Wattaggio della taglierina laser: come selezionare la potenza del laser?
Vi siete mai chiesti come fanno le frese laser a tagliare il metallo come se fosse burro? Questo articolo esplora l'affascinante mondo del wattaggio delle frese laser e il suo impatto sulla velocità di taglio e sulla compatibilità dei materiali. Scoprite come scegliere il giusto livello di potenza per i vostri progetti e massimizzare l'efficienza. Preparatevi a svelare i segreti della tecnologia di taglio laser!
Le taglierine laser sono una tecnologia versatile e precisa, utilizzata per tagliare e incidere un'ampia gamma di materiali. Queste macchine sofisticate integrano componenti hardware avanzati con software specializzati per ottenere risultati di alta precisione. Un fattore critico delle prestazioni di un plotter laser è la sua potenza di uscita, tipicamente misurata in watt.
Potenza della taglierina laser
Il wattaggio dei laser cutter, espresso in watt (W), quantifica la capacità della macchina di tagliare materiali di diverso spessore e densità. I requisiti di potenza variano notevolmente a seconda dell'applicazione specifica, delle proprietà del materiale e della velocità di taglio desiderata. Ad esempio:
Il taglio di carta o di materiali plastici sottili può richiedere solo 10-40W.
L'incisione o il taglio di lastre acriliche richiede in genere 40-100W.
La lavorazione del legno o dei pannelli di fibra a media densità (MDF) richiede spesso 100-150W.
Il taglio di metalli sottili come l'acciaio inossidabile (fino a 1 mm) può richiedere 150-500 W.
Il taglio di metalli più spessi o la lavorazione ad alta velocità possono richiedere oltre 1000W, con sistemi industriali di taglio dei metalli che raggiungono i 6000W o più.
È importante notare che, mentre un wattaggio più elevato consente generalmente di tagliare materiali più spessi o di raggiungere velocità di lavorazione più elevate, altri fattori come la qualità del fascio, il diametro di messa a fuoco e il gas di assistenza svolgono un ruolo cruciale nel determinare le prestazioni e la qualità di taglio complessive.
II. Ruolo della potenza nel taglio laser
La potenza di taglio laser è un parametro critico che influenza in modo significativo l'efficienza, la capacità e le prestazioni complessive del processo di taglio. Ha un impatto diretto sulla velocità di taglio, sulla compatibilità dei materiali e sull'idoneità del progetto. Questa sezione esamina l'intricata relazione tra potenza e velocità di taglio, discute i livelli di potenza ottimali per vari materiali e fornisce approfondimenti sulle considerazioni relative al wattaggio per applicazioni specifiche.
Impatto della potenza sulla velocità di taglio
La potenza di uscita di una fresa laser è un fattore determinante per la sua velocità di taglio. Livelli di potenza più elevati consentono velocità di taglio più elevate, in quanto forniscono più energia al pezzo per unità di tempo. Questa maggiore densità di energia consente una più rapida vaporizzazione o fusione del materiale, con conseguente accelerazione della progressione del taglio.
Ad esempio, un laser in fibra da 4kW può tagliare acciaio dolce da 1mm a velocità fino a 20 m/min, mentre un sistema da 10kW può raggiungere velocità fino a 50 m/min per lo stesso materiale. Tuttavia, è fondamentale notare che la relazione tra potenza e velocità non è sempre lineare e può essere influenzata da fattori quali le proprietà del materiale, la pressione del gas di assistenza e la posizione del punto focale.
Al contrario, livelli di potenza inferiori possono richiedere velocità di taglio ridotte o più passate per ottenere la qualità di taglio desiderata. Questo compromesso tra potenza e velocità sottolinea l'importanza di selezionare un livello di potenza adeguato per ottimizzare la produttività e l'efficienza delle operazioni di taglio laser.
Livelli di potenza per diversi materiali
Il wattaggio di un plotter laser è un fattore chiave per determinare le sue capacità di lavorazione dei materiali, compresi i tipi di materiali che può tagliare e i loro spessori massimi. Le seguenti linee guida forniscono una panoramica più completa dei requisiti di potenza per i vari materiali:
30-100 watt: Adatta a materiali non metallici come carta, cartone, plastica sottile (fino a 3 mm), tessuti leggeri e impiallacciature di legno sottili. Ideale per applicazioni di incisione su varie superfici.
100-300 watt: Efficace per tagliare materiali non metallici più spessi, tra cui acrilico (fino a 10 mm), pannelli di fibra a media densità (MDF) fino a 6 mm, compensato fino a 8 mm e pelle. Può anche marcare e incidere su alcuni metalli.
300-500 watt: In grado di tagliare legno più spesso (fino a 15 mm), plastica (fino a 15 mm) e metalli sottili come alluminio (fino a 1,5 mm) e acciaio dolce (fino a 3 mm). Adatto per applicazioni di taglio non metalliche più impegnative.
500-1000 watt: Gestisce un'ampia gamma di materiali, tra cui plastiche più spesse (fino a 25 mm), legno (fino a 25 mm) e metalli come l'acciaio inossidabile (fino a 6 mm) e l'acciaio dolce (fino a 10 mm).
1000-6000 watt: Ideale per il taglio di metalli pesanti, tra cui acciaio inox fino a 25 mm, acciaio dolce fino a 30 mm e alluminio fino a 15 mm. Questi sistemi sono comunemente utilizzati nella produzione industriale.
6000+ watt: Sistemi ad altissima potenza in grado di tagliare lastre metalliche spesse (oltre 30 mm per l'acciaio) ad alta velocità. Utilizzati in applicazioni industriali specializzate e nella lavorazione pesante.
Quando si sceglie il wattaggio di un laser cutter, è fondamentale considerare non solo il tipo e lo spessore del materiale, ma anche fattori quali la qualità di taglio desiderata, il volume di produzione e le potenziali esigenze future. Una potenza insufficiente può causare tagli incompleti, scarsa qualità dei bordi o zone eccessivamente colpite dal calore, mentre una potenza eccessiva può provocare danni al materiale, ridurre la precisione o consumare inutilmente energia.
III. Come selezionare il wattaggio del laser?
I materiali tagliati dalla macchina per il taglio laser in fibra sono metalli, principalmente acciaio inossidabile, acciaio al carbonio, alluminio, ottone, ecc.
Lo spessore di taglio che si può ottenere aumenta con l'aumentare del numero di potenza del laser.
La potenza di una macchina per il taglio laser in fibra dipende principalmente dalla sorgente laser. Sul mercato, 2000W e oltre sono generalmente indicati come alta potenza, la potenza tra 1000w-2000w è media e la potenza inferiore a 1000W è indicata come bassa potenza.
In termini di domanda attuale, il mercato ha una grande richiesta di macchine per il taglio laser in fibra da 2000W, in grado di soddisfare la maggior parte delle esigenze di taglio. La velocità di taglio superiore a 2000W può essere più veloce, ma il prezzo è anche più alto. La potenza del laser è uno dei fattori principali che influenzano direttamente il prezzo delle macchine da taglio laser.
Per le lamiere sottili in acciaio inox e acciaio al carbonio, è possibile utilizzare una macchina di taglio laser in fibra a bassa potenza per tagliare bene e, allo stesso tempo, garantire un'elevata velocità di taglio, che non solo assicura l'efficienza del lavoro, ma consente anche di risparmiare sui costi.
Pertanto, al momento dell'acquisto di una macchina per il taglio laser, dobbiamo scegliere in modo ragionevole in base ai nostri materiali metallici e allo spessore del materiale e non perseguire ciecamente una potenza elevata.
Naturalmente, se si devono tagliare sia lamiere spesse che sottili e la richiesta di capacità produttiva è elevata, una macchina di taglio laser ad alta potenza in una fascia di prezzo accessibile è la scelta migliore.
Regolando correttamente la velocità di taglio e cambiando il gas ausiliario, la macchina di taglio laser ad alta potenza può anche controllare bene la qualità del taglio.
Esistono prodotti diversificati per soddisfare le diverse esigenze degli utenti di macchine per il taglio laser in fibra.
Piccolo laser a fibra ottica Le macchine da taglio sono adatte soprattutto ai clienti dei settori della ferramenta, della cucina e del bagno.
Le macchine di taglio laser in fibra di media potenza sono generalmente scelte dai clienti nella pubblicità, lamierae dei telai.
Alta potenza macchine per il taglio laser in fibra sono necessari ai clienti dei settori aeronautico, aerospaziale, ferroviario, automobilistico e di altri settori.
La scelta della macchina per il taglio laser in fibra ad alta potenza dipende dalle esigenze personali di taglio dei clienti.
Esempio
Prendiamo come esempio per l'analisi i comuni 500W-1000W:
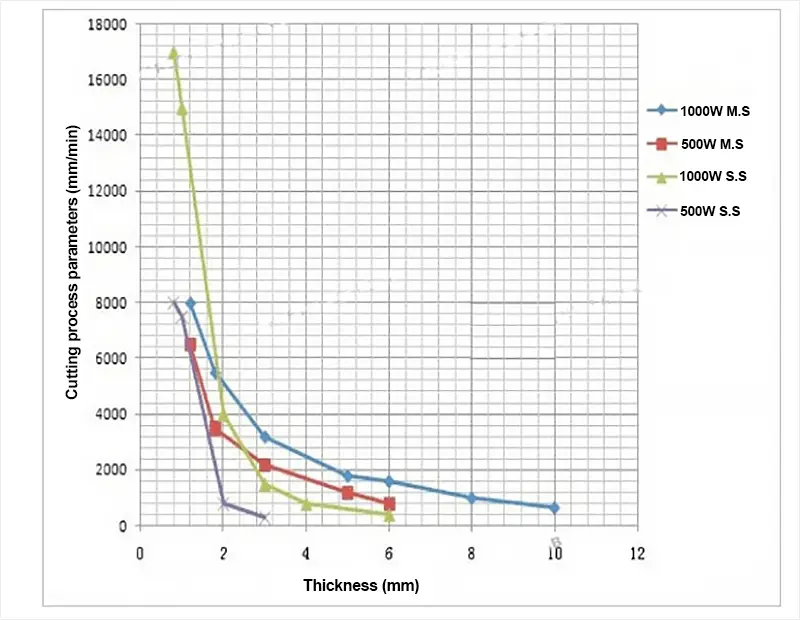
Confronto dei parametri del processo di taglio: Macchine da taglio laser in fibra da 500W vs 1000W
Acciaio al carbonio
La differenza di prestazioni tra le macchine di taglio laser in fibra da 500W e 1000W è evidente nella lavorazione dell'acciaio al carbonio.
Per le lamiere di acciaio al carbonio sottili (≤2 mm), una macchina da 500 W raggiunge una velocità massima di taglio di circa 6,6 m/min, mentre una macchina da 1000 W la eleva a circa 8 m/min, offrendo un aumento della produttività di 21%.
La disparità si accentua con i materiali più spessi. Per l'acciaio al carbonio da 6 mm, una macchina da 500 W opera a una velocità massima di taglio di 0,8 m/min, mentre una macchina da 1000 W raddoppia questa efficienza, raggiungendo 1,6 m/min. Questo aumento di velocità della 100% ha un impatto significativo sulla produzione di componenti in acciaio al carbonio più spessi.
Acciaio inox
Il divario di prestazioni aumenta ulteriormente quando si taglia l'acciaio inossidabile, un materiale noto per la sua maggiore conducibilità termica e riflettività rispetto all'acciaio al carbonio.
Per le lamiere di acciaio inox sottili (≤2 mm), una macchina da 500 W raggiunge una velocità di taglio massima di 8 m/min. Una macchina da 1000W, invece, più che raddoppia queste prestazioni, raggiungendo l'impressionante valore di 17 m/min - un aumento della velocità di taglio di 112,5%.
La differenza è ancora più evidente per l'acciaio inossidabile di medio spessore (circa 3 mm). Una macchina da 500 W opera a una velocità massima di 0,4 m/min, mentre una macchina da 1000 W raggiunge 1,4 m/min: un notevole aumento della velocità di taglio di 250%.
Questi confronti dimostrano chiaramente che una macchina per il taglio laser in fibra da 1000W offre vantaggi sostanziali in termini di velocità di taglio e produttività su vari spessori e tipi di materiale. La maggiore potenza non solo aumenta la velocità di taglio, ma consente anche una lavorazione più efficiente di materiali riflettenti come l'acciaio inossidabile. Per le operazioni di produzione che privilegiano l'alta produttività e la versatilità nella lavorazione dei materiali, la macchina di taglio laser in fibra da 1000W rappresenta una soluzione significativamente più capace ed efficiente.
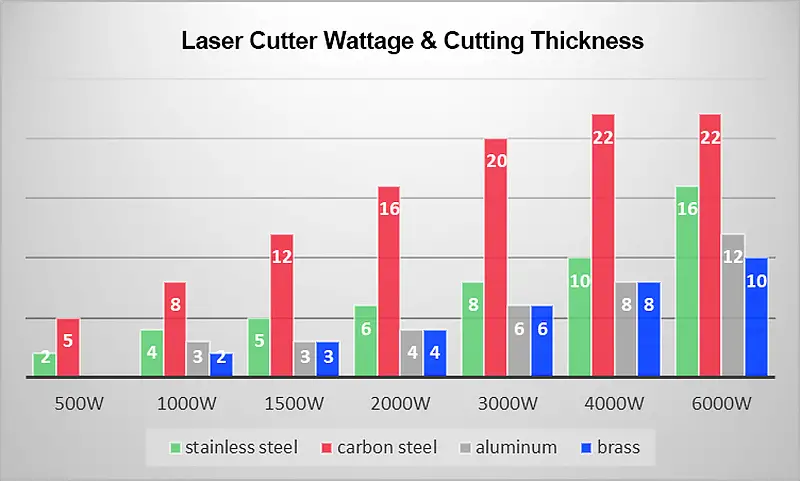
IV. Tabella del wattaggio della taglierina laser per il taglio del metallo
La seguente tabella dei wattaggi delle taglierine laser, da 1000W a 6000W, sarà un buon riferimento per selezionare la potenza laser corretta.
E per una tabella più dettagliata dello spessore e della velocità di taglio laser, è possibile fare riferimento a questo post.
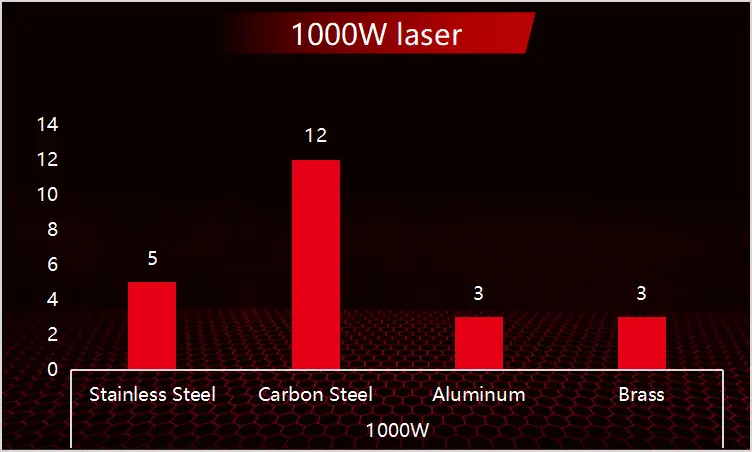
Potenza laser 1000W
1000W Spessore di taglio (mm) e velocità (m/min)
Metalli
Acciaio inox
Acciaio al carbonio
Alluminio
Ottone
Max Tks.
5
12
3
3
Velocità
0.6
0.5-0.8
0.7-1.5
0.5-1.0
Comune Tks.
3
6
2
2
Velocità
1.8-2.5
1.4-1.6
2.8-3.6
2.8-3.6
Tks.
1
1
1
1
Velocità
18-25
8-10
6-10
6-10
Potenza laser 1500W
1500W Spessore di taglio (mm) e velocità (m/min)
Metalli
Acciaio inox
Acciaio al carbonio
Alluminio
Ottone
Max Tks.
8
14
5
4
Velocità
0.3-0.7
0.5-0.7
0.4
0.8-1.0
Comune Tks.
4
8
2
2
Velocità
1.5-2.4
1-1.4
6-7
3.0-4.5
Tks.
1
2
1
3
1
1
Velocità
28-32
8-10
15-26
3.5-4.2
12-18
9-12
Potenza laser 2000W
2000W Spessore di taglio (mm) e velocità (m/min)
Metalli
Acciaio inox
Acciaio al carbonio
Alluminio
Ottone
Max Tks.
10
18
8
6
Velocità
0.1-0.3
0.4-0.5
0.2-0.4
0.3-0.7
Comune Tks.
5
10
4
4
Velocità
1.8-2.5
1-1.1
1.5-2.0
1.2-2.0
Tks.
1
3
1
3
1
2
1
2
Velocità
28-38
4-5
28-38
3-4.2
15-25
7-10
12-18
4-8
Potenza laser 3000W
3000W Spessore di taglio (mm) e velocità (m/min)
Metalli
Acciaio inox
Acciaio al carbonio
Alluminio
Ottone
Max Tks.
12
22
12
8
Velocità
0.2-0.4
0.4-0.6
0.1-0.2
0.3-0.5
Comune Tks.
8
10
6
5
Velocità
1.0-2.5
1.2-1.8
1.5-2.0
1.5-2.0
Tks.
1
4
1
4
1
3
1
3
Velocità
35-45
4-6
35-45
3.5-4.2
30-35
6.5-8
30-35
4-5
Potenza laser 4000W
4000W Spessore di taglio (mm) e velocità (m/min)
Metalli
Acciaio inox
Acciaio al carbonio
Alluminio
Ottone
Max Tks.
14
22
16
10
Velocità
0.2-0.4
0.4-0.8
0.2-0.4
0.2-0.7
Comune Tks.
10
12
8
6
Velocità
0.8-1.2
1.2-1.8
0.9-1.6
1.4-2.0
Tks.
1
5
1
6
1
4
1
3
Velocità
35-45
3.5-5
35-45
2.5-3.4
30-35
4-6
25-35
5-8
Potenza laser 6000W
6000W Spessore di taglio (mm) e velocità (m/min)
Metalli
Acciaio inox
Acciaio al carbonio
Alluminio
Ottone
Max Tks.
25
25
25
12
Velocità
0.2-0.4
0.3-0.5
0.1-0.2
0.3-0.5
Comune Tks.
14
14
10
8
Velocità
0.8-1.5
1.2-1.8
1.0-1.5
1.6-1.8
Tks.
1
5
1
8
1
5
1
4
Velocità
36-40
8-10
36-40
2-2.6
40-45
6-8
30-35
5-7
V. Precauzioni per la selezione della potenza appropriata della macchina di taglio laser
Selezione in base al materiale e allo spessore di taglio
Scegliere la potenza appropriata in base ai materiali specifici da lavorare e allo spessore di taglio richiesto. Questa determinazione è fondamentale per la scelta del modello di apparecchiatura e del formato di lavorazione ottimali, gettando una solida base per le successive decisioni di acquisto.
Le macchine per il taglio laser trovano applicazione in diversi settori, tra cui la fabbricazione di lamiere, la lavorazione dei metalli, la pubblicità, la tecnologia, la produzione di dispositivi medici e altri ancora. Ogni applicazione può richiedere specifiche di potenza diverse per ottenere prestazioni ottimali.
Selezione in base alla qualità della superficie di taglio
La presenza di bave sulle superfici tagliate al laser è influenzata principalmente dallo spessore di taglio e dal tipo di gas di assistenza utilizzato. In genere, quando si tagliano materiali di spessore inferiore a 3 mm, la bava è minima o inesistente.
Per quanto riguarda i gas di assistenza, l'azoto fornisce i migliori risultati in termini di qualità dei bordi, seguito dall'ossigeno. L'aria compressa, pur essendo economicamente vantaggiosa, produce in genere la finitura dei bordi meno favorevole.
Le macchine per il taglio laser dei metalli, in particolare i laser a fibra, sono rinomate per la produzione di bave minime o assenti, superfici di taglio eccezionalmente lisce, velocità di taglio relativamente elevate e deformazione minima del materiale. Queste caratteristiche le rendono ideali per le applicazioni di taglio di precisione.
Selezione dei componenti principali per i sistemi di taglio laser
La scelta della sorgente laser e della testa di taglio è fondamentale. I laser importati utilizzano spesso sorgenti IPG (IPG Photonics), mentre le opzioni nazionali impiegano spesso laser Raycus. Entrambi hanno i loro pregi, con IPG che generalmente offre una maggiore affidabilità e Raycus che rappresenta una soluzione più economica.
Inoltre, bisogna considerare altri componenti critici che influenzano la precisione di taglio e le prestazioni complessive della macchina:
Sistema di movimento: Preferibilmente servomotori importati per un controllo preciso
Guide lineari: Guide di alta qualità per un movimento fluido e preciso
Basamento della macchina: Struttura rigida per ridurre al minimo le vibrazioni e mantenere la precisione.
Controllore CNC: Sistemi di controllo avanzati per una gestione ottimale dei processi
Un componente spesso trascurato ma fondamentale è il sistema di raffreddamento. I refrigeratori di tipo industriale sono fortemente raccomandati rispetto alle unità di condizionamento d'aria standard, in quanto forniscono un raffreddamento più stabile ed efficiente, fondamentale per mantenere le prestazioni e la longevità del laser.
Selezione del wattaggio del laser
Adattare la potenza del laser alle vostre specifiche esigenze di produzione. Ad esempio, se la maggior parte delle operazioni prevede il taglio di lastre metalliche di spessore inferiore a 6 mm, può essere sufficiente una macchina di taglio laser da 1000 W, che offre un equilibrio tra prestazioni e convenienza.
Per la produzione di grandi volumi, invece di optare per un'unica macchina ad alta potenza, si può pensare di investire in più sistemi di taglio laser di media potenza. Questa strategia offre diversi vantaggi:
Maggiore flessibilità di produzione
Riduzione del rischio di fermo macchina (se una macchina richiede manutenzione)
Migliore controllo dei costi e margini di profitto potenzialmente migliori
Capacità di gestire in modo più efficiente lavori di dimensioni diverse
Al momento di prendere la decisione finale, considerare fattori quali:
Proiezioni di crescita futura
Varietà di materiali da lavorare
Velocità di taglio e qualità richieste
Costo complessivo di gestione, compreso il consumo di energia e la manutenzione
Valutando attentamente questi fattori, i produttori possono scegliere un'apparecchiatura di taglio laser che bilanci in modo ottimale prestazioni, efficienza ed economicità per le loro specifiche esigenze di produzione.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti perché la vostra macchina per il taglio laser non riesce a tagliare il metallo in modo netto? Questo articolo esplora le cause comuni di questo problema e offre soluzioni pratiche per migliorare...
E se vi dicessi che l'ambiente in cui si trova la vostra macchina per il taglio laser può determinarne o comprometterne le prestazioni? Questo articolo illustra dieci requisiti cruciali per ottimizzare la macchina da taglio laser...
Il futuro del taglio dei metalli sarà rivoluzionato dalle taglierine laser ad alta potenza? Poiché le industrie richiedono una lavorazione più veloce, più precisa e più spessa, le macchine da taglio laser ad alta potenza stanno diventando...
Immaginate di tagliare il metallo senza sforzo, con precisione e velocità. Questo articolo sul funzionamento della fresa laser a fibre copre le FAQ essenziali, dalle misure di sicurezza alle funzioni dei componenti, garantendo prestazioni e sicurezza ottimali....
Avete mai avuto difficoltà a scegliere l'ugello di taglio laser più adatto al vostro progetto? La scelta dell'ugello ottimale è fondamentale per ottenere tagli puliti e precisi e massimizzare l'efficienza. In questo...
Vi siete mai chiesti cosa fa funzionare una macchina per il taglio laser? In questo post ci addentreremo nel funzionamento interno di queste macchine ad alta precisione che hanno rivoluzionato il settore...
Vi siete mai chiesti come fa un laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante articolo esploreremo la scienza alla base della tecnologia di taglio laser in fibra....
Siete curiosi di conoscere la tecnologia all'avanguardia che sta rivoluzionando la produzione? In questo blog post, ci immergeremo nel mondo delle macchine per il taglio laser, esplorando i loro vantaggi e i principali produttori che dominano...
Immaginate le conseguenze catastrofiche di una mancata manutenzione di una macchina per il taglio laser. Non lasciate che la vostra azienda sia vittima di costosi fermi macchina e riparazioni! In questo post del blog, approfondiremo gli aspetti essenziali...







.jpg)







