Formazione della saldatura: Impatto della direzione e dell'angolo
In che modo la direzione e l'angolo di saldatura influiscono sulla formazione della saldatura? La comprensione di questi fattori è fondamentale per ottenere una qualità di saldatura ottimale. Questo articolo esplora i concetti di base della direzione e dell'angolo di saldatura, i loro effetti sulla formazione della saldatura e le applicazioni pratiche per le diverse tecniche di saldatura. Alla fine, capirete come la variazione di questi parametri possa influenzare la profondità, la larghezza e la qualità complessiva delle vostre saldature, assicurando un migliore controllo e una maggiore precisione nei vostri progetti di saldatura.
1.Caratteristiche della direzione e dell'angolo di saldatura
1.1 Concetti di base
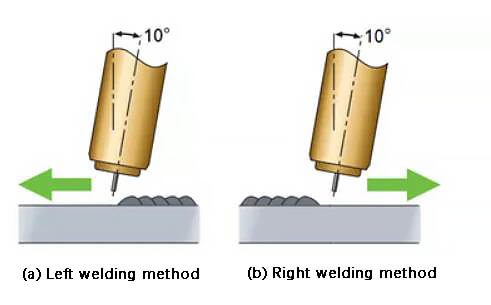
Per il gas metallo saldatura ad arcoQuando l'operatore impugna la pistola di saldatura con la mano destra, la saldatura viene generalmente eseguita da destra a sinistra. Si tratta del cosiddetto "metodo di saldatura a sinistra", poiché l'ugello della pistola di saldatura si trova a un angolo ottuso (>90°) rispetto alla direzione di saldatura.
Al contrario, quando si salda da sinistra a destra con un angolo acuto (<90°) tra l'ugello della pistola di saldatura e la direzione di saldatura, si parla di "metodo di saldatura a destra".
Se l'operatore tiene la pistola di saldatura con la mano sinistra, la direzione di saldatura viene invertita.
La Figura 1 fornisce una rappresentazione visiva dei metodi di saldatura destro e sinistro.
Fig. 1 Schema del metodo di saldatura sinistro e del metodo di saldatura destro
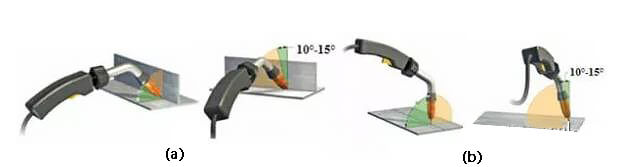
L'angolo tra l'asse della pistola di saldatura e la superficie della saldatura è detto "angolo di lavoro". Nel piano in cui si trovano l'asse della pistola di saldatura e la direzione di saldatura, l'angolo tra l'asse della pistola di saldatura e una linea retta perpendicolare alla direzione di saldatura è chiamato "angolo di camminamento".
La Figura 2 (a) illustra l'angolo di lavoro e l'angolo di camminata per un saldatura a filetto, mentre la Figura 2 (b) illustra l'angolo di lavoro e l'angolo di camminamento per una saldatura di testa.
(a) Angolo di lavoro e angolo di avanzamento della saldatura a filetto (giunto a T)
(b) Angolo di lavoro e angolo di avanzamento della saldatura di testa (giunto di testa)
Fig. 2 Schema dell'angolo di lavoro e dell'angolo di camminamento
In genere, l'angolo di lavoro di una saldatura a filetto è di 45°, mentre quello di una saldatura di testa è di 90°.
L'angolo di camminamento può essere ulteriormente classificato in "angolo di spoglia" e "angolo di caster" in base alla direzione di saldatura. Quando si salda in direzione destra, si parla di "angolo di caster", mentre quando si salda in direzione sinistra, si parla di "angolo di rake".
1.2 Effetto sulla formazione della saldatura
Quando la direzione e l'angolo di saldatura variano, cambia anche il comportamento dell'arco e della saldatura.
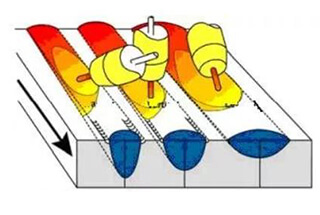
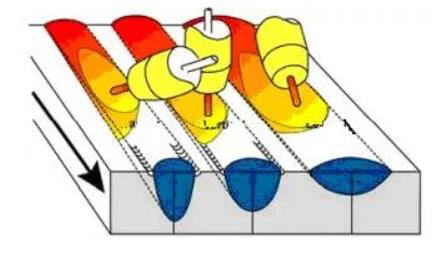
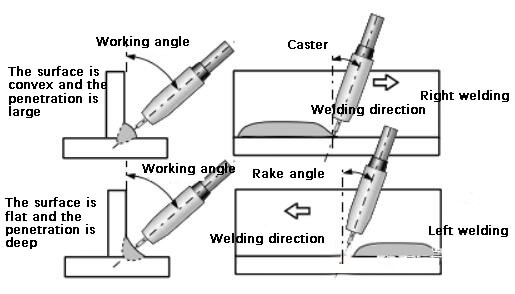
Durante la saldatura a destra, la maggior parte dell'arco agisce direttamente sul pezzo saldato, mentre durante la saldatura a sinistra la maggior parte dell'arco agisce sul bagno liquido fuso. Di conseguenza, in presenza di corrente di saldatura, tensione dell'arco e velocità di saldaturaLa larghezza e la profondità della saldatura possono essere diverse.
La Figura 3 fornisce una rappresentazione visiva di come la direzione e l'angolo di saldatura influenzino la formazione della saldatura.
(a) Schema dell'influenza della direzione di saldatura di testa e dell'angolo di avanzamento sulla formazione della saldatura.
(b) Diagramma dell'influenza della direzione di saldatura del filetto e dell'angolo di avanzamento sulla formazione della saldatura.
Fig. 3 Schema della direzione e dell'angolo di saldatura e della loro influenza sulla formazione del cordone.
Oltre a influenzare la formazione della saldatura, la direzione di saldatura e l'angolo di camminamento hanno anche un impatto sulla visione del bagno di saldatura da parte del saldatore, sulle dimensioni degli spruzzi e sull'efficacia della schermatura a gas.
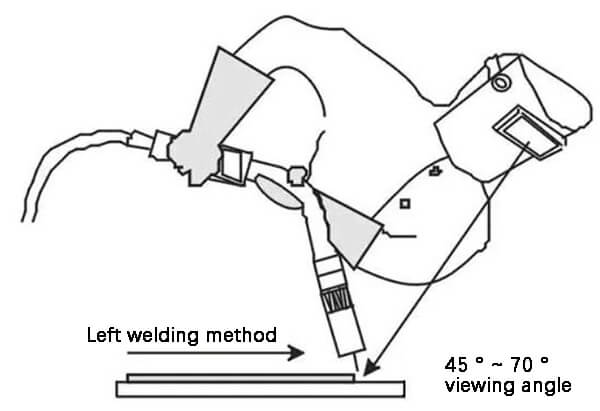
Quando si salda con la mano sinistra, il saldatore dovrebbe osservare l'arco di saldatura e il bagno di saldatura da un lato dell'arco di saldatura con un'angolazione compresa tra 45° e 70°, in modo da monitorare più facilmente la fusione dell'estremità del filo di saldatura e i cambiamenti nel bagno di saldatura.
Tuttavia, quando si salda nella giusta direzione, la presenza della pistola di saldatura ostruisce la linea visiva del saldatore, rendendo più difficile l'esecuzione della saldatura.
La Figura 4 illustra in modo schematico l'angolo di visuale ottimale per il saldatore durante la saldatura a sinistra (per un saldatura in piano posizione).
Fig. 4 Prospettiva della saldatura a sinistra (posizione di saldatura in piano) operatore
Quando l'angolo di camminamento è ampio, è più facile che l'aria venga aspirata nella saldatura, con conseguente formazione di pori. Per evitare questo inconveniente, l'angolo di camminamento verso il basso è generalmente impostato su 10°-15°.
Inoltre, anche la direzione della saldatura influisce sulle dimensioni degli spruzzi prodotti durante il processo. La saldatura a sinistra produce in genere spruzzi più grandi, mentre la saldatura a destra produce spruzzi più piccoli.
2. Applicazione della direzione e dell'angolo di saldatura
Dato l'impatto significativo della direzione e dell'angolo di saldatura su fattori quali la formazione della saldatura, le dimensioni degli spruzzi e la schermatura del gas, nella produzione effettiva di saldatura vengono utilizzate diverse direzioni di saldatura in base a requisiti tecnici e fattori situazionali.
A titolo di riferimento, viene fornita una tabella che illustra le applicazioni pratiche tipiche delle varie direzioni di saldatura.
Tabella - Applicazione pratica della direzione di saldatura
Applicazione
Metodo di saldatura corretto
Metodo di saldatura a sinistra
Saldatura in piano
foglio
Non è adatto, perché la penetrazione di grandi dimensioni è facile da bruciare.
Adatto, perché la profondità di cottura è bassa e la saldatura è piatta.
piastra
Adatto, perché in grado di garantire una buona fusione
Non adatto, a causa della scarsa penetrazione, la penetrazione non può essere garantita.
Saldatura trasversale
Saldatura a passata singola
Non è adatto perché le saldature strette e profonde tendono a formare saldature convesse.
Adatto, perché è facile ottenere saldature larghe e piatte.
Saldatura a più passate
Adatto per la saldatura di supporto e la saldatura di riempimento
Adatto per la saldatura di coperture
Saldatura verticale verso l'alto
arbitrariamente
inadatto
in forma
Saldatura verticale verso il basso
arbitrariamente
in forma
inadatto
3. Conclusione
3.1 Il metodo di saldatura a sinistra è caratterizzato da una penetrazione poco profonda e da un ampio cordone di saldaturae questo lo rende adatto alla saldatura di lamiere sottili. D'altra parte, il metodo di saldatura a destra è noto per la sua penetrazione profonda e per la sua stretta cordone di saldaturache lo rende ideale per la saldatura di lamiere medie e pesanti.
3.2 Un angolo di calpestio ridotto determina una profondità di fusione elevata e un'efficace protezione del bagno di fusione. Al contrario, un angolo di camminamento ampio porta a una penetrazione poco profonda e a una scarsa protezione del bagno di saldatura. Per ottenere risultati ottimali, si raccomanda un angolo di calpestio compreso tra 10° e 15° per garantire una buona protezione del bagno di saldatura.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Per ottenere una saldatura impeccabile non basta solo l'abilità, ma è necessario padroneggiare l'interazione tra tensione e corrente. Questi due parametri sono la linfa vitale della saldatura e determinano...
Vi siete mai chiesti perché le strutture saldate a volte falliscono nonostante il loro aspetto robusto? Questo articolo si addentra nelle sfide nascoste della saldatura, esplorando come il riscaldamento e il raffreddamento non uniformi possano...
Le deformazioni di saldatura nell'acciaio inossidabile possono causare problemi significativi nella fabbricazione dei metalli. L'articolo esplora vari metodi per controllare e correggere queste deformazioni, come l'uso di piastre di rame,...
La saldatura del rame e delle sue leghe rappresenta una sfida unica a causa della loro elevata conducibilità termica e della tendenza a creparsi. Questo articolo tratta le varie tecniche di saldatura, i materiali e i metodi di preparazione essenziali...
Perché alcune saldature riescono mentre altre falliscono? Il segreto sta nella comprensione del processo termico di saldatura. Questo articolo approfondisce gli aspetti critici di come il calore influisce sul metallo durante...
E se si potessero saldare i metalli senza alcun calore, semplicemente applicando una pressione? La saldatura a pressione a freddo fa proprio questo, ottenendo un legame solido premendo insieme i metalli a...
Vi siete mai chiesti come saldare insieme due dei metalli più difficili, il rame e l'acciaio inossidabile? Questo articolo illustra le complessità della saldatura di questi metalli dissimili,...
Vi siete mai chiesti come si fa a unire in modo impeccabile lamiere sottili in macchinari complessi? Questo articolo esplora l'affascinante mondo delle tecniche di saldatura, dalla saldatura ad arco manuale al MIG e...
Immaginate di essere in un'officina, circondati dallo sfrigolio e dalle scintille delle torce di saldatura. Vi siete mai chiesti cosa rende un metodo di saldatura diverso da un altro? Questo articolo vi porta...