern, and then change human life.
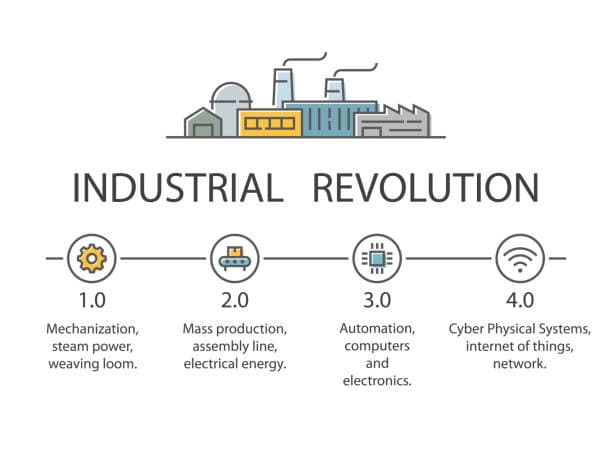
Technical system analysis of previous industrial revolutions
| Industrial revolution | Features | Theoretical basis | Energy / power unit | Manufacturing paradigm | Manufacturing paradigm |
| The first industrial revolution (1750-1850) | Mechanization | Steam engine | Original equal material manufacturing and reduced material manufacturing | Single machine production | |
| The second industrial revolution (1850-1950) | Electrification | Mechanical reduction theory based on certainty and standardization | Petrochemical Power / internal combustion engine, motor | Modern reduced and equal material manufacturing | Mass production based on assembly line |
| The third industrial revolution (1950-2020) | Digitization | Cybernetics + system theory | Jet power, nuclear power | Modern reduced and equal material manufacturing | Computer based automatic production |
| The fourth industrial revolution (2020-2080?) | Intellectualization | System + cybernetics + information theory | Renewable energy / power plant based on controlled nuclear fusion | Process integration based on additive manufacturing | Intelligent factory based on industrial Internet |
Compared with traditional manufacturing technology (reduced material manufacturing), 3D printing does not need to make molds in advance, remove a large amount of materials in the manufacturing process, and obtain the final product without complex forging process.
It has the characteristics of “removing molds, reducing waste materials and reducing inventory”.
In production, it can optimize the structure, save materials and energy, and greatly improve the manufacturing efficiency.
This technology is applicable to new product development, rapid single piece and small batch parts manufacturing, complex shape parts manufacturing, mold design and manufacturing, etc.
At the same time, it is also applicable to the manufacturing of difficult to process materials, shape design inspection, assembly inspection and rapid reverse engineering.

Invention time of 3D printing technologies and main companies
| SLA | Inventor: Charles Hull (1984) Dominant company: America 3D systems, Liantai Technology |
| LOM | Inventor: Michael Feygin(1986) Dominant company: America Helisys |
| FDM | Inventor: Scott Crump(1988) Dominant company: America Stratasys/3Dsystems |
| SLS | Inventor: C.R. Dechard (1989) Dominant company: America 3DSystems, Huashu high tech |
| 3DP | Inventor: Emanual Sachs(1993) Dominant company: America Zcorporation |
| SLM | Inventor: Dieter Schwarze(1995) Dominant company: German SLM Solution, bolite |
| EBM | Inventor: Arcam AB (1997) Dominant company: Sweden Arcam AB |
| Polyjet3D | Inventor: Objet(2000) Dominant company: Israel3D systems |
Basic principles of additive manufacturing

The additive manufacturing process mainly includes two processes: three-dimensional design and layer by layer printing.
First, the computer modeling software is used for modeling, and then the built three-dimensional model is partitioned into layer by layer sections to guide the printer to print layer by layer.
1. 3D design:
The standard file format for cooperation between design software and printer is STL file format.
An STL file uses triangular surfaces to approximate the surface of an object.
The smaller the triangular surface, the higher the resolution of the generated surface.
PLY is a scanner that scans three-dimensional files generated by scanning.
VRML or WRL files generated by PLY are often used as input files for full-color printing.
2. Layer by layer printing:
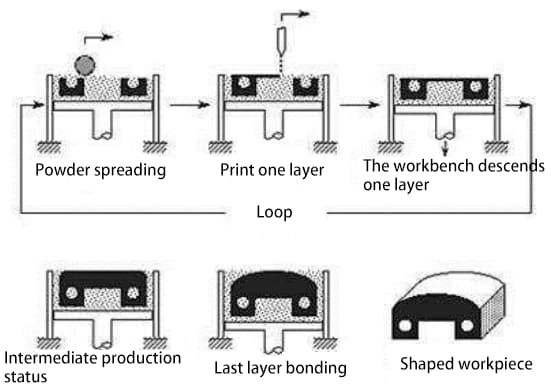
The printer reads the cross-sectional information in the document, prints these cross-sections layer by layer with liquid, powder or sheet-like materials, and then bonds the cross-sections of each layer in various ways to create an entity, which can create articles of any shape.
Printing work diagram of additive manufacturing machine:
The working principle of additive manufacturing machine is basically the same as that of ordinary printer, but the printing materials are quite different.
The printing materials of ordinary printers are ink and paper, while the additive manufacturing machine contains different “printing materials” such as metal, ceramic, plastic and sand.
After the printer is connected to the computer, the materials can be stacked layer by layer through computer control (the process of layered processing is very similar to inkjet printing), and finally the blueprint on the computer can be turned into a physical object.
Additive manufacturing machine is a kind of equipment that can “print” real 3D objects.
Classification of additive technology

The ISO / ASTM 52900:2015 standard issued by the additive manufacturing technology committee under the international organization for standardization classifies additive technology into seven categories, namely: stereolithography (SLA)
- Adhesive spraying (3DP)
- Directional energy deposition (DED)
- Thin lamination (LOM)
- Material extrusion (FDM)
- Material spraying (ployjet)
- Powder bed melting (SLM, SLS, EBM)
1. Selective laser sintering (SLS)
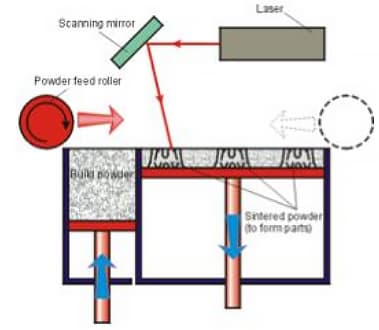
The principle is that the solid powder is selectively sintered layer by layer by laser (in addition to the main metal powder, a certain proportion of binder powder with a low melting point needs to be added, and the binder powder is generally a metal powder with a low melting point or an organic resin, etc.), and the sintered powder is superimposed on the solidified powder layer to finally form a part with a desired shape.
The core device on which this technology relies is an infrared laser, and the energy working environment is argon or nitrogen atmosphere.
It has the advantages of simple manufacturing process, high production efficiency, many types of molding materials, high material utilization rate, wide use of finished products, and no need to consider support systems.
The disadvantage is that due to the action of the adhesive, the entity has pores, poor mechanical properties, and needs high-temperature remelting and reprocessing.
In addition, when the product is stored for a long time, it will be deformed due to the release of internal stress, and the surface quality is average. The operation cost is high and the equipment cost is expensive.
2. Selective laser melting (SLM)
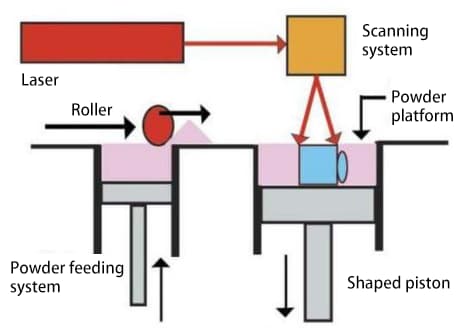
The main difference between this technology and SLS technology is that SLM directly heats the metal powder through the laser, and does not rely on the binder powder.
The metal powder achieves the effect of metallurgical bonding through melting and solidification, and finally obtains the metal parts with the designed structure.
In order to better melt metals, SLM technology needs to use laser beams with high absorptivity of metals.
Therefore, laser beams with shorter wavelengths such as Nd YAG laser (1.064 μm) and fiber laser (1.09 μm) are generally used.
The advantage is that SLM technology uses pure metal powder, and the density of formed metal parts can reach nearly 100%;
Mechanical properties such as tensile strength are better than castings, and even reach the level of forgings;
The density, mechanical properties and forming accuracy are better than SLS.
Another technology, selective electron beam melting (EBM), is similar to SLM technology, except that EBM uses the kinetic energy of high-speed electron beam to convert into thermal energy as a heat source for metal melting, and the working environment is vacuum.
Using electron beam as heat source can achieve higher melting temperature than laser, and the furnace power and heating speed can be adjusted.
It can melt refractory metals and fuse different metals.
However, there are also disadvantages such as low metal yield, high specific power consumption and strict vacuum requirements.
3. Directional energy deposition (DED)
The working principle of this technology is similar to that of SLM.
The molten pool is generated in the deposition area by laser or other energy sources and moves at a high speed.
The material is directly sprayed to the focus of the high-power laser through the nozzle in the form of powder or wire.
After melting, it is deposited layer by layer to form the required parts.
Compared with SLM technology, this technology has the following advantages:
First, it allows the laser head and workpiece to move more flexibly, thereby increasing the design freedom.
Second, in the operation of the DED equipment, inert gas directly flows out of the laser head and surrounds the powder flow and the molten pool.
It does not depend on the pressure chamber filled with inert gas.
The 3D printing process can start immediately, greatly reducing the production preparation time.
Third, it can produce large parts without any support structure.
The disadvantage is that the melting process is not as accurate as SLM, and the finished parts usually have to be reworked.
4. Micro spray bonding technology (3DP)
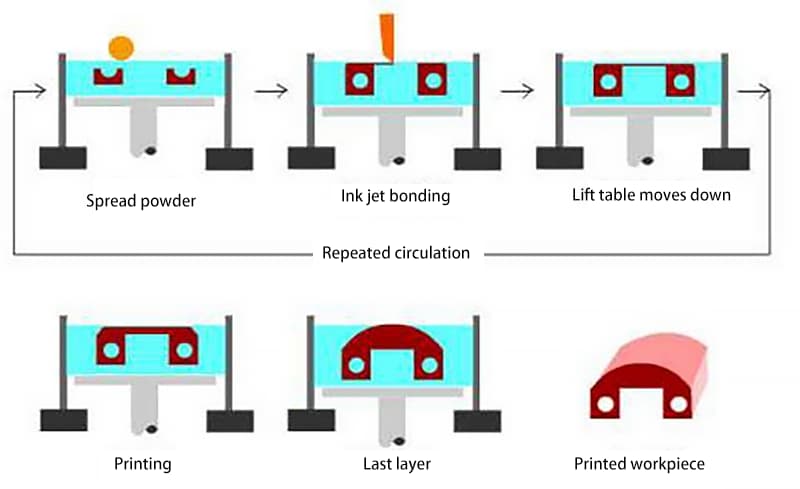
3DP technology is similar to SLS process, and is formed by ceramic and gypsum powder.
The difference is that the material powder is not connected by laser sintering solid powder, but by spraying transparent or color adhesive along the cross-sectional path of the part through the adhesive print head and solidifying the powder.
The powder at other positions is used as a support, and then a layer of powder is laid.
The process is recycled until the printing is completed.
The core device that 3DP technology mainly relies on is adhesive printhead, which has the advantages of wide range of molding materials, small energy consumption and small equipment volume.
However, the disadvantages are also obvious.
The parts bonded by the adhesive have low strength, require post-treatment, and the products are loose and porous.
The polyjet3D technology developed by Israel objet company is similar to 3DP, but it is not adhesive but photosensitive polymer molding material that is sprayed.
At present, polyjet3D technology has become the highlight of STRATASYS.
First, a variety of basic materials can be mixed outside the machine, and new materials with better performance can be obtained by combination.
Secondly, the product accuracy can reach a resolution of 16 microns, and smooth and very fine components and models can be obtained.
Finally, the technology is widely used and can be applied to the printing of parts with different geometries, mechanical properties and colors.
For example, polyjet matrix technology also supports the simultaneous spraying of materials of multiple models and colors.
5. Fusion deposition molding (FDM)
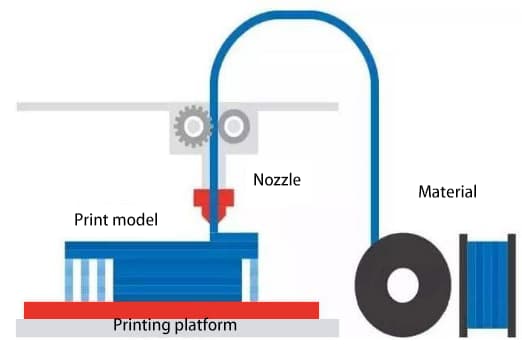
Its working principle is to send the filamentous raw materials (generally thermoplastic materials) into the hot-melt nozzle through the wire feeder, and then heat and melt them in the nozzle.
The melted thermoplastic material filaments are extruded through the nozzle, and the extrusion head moves accurately along the contour of each section of the part.
The extruded semi flowing thermoplastic material is deposited and solidified into an accurate thin layer of actual parts, covering the built parts.
In this way, a solid model or part is stacked layer by layer from bottom to top.
This technology mainly relies on micro nozzles (generally 0.2-0.6mm in diameter) and heaters (to keep the temperature of semi flowing molding materials just 1 ° C above the melting point).
Its advantages are:
1. No need for expensive components such as lasers, low cost and fast speed.
2. There are no restrictions on the use environment. It can be used in the office or home environment.
It is simple to maintain, small in size and pollution-free.
3. The material is easy to change and has high strength and toughness, which greatly shortens the product development cycle, so that it can quickly respond to market changes and meet the personalized needs of customers.
But there are also defects such as low part accuracy and difficulty in forming complex components and large parts.
6. Layered solid manufacturing (LOM)
This method takes sheets (such as paper or plastic film) as raw materials.
According to the cross-section of the part obtained by computer scanning, the sheet coated with hot melt adhesive on the back is cut by laser cutting according to the contour of the part.
After that, the cut sheet is superimposed on the cut sheet, bonded together by a hot pressing device, and then the cross-section of the next layer of the part is cut and bonded to form a solid part.
LOM technology mainly relies on the performance of hot melt adhesive, which has the advantages of good model support, easy peeling of waste, large size of parts, low cost and high efficiency.
The disadvantage is that the tensile strength and elasticity are poor, and hollow parts cannot be manufactured;
Subject to the influence of materials, the parts printed by LOM technology are easy to absorb moisture and expand, and the surface has step lines.
7. 3D light curing molding (SLA)

The principle of SLA technology is that under the control of the computer, the surface of liquid photosensitive resin is scanned point by point by ultraviolet laser according to the sectional data of each layer of the part, so that the thin layer of resin in the scanned area is cured by photopolymerization reaction, forming a thin layer of the part, which is cured layer by layer until the whole part is manufactured.
This technology mainly relies on UV laser and suitable photosensitive materials.
On the one hand, the liquid resin material is molded and cured from point to line and from line to surface, resulting in higher precision and better surface quality.
On the other hand, the resin materials themselves have some defects, such as limited strength, stiffness and heat resistance, which are not conducive to long-term storage.
Shrinkage occurs during the curing process of the resin, which inevitably generates stress or deformation.
Although SLA technology developed earlier and is relatively mature at present, SLA equipment costs are still high, maintenance and use costs are high, and the supporting structure of the workpiece needs to be designed.
Wrap it up
According to the above summary of common 3D printing methods in the market, different additive manufacturing technologies usually have differences in materials, energy sources and molding methods.
The choice of additive manufacturing technology depends on the use of parts in downstream industries.
Metal additive manufacturing technology is generally used in the aerospace field, while non-metal additive manufacturing technology is more widely used, mainly used in other fields of industrial process design, such as automotive home appliances, medical devices, cultural and creative goods, etc.
Additive Manufacturing vs Subtractive Manufacturing
Comparison between reduced material manufacturing and increased material manufacturing
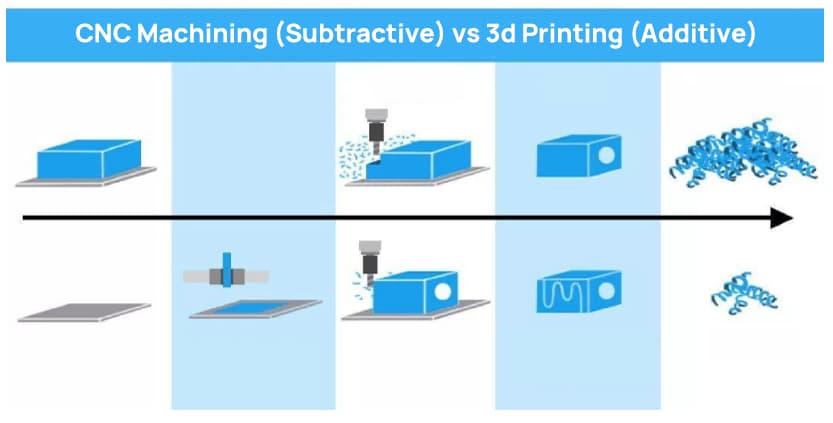
Difference between traditional manufacturing process and 3D printing
| Contrast | Traditional manufacturing process | 3D printing |
| Processing principle | Fix the raw materials on the equipment and use tools to reduce or remove the raw materials to form. For example: turning and iron cutting. Or design molds and cast materials. | Digitize the printed model, slice the model, and stack materials layer by layer.For example, the options are laser sintering and selective laser melting. |
| Material | The cutting process generates a lot of waste materials, the value of incomplete surplus materials is damaged, and the material utilization rate is low. | Add materials layer by layer according to the slice shape of the model. On demand consumables, saving materials. |
| Mould | Mold design takes a lot of time, and there is a risk of mold failure and time-consuming redesign | No need for traditional tools, fixtures, machine tools or any mold and support structure, saving time |
| Part structure | The traditional integral manufacturing process adopts bolt connection and riveting. The splicing structure has many joints, many parts and complex assembly. | The overall structure is directly assembled, reducing the number of parts, reducing the weight of the structure, fewer joints, and good sealing. The assembly is simple and the production efficiency is improved. |
| Part performance | Parts are easy to deform and bend after being removed from the tool. | Direct molding, no bending deformation of parts |
| Product design | Manufacturing guidance design, product design according to the feasibility of process cutting and model making. | Design guided manufacturing allows bold surface and cavity design without considering the difficulty of process cutting and model making |
| Part repair | Remeasure the fitting dimension, manufacture new parts and replace them | Add materials to the damaged parts for repair |
In the 1980s, additive manufacturing technology began to grow explosively in Europe and the United States.
The application of 3D printing technology can be traced back to the three-dimensional light curing (SLA) technology developed by Charles hull of the United States in 1986.
In the next 20 years, a number of 3D printing technology patents, such as layered solid manufacturing (LOM) and melt deposition molding (FDM), have come out one after another.
Meanwhile, a number of innovative 3D printing companies, such as 3D systems, STRATASYS, SLM solution, have gradually formed in Europe and America.
Because 3D printing technology started early in Europe and the United States, after more than 30 years of development, SLA (stereoscopic light curing), SLS (selective laser sintering) and other technologies have been relatively mature.
It is relatively perfect in the R & D and manufacturing of high-temperature metal materials and equipment.
Since the 21st century, additive manufacturing technology has been further developed in various sub fields, such as digital light processing (DLP) and multiple jet technology (Ployjet).
Special 3D printing materials and 3D printing equipment also came into being.
At present, the 3D printing industry around the world has basically formed a complete industrial chain covering raw materials, parts, processes, equipment and services.
Some key enterprises have been upgraded from a single equipment manufacturer to a comprehensive solution provider from design to end part manufacturing.

Development of additive manufacturing technology
In 1986, Charles hull, an American scientist, developed the first commercial 3D printing machine.
In 1993, MIT won the 3D printing technology patent.
In 1995, Zcorp obtained the only authorization from MIT and began to develop additive manufacturing machine.
In 2005, Spectrum Z510, the first high-definition color additive manufacturing machine in the market, was successfully developed by zcorp.
In 2010, the American Jim Kor team created the world’s first automobile urbee printed by an additive manufacturing machine.
In 2011, British researchers developed the world’s first 3D chocolate printer.
In 2011, engineers from the University of Southampton developed the world’s first aircraft made of additive materials.
In 2012, Scottish scientists used human cells to print artificial liver tissue using an additive manufacturing machine for the first time.
In 2013, Solid Concepts, an additive manufacturing company in Austin, Texas, designed and manufactured an additive manufacturing metal pistol.
In 2018, Russian astronauts used the 3D bio printer on the international space station to try to print out the thyroid gland of experimental rats under zero gravity.
In 2019, the University of California, San Diego used rapid additive manufacturing technology for the first time to manufacture a spinal cord scaffold that mimics the structure of the central nervous system.
After loading neural stem cells, it was implanted into the spine of rats with serious spinal cord damage, successfully helping rats recover their motor function.

3D printing technology and application field
Additive manufacturing of metal materials
- Laser selective melting (SLM) application:
Complex small metal precision parts, metal crowns, medical implants.
- Laser near net forming (LENS) applications:
Large complex metal components of aircraft
- Application of electron beam selective melting (EBSM):
Aerospace complex metal components, medical implants;
- Application of electron beam fuse deposition (EBDM):
Aerospace large metal components
Related reading: 3D Laser Printing: Additive Manufacturing Process and Applicable Materials
Additive manufacturing of non-metallic materials
- Application of light curing forming (SLA):
Industrial product design and development, innovative and creative product production, wax mold for precision casting.
- Melt deposition forming (FDM) applications:
Design and development of industrial products and production of innovative and creative products.
- Application of laser selective sintering (SLS):
Engineering plastic parts for aerospace, sand cores for casting of automobile and household appliances, medical surgical guides and orthopedic implants
- Three dimensional printing (3DP) application:
Industrial product design and development, sand cores for casting, medical implants, medical models, innovative and creative products, architecture.
- Application of material spray forming (Ployjet):
Design and development of industrial products, medical implants, production of innovative and creative products, wax molds for casting.
3D printing material type

3D printing materials are the important material basis for the development of 3D printing technology, and materials are an important constraint for the development of 3D printing.
According to the statistics of 3D printing downstream application industry released by wohlersAssociates Inc. in 2019, the automobile industry accounted for the largest proportion, 16.4%;
Consumer electronics and aerospace occupy the second and third places with 15.4% and 14.7%.
According to the characteristics of products in the downstream field, there is a large demand for metal and composite materials, which is expected to become the “tipping point” of 3D printing materials.
3D printing materials and application fields
The raw materials used in general 3D printing are specially developed for 3D printing equipment and processes, which are different from ordinary metal materials, plastics, gypsum, resins, etc. Their shapes are generally powder, filiform, layered, liquid, etc.
Additive manufacturing technology can be classified from the perspective of material properties:
For example, liquid photosensitive resin material is used for stereolithography (SLA);
Layered solid manufacturing (LOM) requires sheet materials such as paper and plastic film, while selective laser sintering (SLS) and selective laser melting (SLM) are mainly metal and ceramic powder materials.
3D printing materials and corresponding technologies
| Molding material | 3D printing and shaping technology |
| Thermoplastic Paper, metal film, plastic film Gypsum, ceramic powder Liquid photosensitive resin Metal, alloy, thermoplastic, ceramic powders | FDM LOM 3DP SLA\DLP\Ploy Jet SLS\DMLS\SLM\EBM |
1. Metal materials

Heavy industrial products usually rely on high-temperature and corrosion-resistant metal materials.
In order to meet the needs of heavy industrial products, 3D printing was first developed and invested most in metal powder.
Metal powder generally requires high purity, good sphericity, narrow particle size distribution and low oxygen content.
At present, the metal powder materials used for 3D printing mainly include titanium alloy, cobalt chromium alloy, stainless steel and aluminum alloy materials, in addition to gold, silver and other precious metal powder materials used for printing jewelry.
Titanium alloy is widely used in cold end compressor parts of aircraft engines and various structural parts of rockets, missiles and aircraft due to its high strength, good corrosion resistance and high heat resistance.
In addition, stainless steel powder is widely used for its corrosion resistance. 3D printed stainless steel models have high strength and are suitable for printing large-scale items.
At present, Europe and the United States have realized laser direct forming of small-size stainless steel, superalloy and other parts.
In the future, laser rapid forming of large-scale metal components made of superalloy and titanium alloy will be the main technical direction.
2. Engineering plastics
Engineering plastics refer to industrial plastics used as industrial parts or shell materials, which are excellent in strength, impact resistance, heat resistance, hardness and aging resistance.
Engineering plastics are currently the most widely used 3D printing materials, including ABS materials, PC materials, nylon materials, etc.
PC-ABS is one of the most widely used thermoplastic engineering plastics.
It has the toughness of ABS and the high strength and heat resistance of PC materials, and is mostly used in automobile, home appliance and communication industries.
The strength of the sample made of this material is about 60% higher than that of the traditional parts.
In industry, PC-ABS materials are usually used to print thermoplastic parts such as conceptual models, functional prototypes, manufacturing tools and final parts.
PC-ISO is a white thermoplastic material that has passed the medical and health certification.
It has high strength and is widely used in the pharmaceutical and medical device industries, such as surgical simulation, skull repair, dentistry and other professional fields.
3. Photosensitive resin material
Photosensitive resin is generally liquid, which can immediately cause polymerization reaction to complete curing under certain wavelength of ultraviolet light, and can be used to make high-strength, high-temperature resistant and waterproof materials.
Somos 19120 material is pink, which is a special casting material.
After molding, it can directly replace the wax film prototype of precision casting, avoid the risk of mold development, and have the characteristics of low ash retention rate and high precision.
Somos next material is a white material. It is a new type of PC material with very good toughness. It can basically meet the performance of nylon material made by selective laser sintering (SLS), and has better accuracy and surface quality.
The components made of this material have the best rigidity and toughness so far, while maintaining the advantages of light cured three-dimensional modeling materials such as exquisite workmanship, accurate size and beautiful appearance.
It is mainly used in the fields of automobiles, household appliances and electronic consumer goods.
4. Ceramic materials

It has high strength, high hardness, high temperature resistance, low density, good chemical stability, corrosion resistance and other excellent characteristics, and is widely used in aerospace, automobile, biology and other industries.
Under the traditional technology, complex ceramic parts need to be formed by molds, which have high processing cost and long development cycle, and are difficult to meet the needs of continuous product update.
In 3D printing, selective laser sintering (SLS) is used to process ceramic powder, which can eliminate cumbersome design steps and realize rapid prototyping of products.
This material has certain defects. SLS uses a mixture of laser sintered ceramic powder and a certain binder powder.
After laser sintering, the ceramic products need to be put into a temperature controlled furnace for post-treatment.
Moreover, the surface tension of liquid phase is high when the ceramic powder is directly and rapidly sintered by laser, and large thermal stress will be generated during the rapid solidification process, thus forming more microcracks.
5. Other materials

In recent years, food materials such as color gypsum materials, artificial bone powder, cell biological materials and sugar have also been applied in the field of 3D printing.
Color gypsum material is a full-color 3D printing material.
Based on the forming principle of layer by layer printing on powder media, after the processing of 3D printed products, fine particle effects may appear on the surface, which looks like rocks, and fine ring like textures may appear on the curved surface.
Therefore, they are mostly used in animation doll and other fields.
The fresh meat printed by the University of Pennsylvania in the United States is made by using the cell medium cultured in the laboratory to generate a substitute substance similar to fresh meat, using water-based sol as the binder, and then combining with special sugar molecules.
There are also biological ink made from human cells, which is still in the conceptual stage, and the same special biological paper.
When printing, the biological ink is sprayed onto the biological paper under the control of the computer, and eventually forms various organs.
In terms of food materials, at present, sugar 3D printers can directly make desserts with various shapes, beautiful and delicious by spraying heated sugar.
The existing special materials for additive manufacturing include metal materials, inorganic non-metal materials, organic polymer materials and biomaterials.
However, the application of additive manufacturing technology is seriously restricted by the small number of single materials and insufficient performance.
At present, industry leaders and some material enterprises have laid out the field of special materials one after another, breaking through a number of new polymer composite materials, high-performance alloy materials, bioactive materials, ceramic materials and other special materials.
Relevant enterprises combine nano materials, carbon fiber materials and other materials with existing material systems, and develop multi-functional nano composites, fiber-reinforced composites, inorganic filler composites, metal filler composites, polymer alloys and other composites, which not only endow materials with multi-functional characteristics, but also broaden the application field of additive manufacturing technology, making composites one of the development trends of special materials.
Advantages of additive manufacturing

Compared with the traditional manufacturing method of reducing materials (machining method of removing materials by cutting tools), additive manufacturing (additive manufacturing) has many advantages:
1. Shorten manufacturing time and improve efficiency:
It usually takes several days to make a model by traditional methods, depending on the size and complexity of the model, while the time can be shortened to several hours by three-dimensional printing technology, which of course depends on the performance of the printer and the size and complexity of the model.
2. Improve the utilization efficiency of raw materials:
Compared with the traditional metal manufacturing technology, the additive manufacturing machine produces less by-products when manufacturing metal.
With the progress of printing materials, “net shape” manufacturing may become a more environmentally friendly processing method.
3. Complete the realization of complex structure to improve product performance:
Traditional reduced material manufacturing has limitations in processing complex shapes and internal abdominal structures, while additive manufacturing can improve product performance by manufacturing complex structures, and has incomparable advantages in aerospace, mold processing and other fields.
3D printing event

1984-1989
1984: Charles hull developed the first 3D printing technology SLA
1986: LOM technology was formed and 3D systems was established
1988: FDM technology formed
1989: formation of SLS technology, establishment of STRATASYS and EOS
1990-2010
1992: 3DP technology was formed, and 3D systems manufactured the first three-dimensional light curing molding machine.
2002: 3D printed the first human organ – kidney.
2006: the first SLS printer was born
2009: the 3D printer kit produced by makerbot entered the market
Since 2011
2011: materialise company provides gold and silver jewelry printing service for the first time
2012: 3D printing giants Stratasys and Objet merged
2013: China’s first 3D printing aircraft titanium alloy large-scale main bearing components
2016: GE acquired two 3D printing giants Concept laser and Arcam.


