What determines the quality and efficiency of a weld? In laser welding, the power setting is crucial. This article dives into how laser power impacts welding outcomes, from penetration depth to welding speed. Readers will learn the principles behind laser welding, the relationship between power and weld quality, and practical tips for optimizing welding processes. Get ready to understand the science that shapes perfect welds and improve your welding skills.
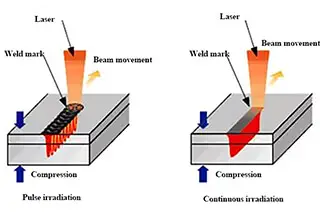
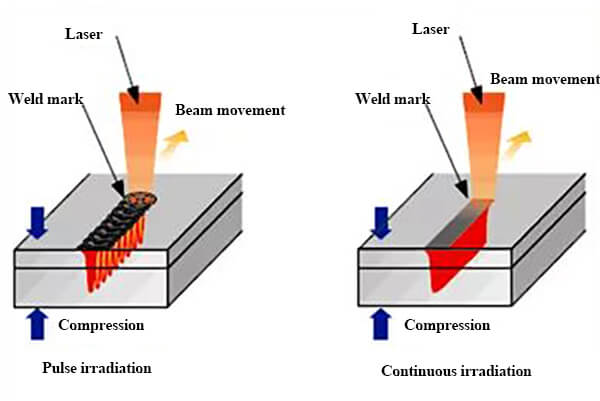
The choice of P (laser power) is based on the thickness of the plate. P determines the power density of the spot and influences both the penetration depth and the welding speed.
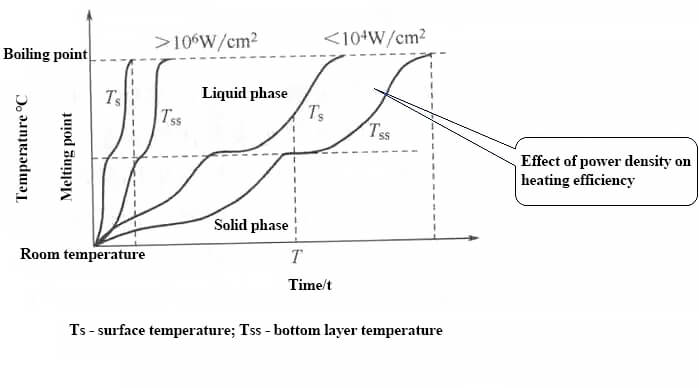
Fig.2 Curve of power density and metal temperature with time
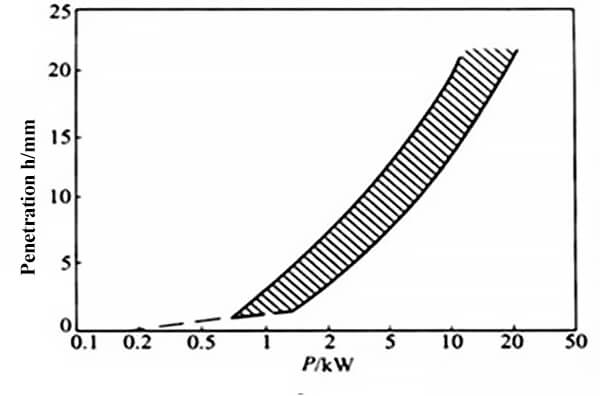
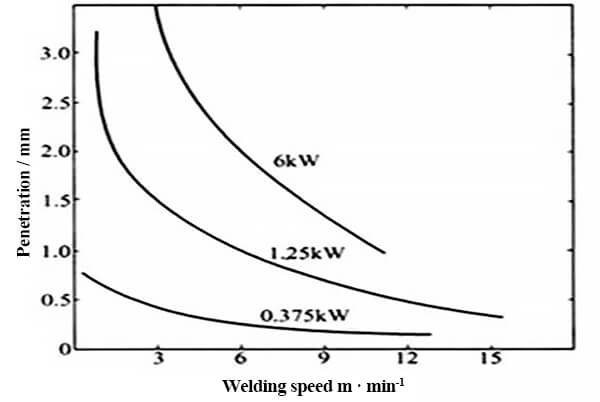
3. Effect of laser power on penetration
As illustrated in the figure, the greater the power (P/kw), the deeper the penetration, and vice versa.
Fig. 3 Relationship between laser penetration and power
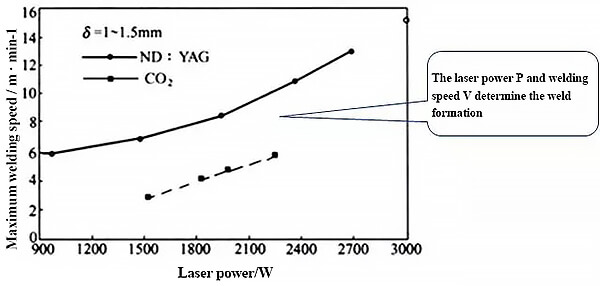
4. Influence of laser power on welding speed
Supplementary knowledge points:
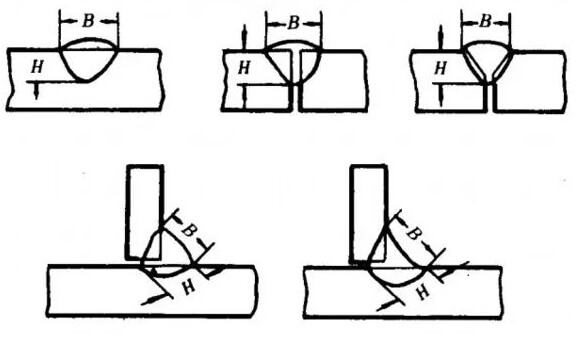
The form factor of a weld is defined in GB/T3375-1994 as the ratio of the weld width (B) to the calculated weld thickness (H) on the cross-section of a single weld (φ = B/H), as shown in Figure 4.
A small form factor results in a narrow and deep weld. However, the center of the weld tends to have higher concentrations of impurities and poor thermal crack resistance due to regional segregation. Therefore, the form factor should not be too small.
For example, the form factor of the weld should be greater than 1.3, meaning the width of the weld should be at least 1.3 times the calculated thickness of the weld.
Fig. 4 Laser power and speed determine the forming of weld
Fig. 5 Relationship between welding speed and laser power
5. Relationship between laser power, welding speed and penetration
Fig. 6 Changes of penetration and welding speed of low carbon steel under different power
Summary:
The laser welding power determines the power density of the spot and controls the penetration depth and speed of welding. As the laser power increases, both the welding speed and penetration depth increase.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered if the laser power rating on your handheld welding device is accurate? This article dives into the rampant issue of false labeling in the handheld laser…
Imagine welding car frames, power batteries, airplane skins, and ship hulls with pinpoint accuracy and incredible speed. Laser welding technology is revolutionizing these industries by providing stronger, lighter, and more…
Ever wondered how laser welding transforms metalwork? This article unveils the secrets of laser welding, focusing on the crucial parameters that ensure precision and strength. From adjusting laser power to…
Imagine welding with a precision tool that never even touches the metal. Remote Laser Welding (RLW) harnesses the power of fiber lasers to revolutionize the welding process, offering unmatched speed,…
In the rapidly evolving world of laser welding, innovation is key. As manufacturers push the boundaries of what's possible, a handful of companies stand out as leaders in the field.…
What makes cars safer, lighter, and more efficient? Laser welding technology is transforming automotive manufacturing by enhancing precision and reducing costs. This article dives into how laser welding works, its…
Imagine a welding process that minimizes distortion, enhances precision, and improves efficiency. Laser welding technology for sheet metal does exactly that, revolutionizing industries from automotive to high-tech electronics. This article…
Imagine a world where welding switchgear cabinets is faster, cleaner, and more efficient. This article dives into the transformative power of laser welding technology, highlighting its key advantages over traditional…
Imagine welding with precision so fine it’s almost futuristic. Laser welding machines are transforming industries by offering superior accuracy and minimal heat damage. From the automotive to the medical field,…