Comment la puissance du laser affecte le soudage : Explication
Qu'est-ce qui détermine la qualité et l'efficacité d'une soudure ? Dans le cas du soudage au laser, le réglage de la puissance est crucial. Cet article examine l'impact de la puissance du laser sur les résultats du soudage, de la profondeur de pénétration à la vitesse de soudage. Les lecteurs découvriront les principes qui sous-tendent le soudage au laser, la relation entre la puissance et la qualité de la soudure, ainsi que des conseils pratiques pour optimiser les processus de soudage. Préparez-vous à comprendre la science qui façonne des soudures parfaites et à améliorer vos compétences en matière de soudage.
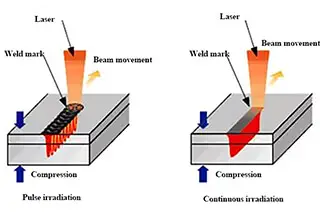
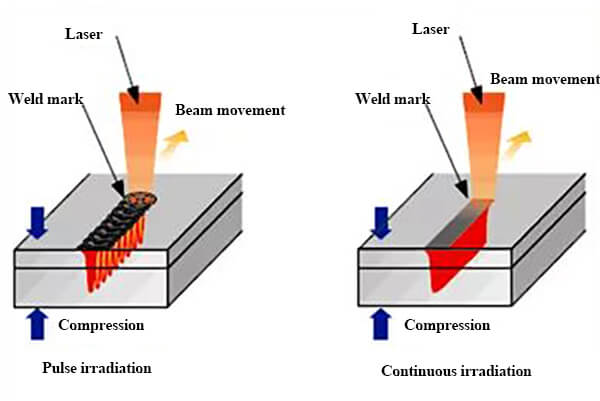
Le choix de P (puissance du laser) est basé sur l'épaisseur de la plaque. P détermine la densité de puissance du spot et influence à la fois la profondeur de pénétration et la vitesse de soudage.
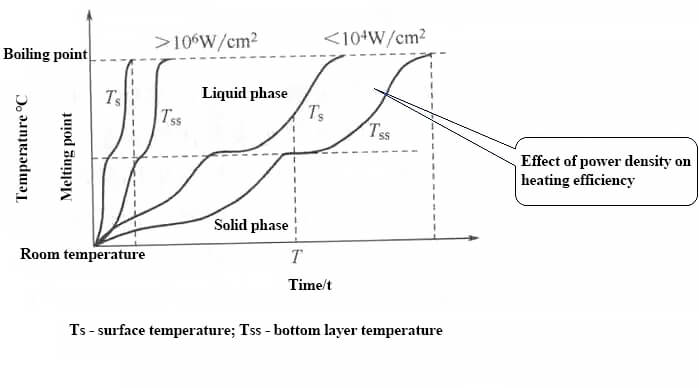
Fig.2 Courbe de la densité de puissance et de la température du métal en fonction du temps
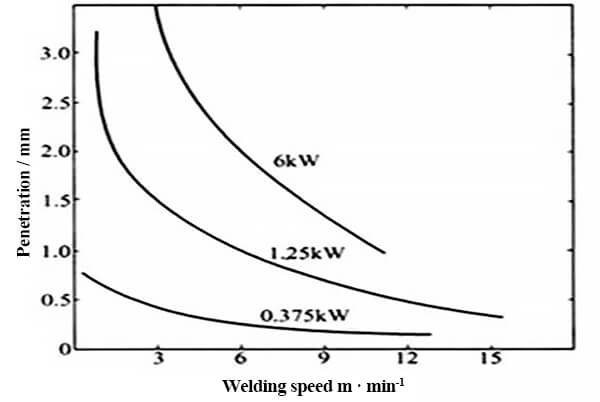
3. Effet de la puissance du laser sur la pénétration
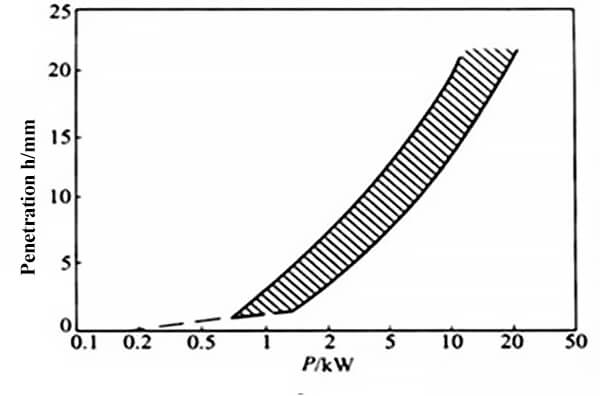
Comme le montre la figure, plus la puissance (P/kw) est élevée, plus la pénétration est profonde, et vice versa.
Fig. 3 Relation entre la pénétration du laser et la puissance
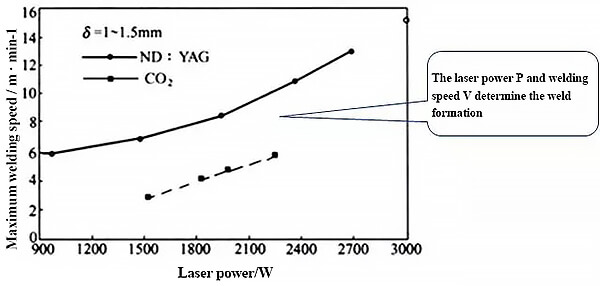
4. Influence de la puissance du laser sur la vitesse de soudage
Points de connaissance supplémentaires :
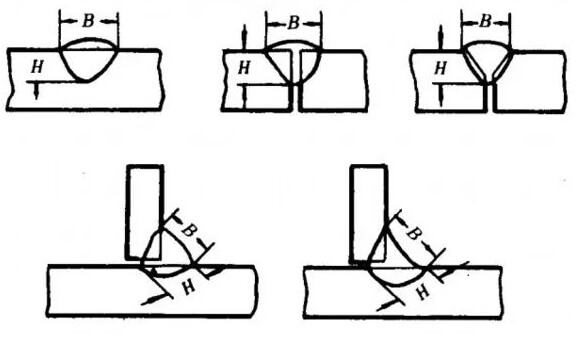
Le facteur de forme d'une soudure est défini dans la norme GB/T3375-1994 comme le rapport entre la largeur de la soudure (B) et l'épaisseur calculée de la soudure (H) sur la section transversale d'une seule soudure (φ = B/H), comme le montre la figure 4.
Un petit facteur de forme se traduit par une soudure étroite et profonde. Cependant, le centre de la soudure a tendance à présenter des concentrations plus élevées d'impuretés et une mauvaise résistance aux fissures thermiques en raison de la ségrégation régionale. Le facteur de forme ne doit donc pas être trop faible.
Par exemple, le facteur de forme de la soudure doit être supérieur à 1,3, ce qui signifie que la largeur de la soudure doit être au moins 1,3 fois l'épaisseur calculée de la soudure.
Fig. 4 La puissance et la vitesse du laser déterminent la formation de la soudure
Fig. 5 Relation entre la vitesse de soudage et la puissance du laser
5. Relation entre la puissance du laser, la vitesse de soudage et la pénétration
Fig. 6 Changements de la pénétration et de la vitesse de soudage de l'acier à faible teneur en carbone sous différentes puissances.
Résumé :
La puissance de soudage du laser détermine la densité de puissance du point et contrôle la profondeur de pénétration et la vitesse de soudage. Plus la puissance du laser augmente, plus la vitesse de soudage et la profondeur de pénétration augmentent.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé si la puissance laser indiquée sur votre appareil de soudage portatif était exacte ? Cet article se penche sur le problème endémique des faux étiquetages dans le domaine des appareils laser portatifs....
Vous êtes-vous déjà demandé comment le soudage au laser transforme le travail du métal ? Cet article dévoile les secrets du soudage au laser, en mettant l'accent sur les paramètres cruciaux qui garantissent la précision et la solidité. De l'ajustement de la puissance du laser à...
Imaginez que vous puissiez souder des châssis de voiture, des batteries d'alimentation, des carènes d'avion et des coques de navire avec une précision extrême et une rapidité incroyable. La technologie du soudage au laser révolutionne ces secteurs en offrant des pièces plus solides, plus légères et plus...
Imaginez que vous puissiez souder avec un outil de précision qui ne touche même pas le métal. Le soudage laser à distance (RLW) exploite la puissance des lasers à fibre pour révolutionner le processus de soudage, offrant une vitesse inégalée,...
Dans le monde du soudage laser, qui évolue rapidement, l'innovation est essentielle. Alors que les fabricants repoussent les limites du possible, une poignée d'entreprises se distinguent en tant que leaders dans le domaine....
Imaginez que vous soudiez du métal à l'aide d'un faisceau de lumière : c'est précis, rapide et presque magique. C'est le soudage au laser, une technologie qui révolutionne la fabrication. Dans cet article, nous allons explorer les principes fondamentaux du...
Quel est l'impact de la focalisation d'un laser sur la qualité et l'efficacité du soudage ? Cette question intrigante porte sur la relation critique entre la défocalisation du laser et les performances de soudage. En explorant...
Le choix de la bonne méthode de soudage laser peut avoir un impact considérable sur l'efficacité de votre production et la qualité de vos produits. Vous êtes-vous déjà demandé si le soudage laser en continu ou par impulsion était mieux adapté à vos besoins ?...
Imaginez une méthode de soudage si précise et si puissante qu'elle peut assembler des matériaux avec une distorsion minimale et une résistance inégalée. C'est la promesse du soudage laser à pénétration profonde. Dans ce...
Faites passer votre entreprise à la vitesse supérieure