In this blog post, we’ll explore the fascinating world of air bending and the force charts that make it possible. Join us as we delve into the science behind this crucial process and discover how it shapes the products we use every day. Get ready to marvel at the ingenuity and precision that goes into every bend.
Our air bending force chart, based on the experience data of customers from various industries worldwide, provides an authoritative guide to help you easily determine the minimum bending pressure, minimum flange length, and bending radius corresponding to different V openings when bending mild steel and stainless steel.
With this chart, you can save time and increase efficiency in your bending process.
Additionally, our press brake tonnage calculator can assist you in calculating the required bending force for your specific sheet metal product.
We understand the importance of selecting the most appropriate V-opening, and our chart shows the optimum relationship between metal thickness and V-opening width.
Air Bending Principles
Tonnage Requirements
Air bending is the preferred method of forming sheet material with a punch and die combination. Lower forming tonnage allows press brakes of lower capacity to manufacture the formed parts.
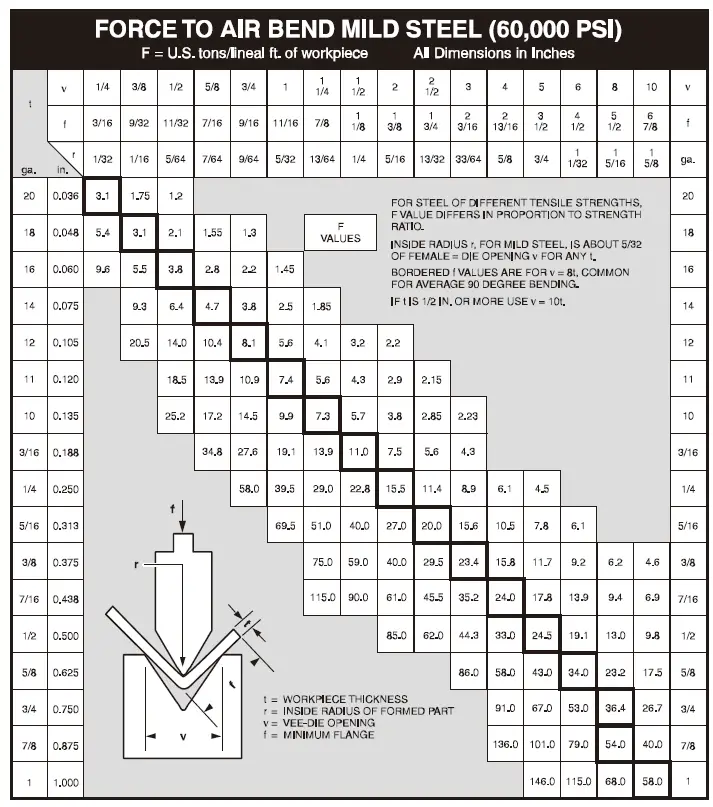
Figure below details the relationship between material thickness and die opening for a specified material tensile strength of 60,000 PSI. Note that as the tensile strength of most mild steels in North America exceed 60,000 PSI, higher tonnage values may be required.
Tonnage Chart
Note: The above chart illustrates the appropriate tonnage values to air bend mild steel with 60,000 PSI tensile properties. It must be noted that most North American steel mills are producing harder metals with typical mechanical properties of 44,000 PSI yield and up to 80,000 PSI tensile strengths. The tonnage values required to form these metals are substantially higher and must be taken into consideration in the selection of a press brake.
Die to Material Thickness Ratios
Standard industry practice for sizing the die opening is: eight times material thickness when less than 1/2”, ten times material thickness when 1/2” and greater.
For material in a heat treated condition, some material data sheets may specify larger die openings to prevent the formed shape from cracking.
For gauge sheet material and light plate, the punch radius is typically equal to the material thickness. For heavy plate, the punch radius is normally one and a half to three times the material thickness, depending on the properties of the plate being formed.
Air Bending Force Chart Background
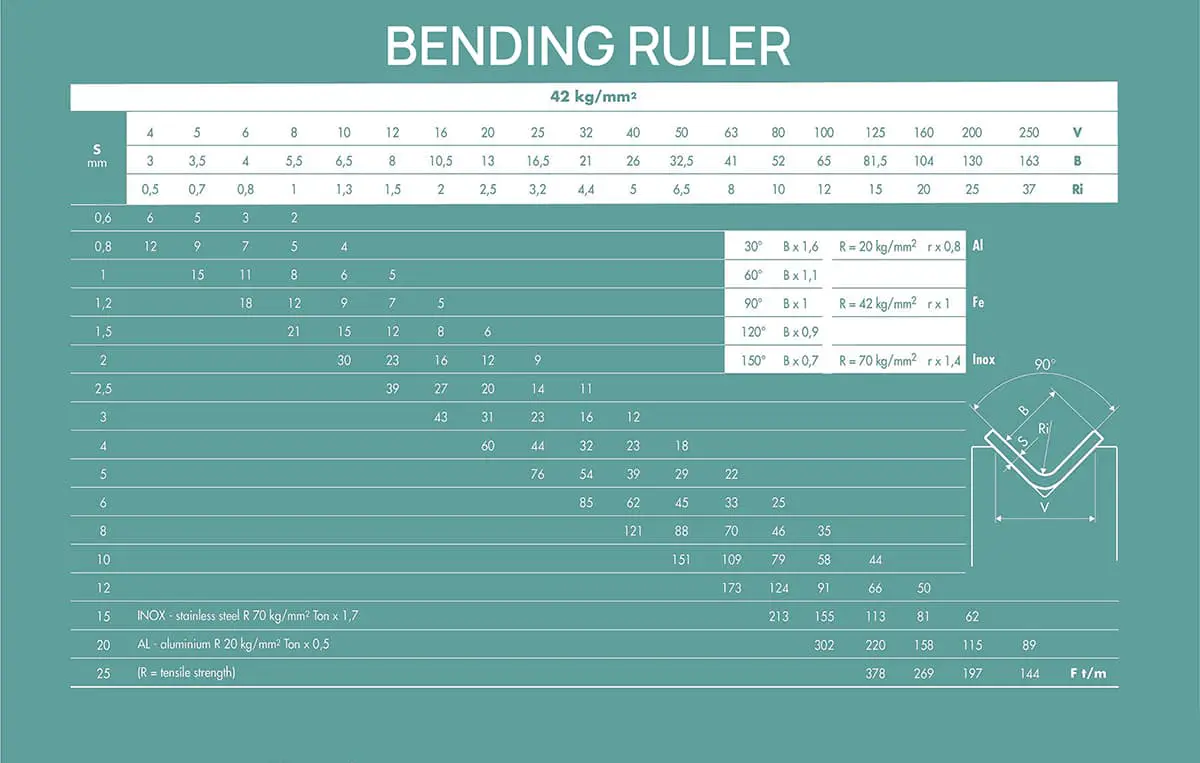
The air bending force chart records the standard lower die V width and the required bending force corresponding to the bending of different sheet metals and has become a general industry specification.
However, there was no such specification at first.
At that time, Amada collected and summarized the experience data of customers from various industries worldwide and finally made the following authoritative bending force chart for the bending process.
Through this bending force chart, you can easily determine the minimum bending pressure, minimum flange length, and bending radius corresponding to different V openings when bending mild steel and stainless steel.
You can also use our press brake tonnage calculator to calculate the required bending force for your sheet metal products.
FAQs About Air Bending Force Chart
How to Read the Air Bending Force Chart?
You can get the following information from the air bending force chart above if the data of the metal thickness and bending inner raidus are known:
Required bending force to bend metal sheet of 1 meter length
V-opening width
Minimum flange length
How to Select the Most Appropriate V-Opening?
The V-opening refers to the distance across the lower die mouth, and the appropriate V-opening of the die should be selected according to the sheet metal thickness. The air bending chart above shows the optimum relationship between the metal thickness and V-opening width.
However, other factors will affect the selection of the V-width, including flange lengths, inner bending radius, press brake tonnage, and the capacity of the tooling.
What Is the Best Relationship Between Metal Thickness and v Opening?
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered how to accurately calculate the bending force required for sheet metal fabrication? In this insightful blog post, we'll explore the intricacies of bending force calculation, drawing…
How does the size of the lower die opening affect the final dimensions of metal parts in air bending? This question is crucial for ensuring precision in metal fabrication. The…
Have you ever struggled with sheet metal bending problems that left you scratching your head? In this insightful blog post, an experienced mechanical engineer shares their expertise on tackling common…
Have you ever wondered how intricate the designs of bending dies can get? This article dives into the structural designs of common bending dies, from V-shaped to Z-shaped, explaining their…
How do you achieve precise bends in sheet metal? Understanding the molds and techniques behind this process is crucial. This article delves into various bending methods, from free bending to…
Attention all sheet metal fabricators and designers! Are you struggling to determine the optimal bending radius for your projects? Look no further! In this blog post, we'll dive into the…
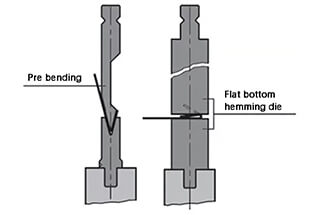
How can we transform thin sheets of metal into strong, smooth-edged components? The answer lies in the fascinating process of hemming bending. This article explores four effective techniques, from flat…
Imagine bending sheet metal without leaving a single mark or scratch. In this article, we explore innovative techniques for mark-free sheet metal bending, addressing challenges like friction, material hardness, and…
Ever wondered how sheet metal is expertly bent into intricate shapes? This article explores six types of press brake bending processes—folding, wiping, air bending, bottoming, coining, and three-point bending. You'll…