Tabella della forza di flessione dell'aria (Amada)
In questo post esploreremo l'affascinante mondo della curvatura dell'aria e i diagrammi di forza che la rendono possibile. Scoprite con noi la scienza che sta alla base di questo processo cruciale e come modella i prodotti che utilizziamo ogni giorno. Preparatevi a stupirvi per l'ingegnosità e la precisione di ogni piegatura.
La nostra tabella della forza di piegatura dell'aria, basata sui dati dell'esperienza di clienti di vari settori industriali in tutto il mondo, fornisce una guida autorevole per aiutarvi a determinare facilmente la pressione minima di piegatura, la lunghezza minima della flangia e il raggio di piegatura corrispondenti a diverse aperture a V durante la piegatura di acciaio dolce e acciaio inossidabile.
Grazie a questa tabella, è possibile risparmiare tempo e aumentare l'efficienza della propria attività. processo di piegatura.
Inoltre, il nostro pressa piegatrice Il calcolatore di tonnellaggio può aiutarvi a calcolare la forza di piegatura necessaria per il vostro specifico prodotto in lamiera.
Siamo consapevoli dell'importanza di selezionare l'apertura a V più appropriata e la nostra tabella mostra il rapporto ottimale tra lo spessore del metallo e la larghezza dell'apertura a V.
Principi di piegatura dell'aria
Requisiti di tonnellaggio
La piegatura ad aria è il metodo preferito per foglio di formatura materiale con una combinazione di punzone e matrice. Un tonnellaggio di formatura inferiore consente freni a pressa di una minore capacità di produrre i pezzi formati.
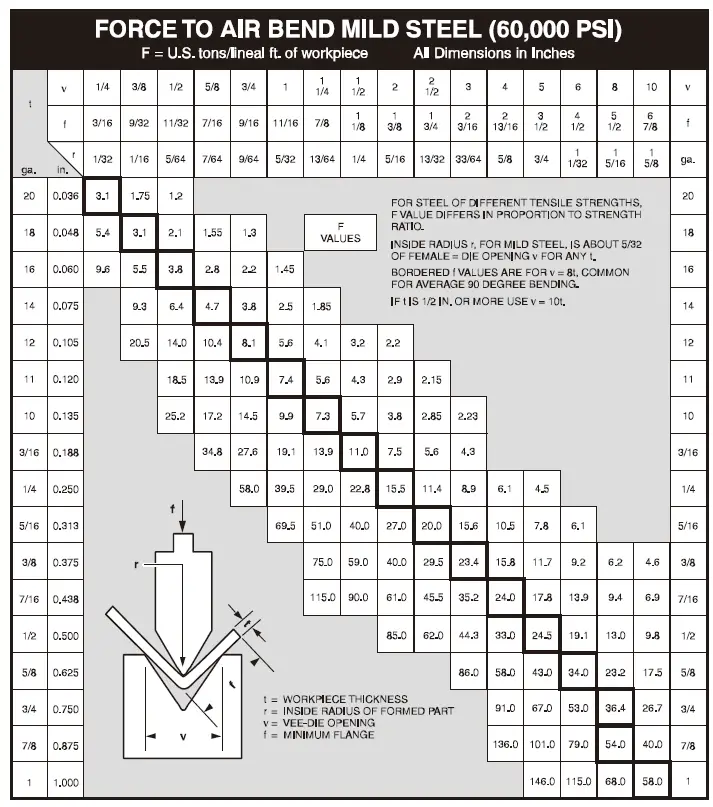
La figura seguente illustra la relazione tra lo spessore del materiale e l'apertura dello stampo per una resistenza alla trazione del materiale specificata di 60.000 PSI. Si noti che, poiché la resistenza alla trazione della maggior parte degli acciai dolci in Nord America supera i 60.000 PSI, potrebbero essere necessari valori di tonnellaggio più elevati.
Grafico del tonnellaggio
Nota: Il grafico precedente illustra i valori di tonnellaggio appropriati per piegare ad aria l'acciaio dolce con proprietà di trazione di 60.000 PSI. Va notato che la maggior parte delle acciaierie nordamericane produce metalli più duri con proprietà meccaniche tipiche di 44.000 PSI di snervamento e fino a 80.000 PSI di resistenza alla trazione. I valori di tonnellaggio richiesti per formare questi metalli sono sostanzialmente più elevati e devono essere presi in considerazione nella scelta di una pressa piegatrice.
Rapporti di spessore tra stampo e materiale
La prassi industriale standard per il dimensionamento dell'apertura dello stampo è: otto volte lo spessore del materiale quando è inferiore a 1/2", dieci volte lo spessore del materiale quando è superiore a 1/2".
Per i materiali in condizioni di trattamento termico, alcune schede tecniche dei materiali possono specificare aperture di stampo più grandi per evitare che la forma formata si fessuri.
Per le lamiere e le lastre leggere, il raggio di punzonatura è in genere pari allo spessore del materiale. Per le lamiere pesanti, il raggio di punzonatura è normalmente da una volta e mezza a tre volte lo spessore del materiale, a seconda delle proprietà della lamiera da formare.
Grafico della forza di flessione dell'aria Sfondo
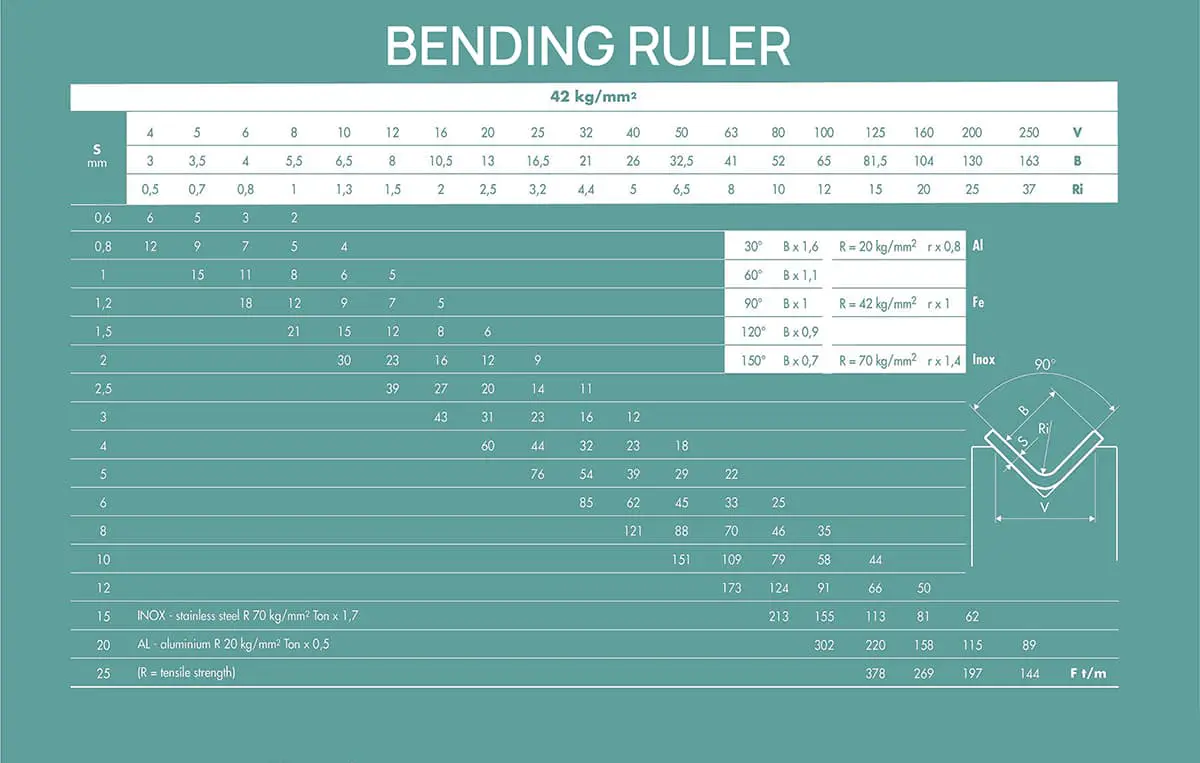
La tabella della forza di piegatura ad aria registra la larghezza standard della matrice inferiore V e la forza di piegatura richiesta corrispondente alla piegatura di diverse lamiere ed è diventata una specifica generale del settore.
Tuttavia, all'inizio non c'era alcuna specifica di questo tipo.
A quel tempo, Amada ha raccolto e riassunto i dati dell'esperienza dei clienti di vari settori industriali in tutto il mondo e ha infine elaborato il seguente grafico autorevole della forza di piegatura per il processo di piegatura.
Grazie a questa tabella della forza di flessione, è possibile determinare facilmente la pressione minima di flessione, la lunghezza minima della flangia e la lunghezza minima della flangia. raggio di curvatura corrispondenti a diverse aperture a V nella piegatura dell'acciaio dolce e dell'acciaio inossidabile.
t - Spessore del materiale
F - Tonnellata per 1 metro
ir - raggio interno
b - lunghezza minima della flangia
V - Larghezza V
Grafico della forza di flessione dell'aria - Acciaio dolce
Tabella della forza di flessione dell'aria - Acciaio inossidabile
La piegatura ad aria è un metodo utilizzato nella lavorazione della lamiera per formare il metallo nelle forme e negli angoli desiderati utilizzando una pressa piegatrice. A differenza di altre tecniche di piegatura, la piegatura ad aria consente una maggiore flessibilità e precisione, poiché il metallo non viene pressato interamente sul fondo dello stampo. Questo processo lascia un vuoto, o "spazio d'aria", tra il metallo e lo stampo, garantendo un migliore controllo dell'angolo di piegatura e riducendo il rischio di piegatura eccessiva o di deformazione del materiale.
Componenti della piegatura ad aria
Punzonatura e stampaggio
Gli strumenti principali utilizzati nella piegatura ad aria sono il punzone e la matrice. Il punzone è l'utensile superiore che preme sulla lamiera, mentre lo stampo è l'utensile inferiore con una cavità a forma di V o di U in cui il metallo si piega. Ad esempio, nella fabbricazione di staffe per applicazioni automobilistiche, si può utilizzare uno stampo a forma di V per creare angoli precisi che si adattino a requisiti di montaggio specifici. La scelta del punzone e dello stampo dipende da fattori quali il tipo di metallo, il suo spessore e l'angolo di piegatura richiesto.
Traferro
La caratteristica principale della piegatura ad aria è l'intercapedine d'aria tra il metallo e il fondo dello stampo. Il punzone si ferma prima di premere completamente il metallo nello stampo, consentendo di regolare l'angolo di piegatura variando la profondità di discesa del punzone. Questo spazio d'aria contribuisce a mantenere l'integrità del metallo e a prevenire deformazioni indesiderate. Negli scenari in cui sono richieste tolleranze strette, come nei componenti aerospaziali, il controllo del traferro è fondamentale per ottenere le specifiche desiderate.
Processo di piegatura ad aria
Posizionamento della lamiera: La lamiera viene posizionata sulla matrice, allineata correttamente con il punzone.
Applicazione della pressione: Il punzone scende e preme la lamiera, dando inizio alla piegatura.
Formare la curva: L'angolo di piegatura è controllato dalla profondità con cui il punzone scende nella matrice e dalla forma della matrice stessa.
Rilascio del materiale: Una volta raggiunto l'angolo di piegatura desiderato, il punzone viene ritirato e il metallo piegato viene rimosso.
Valutazione e adeguamento: La piegatura viene ispezionata e, se necessario, si procede alla regolazione della profondità del punzone per ottenere l'angolo esatto.
L'aggiunta di supporti visivi per illustrare queste fasi può migliorare la comprensione. Ad esempio, i diagrammi che mostrano l'allineamento della lamiera, la discesa del punzone e la piegatura risultante possono chiarire il processo.
Vantaggi della piegatura ad aria
La piegatura ad aria offre diversi vantaggi rispetto ad altri metodi di piegatura, come la piegatura dal basso o la coniatura.
Flessibilità: La piegatura ad aria consente di ottenere un'ampia gamma di angoli di piegatura con un unico set di utensili, riducendo la necessità di cambiare più volte gli utensili. Ciò è particolarmente vantaggioso negli ambienti di produzione dove sono necessarie regolazioni rapide.
Precisione: La possibilità di controllare l'angolo di piegatura con la profondità del punzone offre un'elevata precisione nel processo di piegatura. Ciò è essenziale in settori come quello elettronico, dove angoli precisi possono influire sulla funzionalità dei componenti.
Conservazione dei materiali: Il traferro riduce il rischio di piegatura eccessiva e di spreco di materiale, garantendo un uso efficiente delle risorse. Questo vantaggio può portare a significativi risparmi sui costi nelle operazioni su larga scala.
Versatilità: Questo metodo può essere utilizzato con vari tipi di metalli, tra cui l'acciaio dolce, l'alluminio e l'acciaio inossidabile, rendendolo adatto a diverse applicazioni. Per esempio, nelle applicazioni architettoniche, la piegatura ad aria può creare disegni intricati nei pannelli di alluminio che migliorano l'estetica mantenendo l'integrità strutturale.
Domande frequenti sulla tabella della forza di flessione dell'aria
Come leggere il diagramma della forza di flessione dell'aria?
È possibile ottenere le seguenti informazioni dall'aria forza di flessione Se si conoscono i dati relativi allo spessore del metallo e al raid interno di flessione, si può utilizzare il grafico precedente:
Forza di flessione richiesta per piegare lamiera di 1 metro di lunghezza
Larghezza dell'apertura a V
Lunghezza minima della flangia
Come scegliere l'apertura a V più adatta?
L'apertura a V si riferisce alla distanza tra i due lati del stampo inferiore L'apertura a V dello stampo deve essere scelta in base allo spessore della lamiera. La tabella di piegatura ad aria sopra riportata mostra la relazione ottimale tra lo spessore della lamiera e la larghezza dell'apertura a V.
Tuttavia, altri fattori influiscono sulla scelta della larghezza della V, tra cui la lunghezza delle flange, il raggio di curvatura interno, il tonnellaggio della pressa piegatrice e la capacità dell'attrezzatura.
Qual è il rapporto migliore tra lo spessore del metallo e l'apertura della v?
Spessore del materiale (t)mm
0.5-2.5
3.0-8.0
9.0-10.0
≥12.0
Larghezza V
6xt
8xt
10xt
12xt
Che cos'è la piegatura ad aria nella lavorazione della lamiera?
La piegatura ad aria nella fabbricazione delle lamiere è una tecnica utilizzata per creare pieghe nelle lamiere senza che il metallo entri completamente in contatto con lo stampo. In questo processo, si utilizza una pressa piegatrice dotata di un punzone e di uno stampo a forma di V o U. Il punzone preme sulla lamiera, spingendola all'interno dello stampo, ma si ferma prima di raggiungere il fondo, lasciando uno spazio tra il metallo e lo stampo. Questo spazio, o "traferro", consente di ottenere vari angoli di piegatura senza che il metallo si conformi completamente alla forma dello stampo.
I componenti chiave coinvolti nella piegatura ad aria includono il punzone e la matrice, che determinano la forma e le dimensioni della piegatura, e il traferro, che fornisce la flessibilità necessaria per angoli e raggi diversi. Il processo inizia con l'impostazione del punzone e dello stampo in base al tipo, allo spessore e all'angolo di piegatura richiesto della lamiera. La lamiera viene quindi posizionata sullo stampo e allineata al punzone. Mentre il punzone scende, piega il metallo all'interno dello stampo, fermandosi prima del fondo per creare il traferro.
La piegatura ad aria offre diversi vantaggi, come la flessibilità nella produzione di una gamma di angoli di piegatura con la stessa configurazione dello stampo, cicli di produzione più rapidi, costi ridotti per gli utensili e un migliore controllo del processo di piegatura. Tuttavia, presenta anche alcuni svantaggi, tra cui una minore precisione rispetto alla piegatura dal basso e il potenziale ritorno elastico, in cui il metallo ritorna parzialmente alla sua forma originale dopo la piegatura. Il ritorno elastico può essere gestito con una sovracurvatura o utilizzando una tecnologia di formatura adattiva.
Nel complesso, la piegatura ad aria è un metodo versatile ed efficiente, adatto a produzioni in cui l'alta precisione non è fondamentale e per creare pezzi con angoli di piegatura variabili senza la necessità di cambiare frequentemente lo stampo.
Come si calcola la forza di flessione necessaria per la piegatura ad aria?
Per calcolare la forza di piegatura necessaria per la piegatura ad aria nella lavorazione dei metalli, è necessario considerare diversi fattori chiave, tra cui le proprietà del materiale, la geometria della piegatura e gli utensili utilizzati. La forza di piegatura ( F ) può essere calcolata con la seguente formula:
Dove:
( F ) è la forza di flessione in kN o tonnellate.
( TS ) è la resistenza alla trazione del materiale in kg/mm².
( s ) è lo spessore del materiale in mm.
( L ) è la lunghezza della curva in mm.
( V ) è l'apertura dello stampo in mm.
Ad esempio, se si sta piegando un acciaio dolce con una resistenza alla trazione di 45 kg/mm², uno spessore di 2 mm, una lunghezza di piegatura di 100 mm e si utilizza un'apertura della matrice di 6 mm, il calcolo sarebbe:
Ulteriori considerazioni riguardano il raggio interno e il raggio minimo di curvatura. Il raggio interno può essere stimato con la formula:
Per calcoli precisi, soprattutto con materiali diversi, considerare:
Dove ( TS_{{text{baseline}} ) è spesso 60.000 PSI per l'acciaio dolce. Il raggio di curvatura minimo assicura che la curva non provochi cricche, calcolato come:
L'utilizzo di tabelle e calcolatori della forza di piegatura in aria semplifica il processo, fornendo valori precalcolati per materiali e aperture di stampi comuni. Questi strumenti consentono agli utenti di inserire parametri specifici e di ottenere direttamente la forza di piegatura richiesta, garantendo operazioni di lavorazione dei metalli sicure e precise.
Quali fattori influenzano la lunghezza minima della flangia piegabile?
Diversi fattori influenzano la lunghezza minima della flangia piegabile in aria, in particolare quando si utilizza un diagramma della forza di piegatura in aria.
In primo luogo, lo spessore del materiale è fondamentale; in genere, la lunghezza della flangia deve essere almeno quattro volte lo spessore del materiale. Ad esempio, una lastra di 2 mm di spessore richiederebbe una lunghezza minima della flangia di 8 mm.
In secondo luogo, il raggio di curvatura, determinato dall'apertura a V dello stampo, influenza anche la lunghezza della flangia. Un raggio di curvatura maggiore richiede in genere una lunghezza maggiore della flangia per garantire una curvatura corretta.
In terzo luogo, l'apertura dello stampo e la geometria dell'utensile impongono dimensioni minime di piegatura. La lunghezza della flangia deve essere sufficiente a raggiungere la parte superiore dello stampo dopo la formatura.
Inoltre, sebbene il fattore K di per sé non determini direttamente la lunghezza della flangia, è essenziale per calcolare il margine di curvatura, che influisce sull'andamento complessivo del piano e, di conseguenza, sulla lunghezza della flangia.
Una formula comunemente utilizzata per determinare l'altezza minima accettabile della flangia è la seguente:
Inoltre, la distanza minima del foro dalla curva, pur non essendo direttamente correlata alla lunghezza della flangia, è importante per prevenire la deformazione e influenza indirettamente la progettazione della flangia.
Infine, il rispetto delle linee guida e delle tolleranze del settore, come ad esempio una tolleranza di +/- 1 grado sugli angoli di piegatura e raggi di curvatura coerenti, contribuisce a mantenere l'uniformità e garantisce lunghezze di flangia adeguate per una piegatura di successo.
Considerando questi fattori, i progettisti e i produttori possono determinare con precisione la lunghezza minima della flangia piegabile, per ottenere una produzione di lamiere coerente e di successo.
Come influisce l'apertura dello stampo (V) sul processo di piegatura?
L'apertura dello stampo (V) nella piegatura ad aria svolge un ruolo cruciale nel determinare diversi aspetti chiave del processo di piegatura. In primo luogo, influisce direttamente sul raggio di curvatura interno: un'apertura dello stampo a V più ampia determina un raggio di curvatura maggiore. In genere si tratta di circa 16-20% della larghezza dell'apertura dello stampo per materiali come l'acciaio laminato a freddo da 60 KSI e l'acciaio inossidabile.
Una linea guida comune, nota come "regola dell'otto", suggerisce che l'apertura dello stampo a V dovrebbe essere pari a otto volte lo spessore del materiale, anche se può variare da 6 a 12 volte a seconda delle condizioni specifiche. Le dimensioni dell'apertura dello stampo influiscono anche sulla distribuzione delle sollecitazioni all'interno del materiale; un'apertura più piccola crea un raggio di curvatura più stretto, aumentando le sollecitazioni di trazione sullo strato esterno e le sollecitazioni di compressione sullo strato interno, che possono portare alla deformazione o alla fessurazione del materiale se le sollecitazioni superano la resistenza del materiale.
Il ritorno elastico, ovvero la tendenza del materiale a ritornare parzialmente alla sua forma originale dopo la piegatura, è influenzato anche dall'apertura della matrice a V. Un'apertura maggiore dello stampo comporta solitamente un ritorno elastico più significativo, che richiede una piegatura eccessiva per ottenere l'angolo desiderato. Inoltre, l'apertura dello stampo influisce sul tonnellaggio o sulla forza necessaria per la piegatura: i materiali più spessi e i raggi più piccoli richiedono una forza maggiore.
Infine, la precisione e la produttività del processo di piegatura sono influenzate dall'apertura dell'utensile a V. La piegatura ad aria, che utilizza uno stampo a V, è in genere meno precisa rispetto a quella a fondo o a conio, ma offre maggiore produttività e flessibilità, in quanto richiede meno cambi di utensili e può produrre profili diversi con utensili regolabili.
La piegatura ad aria può essere utilizzata per tutti i tipi di materiali?
La piegatura ad aria può essere utilizzata per un'ampia varietà di materiali, ma la sua idoneità dipende dalle proprietà specifiche di ciascun materiale. È efficace per materiali come alluminio, acciaio inox, acciaio al carbonio, rame e alcune materie plastiche. Per esempio, l'alluminio è altamente malleabile e plasmabile, il che lo rende un buon candidato per la piegatura ad aria. L'acciaio inossidabile, pur essendo adatto, presenta un grado di ritorno elastico più elevato, che richiede aggiustamenti al processo di piegatura. Anche l'acciaio al carbonio può essere piegato ad aria, sebbene sia necessario tenere conto delle variazioni di spessore e della direzione della grana.
Tuttavia, ci sono dei limiti da considerare. La piegatura ad aria richiede generalmente una forza minore rispetto ad altri metodi di piegatura come la coniatura, ma può essere meno precisa. La scelta dell'utensile e dell'apertura dello stampo è fondamentale per ottenere l'angolo e il raggio di curvatura desiderati. Le variazioni di spessore del materiale possono influire significativamente sull'angolo di piegatura e il ritorno elastico è un problema comune che varia a seconda del materiale. Inoltre, la piegatura perpendicolare alla direzione del grano può ridurre il rischio di cricche e deformazioni.
In conclusione, pur essendo versatile e in grado di adattarsi a una vasta gamma di materiali, la piegatura ad aria non è universalmente applicabile. Il successo della piegatura ad aria dipende da un'attenta selezione dei materiali, da un'adeguata attrezzatura e da una conoscenza approfondita delle proprietà del materiale. Per le applicazioni che richiedono alta precisione o tolleranze ristrette, altri metodi possono essere più appropriati.
Quali sono le precauzioni di sicurezza da adottare durante le operazioni di piegatura dell'aria?
Quando si eseguono operazioni di piegatura ad aria su una pressa piegatrice, è necessario adottare diverse precauzioni di sicurezza fondamentali per garantire la sicurezza degli operatori e l'integrità dell'attrezzatura. In primo luogo, gli operatori devono sempre indossare adeguati dispositivi di protezione individuale (DPI), tra cui occhiali di sicurezza, guanti e stivali da lavoro, per proteggersi dalle lesioni causate da bordi metallici taglienti e altri pericoli.
Prima di avviare la macchina, è essenziale ispezionarla a fondo. Controllare i collegamenti elettrici, i livelli del fluido idraulico e verificare la presenza di eventuali danni, come crepe o rotture. La manutenzione regolare dell'attrezzatura, compresi i sistemi idraulici, è fondamentale per prevenire gli incidenti. Gli operatori devono leggere e comprendere il manuale di istruzioni per familiarizzare con il funzionamento e i principi della macchina.
L'area di lavoro deve essere mantenuta libera da personale e attrezzature non necessarie per ridurre il rischio di incidenti. Il posizionamento corretto della lamiera, parallelamente alla macchina piegatrice, è fondamentale per un funzionamento sicuro. Un posizionamento errato può far sì che la lamiera colpisca l'operatore e provochi lesioni.
Si raccomanda l'uso di parapetti per isolare l'area di lavoro di piegatura e l'implementazione di una gestione visiva delle condizioni di sicurezza. I moderni dispositivi di protezione, come le barriere fotoelettriche o i dispositivi di protezione optoelettronici attivi (AOPD), possono impedire agli operatori di avvicinarsi troppo alla zona di pericolo, fermando la macchina se necessario.
È essenziale eseguire valutazioni regolari dei rischi e garantire che gli operatori siano addestrati, preferibilmente da un tecnico esperto, prima di utilizzare la macchina per la prima volta. Le misure di sicurezza elettrica, come ad esempio assicurarsi che l'apparecchiatura sia dotata di un collegamento a terra di protezione (PE) ed evitare il contatto con l'apparecchiatura elettrica con le mani bagnate, sono fondamentali.
Ulteriori precauzioni sono evitare di impilare i materiali troppo in alto, mantenere pulita la superficie di lavoro e maneggiare con cura le lamiere bagnate a causa della loro scivolosità. Assicurarsi che la macchina sia ben lubrificata prima dell'uso può anche prevenire danni ai rulli o al materiale.
Seguendo queste precauzioni di sicurezza, gli operatori possono ridurre significativamente i rischi associati alle operazioni di piegatura dell'aria e mantenere un ambiente di lavoro sicuro ed efficiente.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
In che modo le dimensioni dell'apertura dello stampo inferiore influiscono sulle dimensioni finali dei pezzi metallici nella piegatura ad aria? Questa domanda è fondamentale per garantire la precisione nella fabbricazione dei metalli. La...
Vi siete mai chiesti perché l'acciaio a volte si incrina durante la piegatura? In questo articolo esploriamo l'affascinante mondo della tecnologia di piegatura dell'acciaio, scoprendo le ragioni che stanno alla base di difetti comuni come...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Immaginate di piegare la lamiera senza lasciare alcun segno o graffio. In questo articolo esploriamo tecniche innovative per la piegatura della lamiera senza segni, affrontando sfide come l'attrito, la durezza del materiale e...
Avete mai affrontato le sfide della piegatura di lastre di acciaio inossidabile? Questo articolo svela le complessità della piegatura dell'acciaio inossidabile, dalla forza necessaria all'impatto del ritorno elastico. Per saperne di più...
Vi siete mai chiesti come si piegano i pezzi di metallo in varie forme? In questo affascinante articolo, approfondiremo l'arte e la scienza della piegatura nello stampaggio dei metalli. Il nostro esperto...