In deze blogpost verkennen we de fascinerende wereld van het luchtbuigen en de krachtgrafieken die dit mogelijk maken. Doe met ons mee als we ons verdiepen in de wetenschap achter dit cruciale proces en ontdek hoe het de producten vormt die we elke dag gebruiken. Bereid je voor om je te verbazen over het vernuft en de precisie die bij elke buiging komen kijken.
Onze luchtbuigkrachttabel, gebaseerd op de ervaringsgegevens van klanten uit verschillende industrieën wereldwijd, is een gezaghebbende gids waarmee je gemakkelijk de minimale buigdruk, minimale flenslengte en buigradius kunt bepalen die overeenkomen met verschillende V-openingen bij het buigen van zacht staal en roestvast staal.
Met deze grafiek kunt u tijd besparen en de efficiëntie in uw buigproces.
Daarnaast zijn onze afkantpers De tonnagecalculator kan je helpen bij het berekenen van de vereiste buigkracht voor je specifieke plaatwerkproduct.
We begrijpen hoe belangrijk het is om de meest geschikte V-opening te kiezen en onze grafiek toont de optimale verhouding tussen metaaldikte en V-openingbreedte.
Principes voor luchtbuigen
Vereisten voor tonnage
Luchtbuigen is de voorkeursmethode voor vormplaat materiaal met een combinatie van stempel en matrijs. Lagere vervormingstonnage maakt afkantpersen van lagere capaciteit om de gevormde onderdelen te produceren.
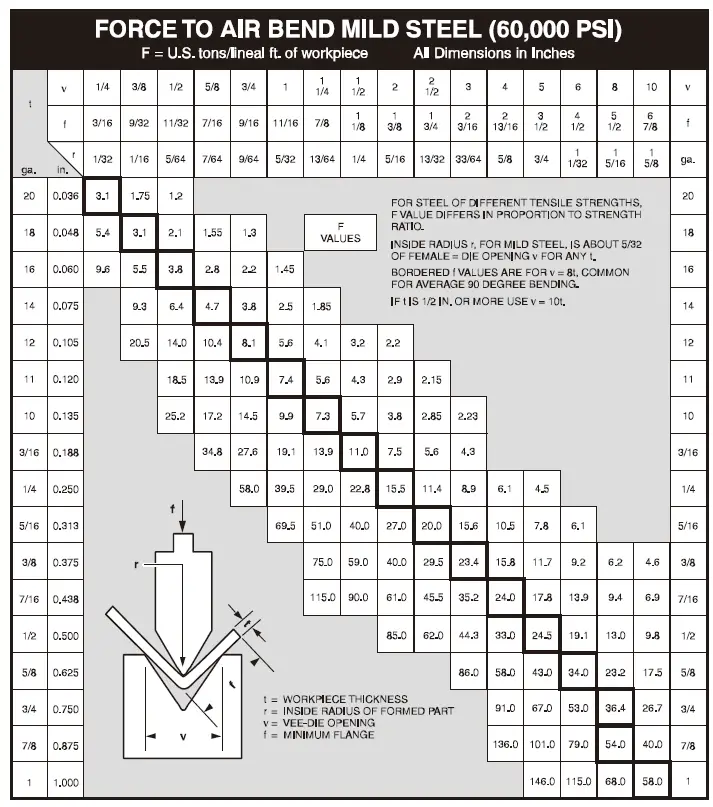
Onderstaande afbeelding geeft de relatie weer tussen de materiaaldikte en de matrijsopening voor een gespecificeerde materiaaltreksterkte van 60.000 PSI. Merk op dat aangezien de treksterkte van de meeste zacht staalsoorten in Noord-Amerika hoger is dan 60.000 PSI, hogere tonnagewaarden nodig kunnen zijn.
Tonnage grafiek
Opmerking: De bovenstaande tabel toont de juiste tonnagewaarden voor het luchtbuigen van zacht staal met 60.000 PSI treksterkte. Opgemerkt moet worden dat de meeste Noord-Amerikaanse staalfabrieken hardere metalen produceren met typische mechanische eigenschappen van 44.000 PSI vloeigrens en tot 80.000 PSI treksterkte. De tonnagewaarden die nodig zijn om deze metalen te vormen, liggen aanzienlijk hoger en daar moet rekening mee worden gehouden bij de keuze van een afkantpers.
Verhoudingen matrijs/materiaaldikte
De standaard industriepraktijk voor het bepalen van de matrijsopening is: acht keer de materiaaldikte bij minder dan 1/2", tien keer de materiaaldikte bij 1/2" en meer.
Voor materiaal in een warmtebehandelde toestand kunnen sommige materiaalinformatiebladen grotere matrijsopeningen specificeren om te voorkomen dat de gevormde vorm barst.
Voor plaatmateriaal en lichte plaat is de ponsradius meestal gelijk aan de materiaaldikte. Voor zware plaat is de ponsradius normaal anderhalf tot drie keer de materiaaldikte, afhankelijk van de eigenschappen van de plaat die gevormd wordt.
Luchtbuigkrachtgrafiek achtergrond
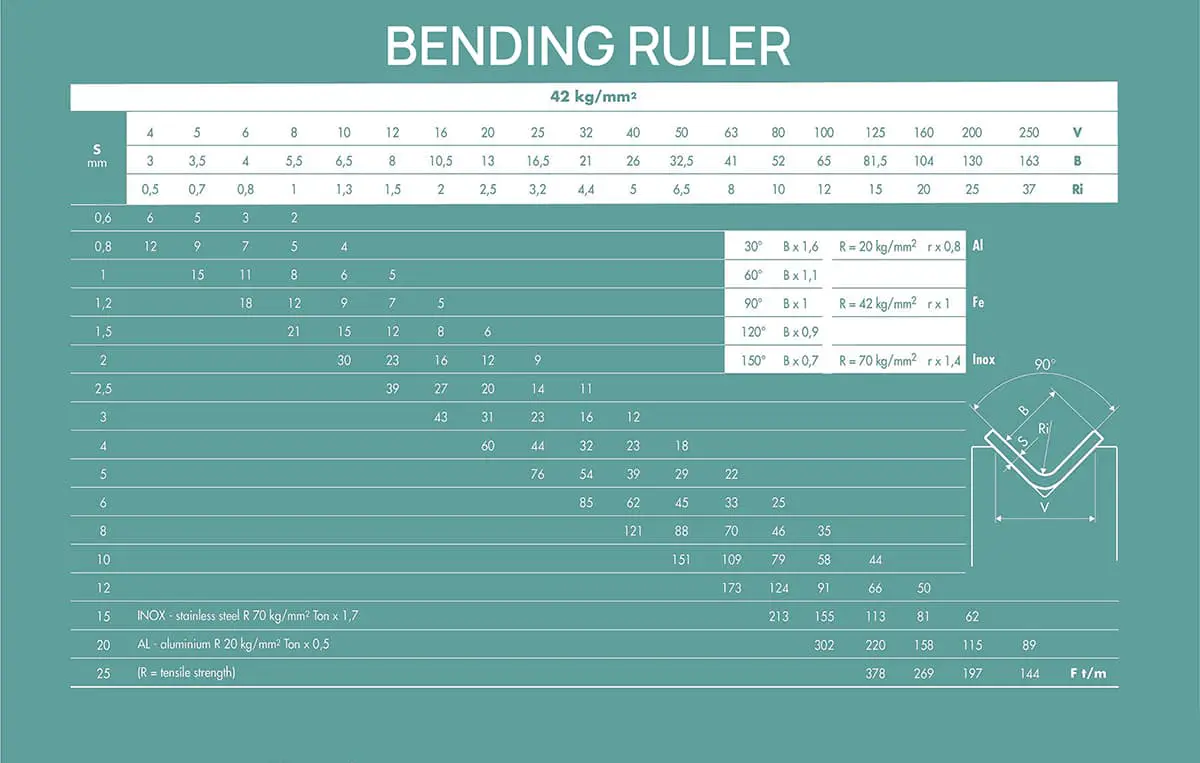
De luchtbuigkrachttabel registreert de standaard V-breedte van de ondermatrijs en de vereiste buigkracht voor het buigen van verschillende plaatmetalen en is een algemene industriespecificatie geworden.
In het begin was er echter geen specificatie.
Elke fabrikant afkantpers besloten de V-breedte te gebruiken op basis van hun eigen ervaring.
Op dat moment verzamelde en vatte Amada de ervaringsgegevens van klanten uit verschillende industrieën wereldwijd samen en maakte uiteindelijk de volgende gezaghebbende buigkrachttabel voor het buigproces.
Met behulp van deze buigkrachttabel kun je eenvoudig de minimale buigdruk, minimale flenslengte en de minimale buigkracht bepalen. buigradius die overeenkomen met verschillende V-openingen bij het buigen van zacht staal en roestvast staal.
Luchtbuigen is een methode die gebruikt wordt bij plaatbewerking om metaal met behulp van een afkantpers in de gewenste vormen en hoeken te buigen. In tegenstelling tot andere buigtechnieken biedt luchtbuigen meer flexibiliteit en precisie, omdat het metaal niet volledig tegen de bodem van de matrijs wordt gedrukt. Dit proces laat een spleet, of "luchtruimte", tussen het metaal en de matrijs, waardoor de buighoek beter kan worden gecontroleerd en het risico op te ver doorbuigen of vervorming van het materiaal afneemt.
Onderdelen van luchtbuigen
Stansen en matrijzen
De belangrijkste gereedschappen voor luchtbuigen zijn de pons en de matrijs. De pons is het bovenste gereedschap dat op de metalen plaat drukt, terwijl de matrijs het onderste gereedschap is met een V- of U-vormige holte waarin het metaal wordt gebogen. Bij de productie van beugels voor automobieltoepassingen kan bijvoorbeeld een V-vormige matrijs worden gebruikt om precieze hoeken te maken die passen bij specifieke montagevereisten. De keuze van de stempel en matrijs hangt af van factoren zoals het type metaal, de dikte en de vereiste buighoek.
Luchtgat
Het kenmerk van luchtbuigen is de luchtspleet tussen het metaal en de bodem van de matrijs. De pons stopt voordat hij het metaal volledig in de matrijs drukt, waardoor de buighoek kan worden aangepast door de diepte van de afdaling van de pons te variëren. Deze luchtspleet helpt de integriteit van het metaal te behouden en voorkomt ongewenste vervormingen. In scenario's waar krappe toleranties vereist zijn, zoals bij onderdelen voor de ruimtevaart, is het regelen van de luchtspleet cruciaal om de gewenste specificaties te bereiken.
Proces van luchtbuigen
De metalen plaat plaatsen: De metalen plaat wordt op de matrijs geplaatst en goed uitgelijnd met de pons.
Druk uitoefenen: De pons daalt en drukt op de metalen plaat, waardoor de buiging begint.
De bocht vormen: De buighoek wordt bepaald door de diepte waarop de pons in de matrijs afdaalt en de vorm van de matrijs zelf.
Het materiaal vrijgeven: Zodra de gewenste buighoek is bereikt, wordt de pons teruggetrokken en het gebogen metaal verwijderd.
Evaluatie en aanpassing: De bocht wordt geïnspecteerd en indien nodig wordt de ponsdiepte aangepast om de precieze hoek te verkrijgen.
Het toevoegen van visuele hulpmiddelen om deze stappen te illustreren kan het begrip vergroten. Schema's die de uitlijning van de metalen plaat, de aflopende pons en de resulterende buiging laten zien, kunnen bijvoorbeeld duidelijkheid verschaffen over het proces.
Voordelen van luchtbuigen
Luchtbuigen biedt verschillende voordelen ten opzichte van andere buigmethodes, zoals onderbuigen of coining.
Flexibiliteit: Luchtbuigen maakt een breed scala aan buighoeken mogelijk met een enkele gereedschapsset, waardoor er minder vaak van gereedschap gewisseld hoeft te worden. Dit is vooral gunstig in productieomgevingen waar snelle aanpassingen nodig zijn.
Precisie: De mogelijkheid om de buighoek te regelen met de diepte van de pons zorgt voor een hoge precisie in het buigproces. Dit is essentieel in industrieën zoals elektronica, waar precieze hoeken de functionaliteit van componenten kunnen beïnvloeden.
Behoud van materiaal: De luchtspleet vermindert het risico op te ver doorbuigen en materiaalverspilling, waardoor de middelen efficiënt worden gebruikt. Dit voordeel kan leiden tot aanzienlijke kostenbesparingen bij grootschalige operaties.
Veelzijdigheid: Deze methode kan worden gebruikt met verschillende soorten metalen, waaronder zacht staal, aluminium en roestvrij staal, waardoor het geschikt is voor diverse toepassingen. In architecturale toepassingen kan luchtbuigen bijvoorbeeld ingewikkelde ontwerpen maken in aluminium panelen die de esthetische aantrekkingskracht verhogen terwijl de structurele integriteit behouden blijft.
FAQs over Luchtbuigkrachtgrafiek
Hoe lees ik de Luchtbuigkrachttabel?
Je kunt de volgende informatie uit de lucht halen buigkracht bovenstaande grafiek als de gegevens van de metaaldikte en buiginterval bekend zijn:
Benodigde buigkracht om te buigen metalen plaat van 1 meter lengte
V-opening breedte
Minimale flenslengte
Hoe kies je de meest geschikte V-opening?
De V-opening verwijst naar de afstand over de onderste matrijs De juiste V-opening van de matrijs moet worden gekozen op basis van de plaatdikte. De luchtbuigtabel hierboven toont de optimale relatie tussen de metaaldikte en de V-openingbreedte.
Andere factoren zijn echter van invloed op de keuze van de V-breedte, zoals de lengte van de flens, de buigradius aan de binnenkant, de tonnage van de kantpers en de capaciteit van het gereedschap.
Wat is de beste verhouding tussen metaaldikte en v-opening?
Materiaal Dikte (t)mm
0.5-2.5
3.0-8.0
9.0-10.0
≥12.0
V-breedte
6xt
8xt
10xt
12xt
Wat is luchtbuigen bij plaatbewerking?
Luchtbuigen in plaatbewerking is een techniek die gebruikt wordt om bochten te maken in metalen platen zonder dat het metaal volledig contact maakt met de matrijs. Bij dit proces wordt een afkantpers gebruikt die is uitgerust met een stempel en een V-vormige of U-vormige matrijs. De pons drukt op het plaatmetaal en duwt het in de matrijs, maar stopt voordat hij de bodem bereikt, waardoor er een spleet ontstaat tussen het metaal en de matrijs. Deze ruimte, of "luchtspleet", zorgt voor flexibiliteit in het bereiken van verschillende buighoeken zonder dat het metaal zich volledig voegt naar de vorm van de matrijs.
De belangrijkste onderdelen van luchtbuigen zijn de pons en matrijs, die de vorm en grootte van de buiging bepalen, en de luchtspleet, die de flexibiliteit biedt die nodig is voor verschillende hoeken en radii. Het proces begint met het instellen van de stempel en matrijs op basis van het type, de dikte en de vereiste buighoek van de metalen plaat. De plaat wordt dan op de matrijs geplaatst en uitgelijnd met de pons. Terwijl de stempel naar beneden gaat, buigt hij het metaal in de matrijs, waarbij hij kort voor de bodem stopt om de luchtspleet te creëren.
Luchtbuigen biedt verschillende voordelen, zoals flexibiliteit in het produceren van een reeks buighoeken met dezelfde matrijsopstelling, snellere productieruns, lagere gereedschapskosten en betere controle over het buigproces. Het heeft echter ook een aantal nadelen, waaronder minder nauwkeurigheid in vergelijking met onderbuigen en de mogelijkheid van terugvering, waarbij het metaal na het buigen gedeeltelijk terugkeert naar zijn oorspronkelijke vorm. Deze terugvering kan worden beheerst door overbuigen of door gebruik te maken van adaptieve vervormingstechnologie.
Over het algemeen is luchtbuigen een veelzijdige en efficiënte methode die geschikt is voor productieruns waarbij een hoge precisie niet kritisch is en voor het maken van onderdelen met verschillende buighoeken zonder dat de matrijs vaak moet worden vervangen.
Hoe bereken je de buigkracht die nodig is voor luchtbuigen?
Om de buigkracht te berekenen die nodig is voor luchtbuigen bij metaalbewerking, moet je rekening houden met een aantal belangrijke factoren, waaronder materiaaleigenschappen, de geometrie van de buiging en het gebruikte gereedschap. De buigkracht ( F ) kan worden berekend met de volgende formule:
Waar:
( F ) is de buigkracht in kN of ton.
( TS ) is de treksterkte van het materiaal in kg/mm².
( s ) is de materiaaldikte in mm.
( L ) is de buiglengte in mm.
( V ) is de matrijsopening in mm.
Als je bijvoorbeeld zacht staal buigt met een treksterkte van 45 kg/mm², een dikte van 2 mm, een buiglengte van 100 mm en je gebruikt een matrijsopening van 6 mm, dan zou de berekening als volgt zijn:
Bijkomende overwegingen zijn de inwendige straal en de minimale buigstraal. De inwendige straal kan worden geschat met de formule:
Overweeg voor nauwkeurige berekeningen, vooral met verschillende materialen:
Waarbij ( TS_{baseline}} ) vaak 60.000 PSI is voor zacht staal. De minimale buigradius zorgt ervoor dat de bocht geen scheuren veroorzaakt, berekend als:
Het gebruik van luchtbuigkrachttabellen en calculators vereenvoudigt het proces door voorgecalculeerde waarden te geven voor veelvoorkomende materialen en matrijsopeningen. Met deze tools kunnen gebruikers specifieke parameters invoeren en direct de vereiste buigkracht verkrijgen, wat zorgt voor veilige en nauwkeurige metaalbewerkingen.
Welke factoren beïnvloeden de minimale buigbare flenslengte?
Verschillende factoren zijn van invloed op de minimale buigbare flenslengte bij luchtbuigen, vooral wanneer een luchtbuigkrachttabel wordt gebruikt.
Ten eerste is de materiaaldikte cruciaal; over het algemeen moet de flenslengte minstens vier keer de materiaaldikte zijn. Voor een plaat van 2 mm dik is bijvoorbeeld een minimale flenslengte van 8 mm nodig.
Ten tweede is de buigradius, die wordt bepaald door de V-opening in de matrijs, ook van invloed op de flenslengte. Bij een grotere buigradius is meestal een langere flenslengte nodig om goed te kunnen buigen.
Ten derde leggen de matrijsopening en de geometrie van het gereedschap minimale buigafmetingen op. De lengte van de flens moet voldoende zijn om na het vormen de bovenkant van de matrijs te bereiken.
Hoewel de K-factor zelf niet direct de flenslengte bepaalt, is deze wel essentieel voor het berekenen van de buigtoeslag, die van invloed is op het totale vlakke patroon en dus ook op de flenslengte.
Een veelgebruikte formule om de minimaal aanvaardbare flenshoogte te bepalen is:
Bovendien is de minimale afstand tussen het gat en de bocht, hoewel niet direct gerelateerd aan de flenslengte, belangrijk om vervorming te voorkomen en indirect van invloed op het flensontwerp.
Tot slot helpt het naleven van industriële richtlijnen en toleranties, zoals een tolerantie van +/- 1 graad op buighoeken en consistente buigradiussen, bij het behouden van uniformiteit en verzekert voldoende flenslengtes voor succesvol buigen.
Door rekening te houden met deze factoren kunnen ontwerpers en fabrikanten de minimale buigbare flenslengte nauwkeurig bepalen, wat leidt tot succesvolle en consistente plaatbewerking.
Hoe beïnvloedt de matrijsopening (V) het buigproces?
De matrijsopening (V) bij luchtbuigen speelt een cruciale rol bij het bepalen van verschillende belangrijke aspecten van het buigproces. Ten eerste heeft deze direct invloed op de binnenste buigradius, waarbij een grotere V-matrijsopening resulteert in een grotere buigradius. Dit is meestal ongeveer 16-20% van de matrijsopeningbreedte voor materialen zoals 60 KSI koudgewalst staal en roestvast staal.
Een veelgebruikte richtlijn, bekend als de "Regel van Acht", suggereert dat de V-matrijsopening acht keer de materiaaldikte moet zijn, hoewel dit kan variëren van 6 tot 12 keer afhankelijk van specifieke omstandigheden. De grootte van de matrijsopening beïnvloedt ook de spanningsverdeling in het materiaal; een kleinere matrijsopening creëert een kleinere buigradius, waardoor de trekspanning op de buitenste laag toeneemt en de drukspanning op de binnenste laag, wat kan leiden tot materiaalvervorming of scheuren als de spanningen de sterkte van het materiaal overschrijden.
Terugvering, de neiging van het materiaal om na het buigen gedeeltelijk terug te keren naar zijn oorspronkelijke vorm, wordt ook beïnvloed door de V-matrijsopening. Een grotere matrijsopening resulteert meestal in een grotere terugvering, waardoor meer buigen nodig is om de gewenste hoek te bereiken. Bovendien heeft de matrijsopening invloed op het tonnage of de kracht die nodig is voor het buigen, waarbij voor dikkere materialen en kleinere radii meer kracht nodig is.
Tot slot worden de precisie en productiviteit van het buigproces beïnvloed door de V-die opening. Luchtbuigen, waarbij een V-die wordt gebruikt, is over het algemeen minder nauwkeurig dan onderbuigen of coinen, maar biedt een hogere productiviteit en flexibiliteit, omdat er minder gereedschapwissels nodig zijn en er verschillende profielen kunnen worden geproduceerd met verstelbare gereedschappen.
Kan luchtbuigen worden gebruikt voor alle soorten materialen?
Luchtbuigen kan worden gebruikt voor een grote verscheidenheid aan materialen, maar de geschiktheid hangt af van de specifieke eigenschappen van elk materiaal. Het is effectief voor materialen zoals aluminium, roestvrij staal, koolstofstaal, koper en sommige kunststoffen. Aluminium is bijvoorbeeld zeer buigzaam en vervormbaar, waardoor het een goede kandidaat is voor luchtbuigen. Roestvast staal is ook geschikt, maar vertoont een hogere mate van terugvering, waardoor aanpassingen in het buigproces nodig zijn. Koolstofstaal kan ook luchtgebogen worden, maar er moet rekening gehouden worden met variaties in dikte en korrelrichting.
Er zijn echter beperkingen waar je rekening mee moet houden. Luchtbuigen vereist over het algemeen minder kracht dan andere buigmethoden zoals coining, maar kan minder nauwkeurig zijn. De keuze van het gereedschap en de matrijsopening is cruciaal voor het bereiken van de gewenste buighoek en radius. Variaties in materiaaldikte kunnen de buighoek aanzienlijk beïnvloeden en terugvering is een veel voorkomend probleem dat per materiaal verschilt. Bovendien kan buigen loodrecht op de korrelrichting het risico op scheuren en vervorming verminderen.
Hoewel luchtbuigen veelzijdig is en geschikt voor een groot aantal materialen, is het niet universeel toepasbaar. Het succes van luchtbuigen hangt af van de zorgvuldige selectie van materialen, het juiste gereedschap en een grondige kennis van de materiaaleigenschappen. Voor toepassingen die een hoge precisie of nauwe toleranties vereisen, zijn andere methodes wellicht geschikter.
Welke veiligheidsmaatregelen moeten worden genomen tijdens het buigen?
Bij het uitvoeren van buigbewerkingen met lucht op een afkantpers moeten er verschillende belangrijke veiligheidsmaatregelen worden genomen om de veiligheid van de operators en de integriteit van de apparatuur te waarborgen. Ten eerste moeten operators altijd de juiste persoonlijke beschermingsmiddelen (PPE) dragen, waaronder een veiligheidsbril, handschoenen en werkschoenen, om zich te beschermen tegen verwondingen door scherpe metalen randen en andere gevaren.
Voordat je de machine start, is het essentieel om deze grondig te inspecteren. Controleer de elektrische aansluitingen, het peil van de hydraulische vloeistof en controleer op schade zoals scheuren of breuken. Regelmatig onderhoud van de apparatuur, inclusief hydraulische systemen, is cruciaal om ongelukken te voorkomen. Bestuurders moeten de gebruiksaanwijzing lezen en begrijpen om vertrouwd te raken met de werking en de principes van de machine.
Het werkgebied moet vrij worden gehouden van onnodig personeel en apparatuur om de kans op ongelukken te verkleinen. De juiste plaatsing van het plaatmateriaal, parallel aan de buigmachine, is cruciaal voor een veilige werking. Een onjuiste plaatsing kan ertoe leiden dat de plaat de operator raakt en letsel veroorzaakt.
Het gebruik van relingen om het buigwerkgebied te isoleren en de implementatie van visueel beheer voor veiligheidsomstandigheden worden aanbevolen. Moderne veiligheidsvoorzieningen zoals lichtschermen of Active Optoelectronic Protective Devices (AOPD) kunnen voorkomen dat operators te dicht bij de gevarenzone komen en indien nodig de machine stoppen.
Het is essentieel om regelmatig risicobeoordelingen uit te voeren en ervoor te zorgen dat operators een training krijgen, bij voorkeur van een ervaren technicus, voordat ze de machine voor het eerst gebruiken. Elektrische veiligheidsmaatregelen, zoals ervoor zorgen dat de apparatuur een aardaansluiting (PE) heeft en contact met elektrische apparatuur met natte handen vermijden, zijn van cruciaal belang.
Bijkomende voorzorgsmaatregelen zijn het vermijden van het te hoog stapelen van materiaal, het schoonhouden van het werkoppervlak en het voorzichtig omgaan met natte metalen platen omdat ze glad zijn. Zorg ervoor dat de machine goed gesmeerd is voor gebruik om schade aan de rollen of het materiaal te voorkomen.
Door deze veiligheidsmaatregelen in acht te nemen, kunnen operators de risico's die gepaard gaan met het buigen van lucht aanzienlijk beperken en een veilige en efficiënte werkomgeving behouden.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe je nauwkeurig de buigkracht berekent die nodig is voor plaatbewerking? In deze inzichtelijke blogpost verkennen we de fijne kneepjes van het berekenen van buigkracht,...
Welke invloed heeft de grootte van de onderste matrijsopening op de uiteindelijke afmetingen van metalen onderdelen bij luchtbuigen? Deze vraag is cruciaal voor het garanderen van precisie bij metaalbewerking. De...
Heb je je ooit afgevraagd waarom staal soms scheurt tijdens het buigen? In dit artikel verkennen we de fascinerende wereld van de buigtechnologie van staal en ontdekken we de redenen achter veelvoorkomende gebreken zoals hoek- en...
Heb je je ooit afgevraagd hoe verschillende materialen het buigen van plaatwerk beïnvloeden? In dit inzichtelijke artikel deelt een ervaren werktuigbouwkundig ingenieur zijn expertise over de invloed van materiaalsoorten, dikte en...
Plaatbewerkers en ontwerpers opgelet! Worstel je met het bepalen van de optimale buigradius voor je projecten? Zoek dan niet verder! In deze blogpost duiken we in de...
Heb je je ooit afgevraagd wat de kunst en wetenschap is achter het vormen van metalen platen tot complexe vormen? In deze boeiende blogpost duiken we diep in de fascinerende wereld van...
Stelt u zich eens voor dat u plaatmetaal zou kunnen buigen zonder ook maar één markering of kras achter te laten. In dit artikel verkennen we innovatieve technieken voor het buigen van plaatwerk zonder markeringen, waarbij we uitdagingen zoals wrijving, materiaalhardheid en...
Heb je ooit uitdagingen ondervonden bij het buigen van roestvrijstalen platen? Dit artikel ontrafelt de complexiteit van het buigen van roestvast staal, van de benodigde kracht tot de invloed van terugvering. Lees meer...
Heb je je ooit afgevraagd hoe metalen onderdelen in verschillende vormen worden gebogen? In dit fascinerende artikel gaan we dieper in op de kunst en wetenschap van het buigen in metaalstansen. Onze expert...