Macchina per il taglio laser in fibra: La guida definitiva
Vi siete mai chiesti come fa un potente raggio laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante post del blog, esploreremo il funzionamento interno delle macchine per il taglio laser in fibra, una tecnologia all'avanguardia che sta rivoluzionando l'industria manifatturiera. Scoprite come queste macchine sfruttano la potenza della luce per creare tagli precisi e di alta qualità con una velocità e un'efficienza senza precedenti. Unitevi a noi in un viaggio nel mondo del taglio laser e imparate da esperti del settore che condivideranno le loro intuizioni ed esperienze.
Che cos'è la macchina per il taglio laser in fibra?
Che cos'è una fresa laser a fibra e come funziona? Approfondiamo le complessità di questa avanzata tecnologia di taglio dei metalli.
Una macchina per il taglio laser in fibra funziona generando un raggio laser ad alta intensità da una sorgente laser in fibra a stato solido. Questo fascio viene poi diretto e focalizzato con precisione attraverso un sofisticato sistema di percorsi ottici, ottenendo un fascio laser estremamente concentrato con un'eccezionale densità di potenza.
A contatto con la superficie del pezzo, il raggio laser focalizzato riscalda rapidamente il materiale fino al suo punto di fusione o vaporizzazione. Contemporaneamente, un gas di assistenza ad alta pressione (tipicamente azoto o ossigeno, a seconda del materiale) viene diretto coassialmente con il raggio laser. Questo gas ha molteplici funzioni: aiuta a espellere il materiale fuso dal taglio, in alcuni casi previene l'ossidazione e contribuisce a raffreddare la zona di taglio. Controllando con precisione il movimento del raggio tramite sistemi di movimento CNC e manipolando la posizione del pezzo, si ottengono modelli di taglio complessi con una notevole precisione.
Il taglio laser in fibra ha rivoluzionato la fabbricazione dei metalli, offrendo vantaggi significativi rispetto ai tradizionali metodi di taglio meccanico:
Precisione senza pari: Raggiunge tolleranze fino a ±0,1 mm su materiali sottili.
Lavorazione ad alta velocità: Velocità di taglio fino a 40 m/min per le lastre sottili, con una significativa riduzione dei tempi di produzione.
Versatilità: È in grado di tagliare un'ampia gamma di materiali e spessori, da lamine sottili a lastre di spessore fino a 30 mm per alcuni metalli.
Geometrie complesse: Grazie a un software avanzato di programmazione CNC e nesting, è possibile realizzare modelli di taglio illimitati.
Efficienza dei materiali: Gli algoritmi di nesting ottimizzati massimizzano l'utilizzo del materiale, riducendo gli sprechi.
Qualità superiore dei bordi: Produce bordi lisci e privi di sbavature che spesso non richiedono una seconda finitura.
Zona termicamente alterata (ZTA) minima: L'apporto di calore localizzato determina una distorsione termica minima, in genere inferiore a 0,1 mm per i materiali sottili.
Processo senza contatto: Elimina l'usura degli utensili e i danni al pezzo associati ai metodi di taglio meccanico.
Larghezza di taglio ridotta: in genere varia da 0,1 mm a 0,3 mm, consentendo un nesting stretto dei pezzi e un risparmio di materiale.
Compatibilità con l'automazione: Facilmente integrabile in linee di produzione automatizzate per una maggiore efficienza.
La tecnologia del laser a fibra continua a evolversi, migliorando costantemente la potenza di uscita, la qualità del fascio e le capacità di taglio. Questo continuo progresso sta ampliando costantemente la sua gamma di applicazioni, rendendola una scelta sempre più preferibile rispetto alle apparecchiature tradizionali per il taglio dei metalli in diversi settori.
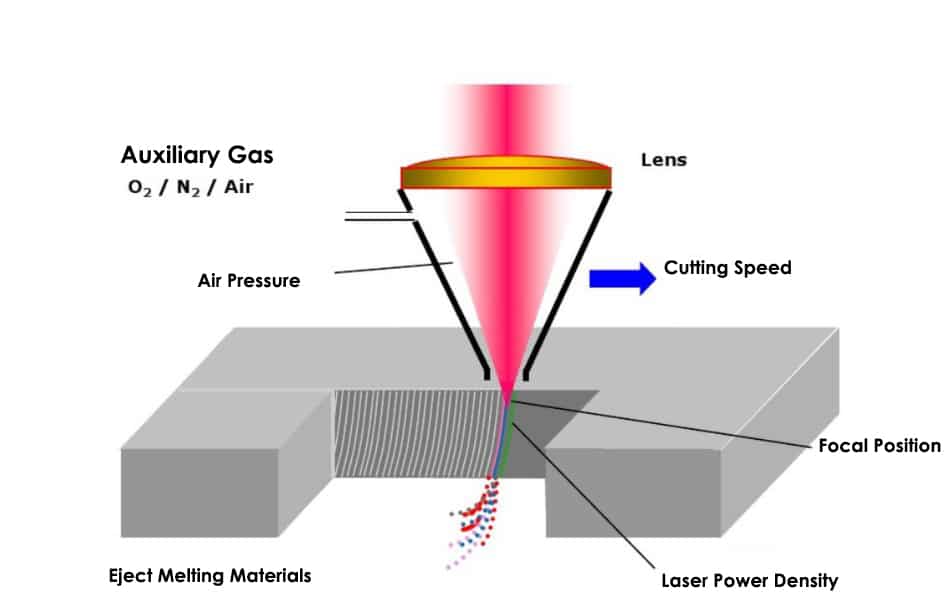
Principio di funzionamento della macchina di taglio laser a fibre
Principio di funzionamento della macchina di taglio laser a fibre
Il taglio laser impiega un raggio laser ad alta intensità come fonte di calore per la rimozione di precisione del materiale. Il processo condivide i principi fondamentali con saldatura laser ma opera a temperature molto più elevate, spesso superiori a 11.000°C. A queste temperature estreme, il materiale di destinazione subisce rapidi cambiamenti di fase, tra cui la fusione e la vaporizzazione. Per alcuni materiali come il carbonio e la ceramica, il processo di taglio comporta principalmente la sublimazione, in cui il materiale solido passa direttamente allo stato gassoso.
Il moderno taglio laser dei metalli utilizza prevalentemente sistemi laser in fibra ad alta potenza, che hanno ampiamente soppiantato i tradizionali laser CO2 grazie alla loro superiore efficienza, alla qualità del fascio e ai minori costi operativi. Durante il processo di taglio, un getto di gas coassiale svolge diverse funzioni critiche:
Aiuta a espellere il materiale fuso dal taglio (larghezza di taglio).
Aiuta a mantenere un bordo di taglio pulito e privo di ossidazione.
Quando si utilizza l'ossigeno come gas di assistenza, si innesca una reazione esotermica che accelera la velocità di taglio per alcuni metalli.
Il processo di taglio laser offre diversi vantaggi rispetto ai metodi di taglio termico tradizionali:
Larghezza del taglio eccezionalmente ridotta, tipicamente 0,1-0,5 mm a seconda dello spessore del materiale
Elevata precisione dimensionale, spesso con tolleranze di ±0,1 mm o superiori
Eccellente qualità dei bordi con zona termicamente alterata (ZTA) ridotta al minimo
Capacità di tagliare geometrie complesse e modelli intricati
Il taglio laser è in grado di lavorare un'ampia gamma di materiali e spessori. Per i metalli, le capacità di taglio vanno generalmente da lamine sottili (pochi micron) fino a 25-30 mm per l'acciaio dolce, con sistemi specializzati in grado di tagliare fino a 50 mm. La tecnologia è particolarmente adatta al taglio di precisione di materiali con spessore fino a 12 mm, tra cui:
Acciaio inossidabile e altri acciai ad alta lega
Titanio e sue leghe
Metalli refrattari (ad esempio, molibdeno, tungsteno)
Metalli preziosi
Leghe non ferrose (alluminio, rame, ottone)
Oltre ai metalli, il taglio laser in fibra ha trovato applicazione nella lavorazione di materiali non metallici, come ad esempio:
Materiali plastici e compositi per l'ingegneria
Legno e prodotti in legno ingegnerizzati (ad esempio, compensato, MDF)
Tessili e tessuti sintetici
Polimeri rinforzati con grafite e fibra di carbonio (CFRP)
Ceramica tecnica
La versatilità del taglio laser si estende ad applicazioni specializzate, tra cui:
Produzione microelettronica
Fabbricazione di dispositivi medici
Produzione di componenti aerospaziali
Prototipazione rapida e produzione di piccoli lotti
I fattori chiave che influenzano l'efficienza e la qualità del taglio laser includono:
Caratteristiche del fascio laser (lunghezza d'onda, potenza, fattore di qualità del fascio M²)
Design della testa di taglio e ottica di messa a fuoco
Precisione e dinamica del sistema di movimento
Capacità del sistema di controllo CNC
Proprietà del materiale e condizioni della superficie
Ottimizzazione dei parametri di processo (velocità di taglio, tipo e pressione del gas di assistenza, posizione focale)
Sebbene l'investimento iniziale per le apparecchiature di taglio laser in fibra possa essere considerevole, questa tecnologia offre vantaggi significativi in termini di produttività, flessibilità e qualità dei pezzi, rendendola uno strumento sempre più essenziale nei moderni ambienti di produzione.
Struttura della taglierina laser a fibra
I componenti principali di a CNC Il sistema di taglio laser comprende, tra gli altri, l'host della macchina, il sistema di controllo, il laser, il refrigeratore e il regolatore. Ognuno di questi componenti ha un proprio manuale o istruzioni per l'uso, ma il principale struttura della macchina e la composizione del sistema di controllo elettrico saranno qui descritti in dettaglio.
Parte host della macchina:
La parte host della macchina di taglio laser è l'aspetto più cruciale del processo di taglio laser. È responsabile dell'accuratezza e della funzionalità del taglio. La parte host è costituita da sei componenti: il letto, il laser, la parte a portale, il dispositivo dell'asse Z, le parti ausiliarie del tavolo di lavoro (copertura protettiva, canale dell'aria e dell'acqua) e il pannello operativo.
Parte di controllo elettrico:
Il sistema di controllo elettrico della macchina da taglio laser è fondamentale per garantire una varietà di traiettorie grafiche. Il sistema di controllo elettrico è costituito principalmente dal sistema di controllo numerico e dal sistema elettrico a bassa tensione. La macchina da taglio laser è dotata di software CYPCUT e opera su piattaforma WINDOWS XP, garantendo un funzionamento stabile e affidabile. Il sistema è dotato di un microprocessore a 32 bit e di un'interfaccia di comunicazione Ethernet.
Il sistema è caratterizzato da una rapida velocità di interpolazione, è facile da usare, ha buone prestazioni dinamiche e una forte capacità di carico. La parte di controllo del sistema elettrico a bassa tensione si trova nel quadro elettrico e funge da interfaccia di controllo elettrico. I componenti della parte elettrica adottano marchi famosi e di fama mondiale per garantire un funzionamento stabile e una risposta sensibile.
Il motore di azionamento è un servomotore CA, utilizzato per azionare il portale dell'asse X e lo skateboard dell'asse Y della taglierina laser. È caratterizzato da buone prestazioni di accelerazione e da una risposta rapida. La velocità massima di posizionamento raggiunge i 50 m/min. L'asse Z della macchina di taglio laser è l'asse di alimentazione, azionato da un servomotore CA. La testa di taglio dell'asse Z è caratterizzata da una buona risposta dinamica e può essere controllata sia dal servocomando che dal controllo NC.
La struttura complessiva
Il componente principale della macchina da taglio laser è fondamentale per l'intera macchina. La precisione di taglio e il funzionamento della macchina sono ottenuti dal componente principale, che comprende il letto (asse Y), il fascio (asse X), l'asse Z, il tavolo di lavoro, il canale dell'aria e dell'acqua.
Telaio della macchina da taglio laser
Il letto è costruito in ghisa ad alta resistenza con una struttura completamente struttura saldata. Subisce processi di riduzione dello stress, tra cui ricotturasgrossatura, semifinitura e finitura. In questo modo si ottiene un'accurata riduzione delle sollecitazioni e si riduce la deformazione della macchina, garantendo una precisione a lungo termine.
L'azionamento del servomotore CA e la trave di trasmissione coassiale sono controllati da un sistema di controllo numerico, che consente all'asse Y di muoversi con un movimento alternativo. Il risultato è un movimento rapido e veloce. La corsa di movimento della macchina è di 1500 mm * 3000 mm.
La cremagliera e la guida lineare sono dotate di un dispositivo antipolvere chiuso, con una copertura antipolvere leggera e un funzionamento affidabile. Questi prodotti di precisione garantiscono efficacemente l'accuratezza dell'azionamento. La corsa alle due estremità della macchina è controllata da interruttori di fine corsa e la macchina è protetta da cuscini elastici su entrambi i lati, per garantire la sicurezza del movimento della macchina.
Sezione della trave
Il componente della trave è realizzato saldando un tubo quadrato ad alta resistenza e sottoposto a lavorazione dopo l'invecchiamento artificiale per migliorare la rigidità e la resistenza complessive. Il processo di lavorazione comprende la lavorazione grezza, l'invecchiamento per vibrazione, la semi-finitura, l'invecchiamento per vibrazione e la finitura.
La trave è montata sul binario di supporto del letto, dotato di guide lineari e piane. L'azionamento del servomotore e la rotazione dell'ingranaggio attraverso un riduttore consentono allo skateboard sull'asse Z di muoversi in direzione X in modo reciproco. La corsa di movimento è di 1450 mm.
La corsa è controllata da un finecorsa durante il movimento ed entrambe le estremità sono protette da cuscini elastici per la sicurezza del sistema. La parte superiore e i lati della trave sono racchiusi da una copertura, mentre tra la trave e il pattino trasversale si trova una protezione retrattile che garantisce un ambiente completamente chiuso per la cremagliera e la guida lineare, al riparo da influenze esterne.
Il percorso ottico è parzialmente sigillato con una protezione per creare una struttura del percorso ottico completamente chiusa.
Base e postazioni di lavoro intercambiabili (opzionale)
Le postazioni di lavoro sono costruite utilizzando un robusto sistema di struttura di saldatura per garantire resistenza e stabilità. Il tavolo di scambio è diviso in due sezioni: un dispositivo di commutazione e due tavoli di taglio mobili.
Il dispositivo di scambio è fissato sul retro del letto e viene utilizzato principalmente per scambiare i tavoli superiore e inferiore. Durante il taglio di un pezzo, l'altro tavolo da taglio può essere utilizzato per l'alimentazione e lo scarico del materiale per migliorare l'efficienza della macchina da taglio laser.
Ogni tavolo da taglio mobile è costituito da un telaio di saldatura con una porta di supporto per il pezzo da lavorare. Il tavolo da lavoro può sostenere fino a 800 kg. I due tavoli possono essere scambiati automaticamente tramite un dispositivo di azionamento a catena, aumentando in modo significativo l'efficienza della produzione.
Il centro del tavolo è dotato di una sede per sfere universali e quattro sfere universali al centro supportano 44 pezzi. L'azionamento del cilindro e il meccanismo a cremagliera consentono al palo oscillante di ruotare di 180°.
Il connettore rapido del tubo a spirale viene inserito nel connettore rapido della stazione di taglio e l'interruttore pneumatico viene aperto. L'azionamento del cilindro fa ruotare l'asta oscillante di 180° verso l'alto e le 44 sfere universali sostengono il pezzo in lavorazione, consentendogli di rotolare sulle sfere ed evitando i graffi causati dallo scorrimento del pezzo su una griglia di supporto.
Quando il pezzo è posizionato, si preme l'interruttore pneumatico e il cilindro si abbassa di 180° attraverso il meccanismo a cremagliera, portando le sfere universali appena sotto il pendolo per evitare danni durante il processo di taglio.
Questo meccanismo, in cui il pezzo rotola sulle sfere durante l'alimentazione e il posizionamento, invece di scorrere su una griglia di supporto (come nei metodi tradizionali), protegge efficacemente la superficie liscia del pezzo e riduce l'intensità di lavoro dell'operatore.
Asse Z Dispositivo
Il dispositivo dell'asse Z è responsabile del movimento di sollevamento della testa di taglio. Questo movimento è controllato dal sistema di controllo numerico attraverso un servomotore, che aziona una vite a ricircolo di sfere per far sì che lo skateboard dell'asse Z esegua un movimento alternativo su e giù.
La corsa dell'asse Z è di 100 mm e i finecorsa sono utilizzati per controllare la corsa alle estremità superiore e inferiore. Inoltre, su entrambe le estremità della vite a ricircolo di sfere sono presenti cuscinetti flessibili per garantire la sicurezza del movimento.
Vite a sfera di alta qualità e guide lineari per garantire la precisione della trasmissione. L'asse Z può funzionare come asse CNC grazie al suo movimento di interpolazione separato e può muoversi in tandem con gli assi X e Y. Può anche essere commutato in servocomando attraverso il controllo elettronico della testa di taglio per soddisfare le diverse esigenze.
Il servocomando dell'asse Z è controllato dal parametro Sistema CNCIl risultato è un elevato grado di precisione e stabilità, che garantisce la qualità del taglio. La testa di taglio è sigillata e ammortizzata per prolungarne la durata.
Un sensore capacitivo, montato sulla testa di taglio, rileva la distanza tra l'ugello e la superficie della lastra e invia le informazioni al sistema di controllo. Il controller utilizza queste informazioni per controllare il motore dell'asse Z e mantenere costante la distanza tra l'ugello e la lastra, garantendo così la qualità del taglio.
La testa di taglio è dotata di una ghiera per la regolazione della lunghezza focale, che consente di regolare la posizione del fuoco in base al materiale e allo spessore del materiale da tagliare, ottenendo una buona sezione di taglio.
Nota: l'ugello è una parte usurante del processo e gli utenti possono conservare ugelli di ricambio di diverso diametro per una facile sostituzione.
Sezione di controllo elettrico
Il sistema di controllo elettrico della macchina da taglio laser CNC è composto principalmente da un sistema di controllo numerico, un sistema di asservimento e un sistema elettrico a bassa tensione.
La macchina per il taglio laser è dotata del sistema CNC CYPCUT, che si basa sul sistema CNC per PC WINDOWS XP e offre velocità di interpolazione e facilità d'uso.
Il servosistema impiega un servomotore e un azionamento CA giapponese Yaskawa, noti per la loro stabilità, affidabilità e forte capacità di carico.
Il pannello frontale della macchina da taglio laser presenta due pulsanti funzione, due tasti funzione e due porte USB frontali, disposti nel seguente ordine da sinistra a destra: interruttore di emergenza, interruttore di alimentazione, pulsante di avvio del taglio e pulsante di arresto del taglio.
I softkey operativi hanno funzioni diverse a seconda della modalità di funzionamento, riducendo il numero di pulsanti operativi e semplificando il pannello operativo.
Le funzioni operative sono visualizzate attraverso un menu che rende il funzionamento intuitivo in varie modalità.
Tipi di taglierina laser a fibra
Se si basa sul generatore laser, la taglierina laser può essere suddivisa in:
A. laser solido taglierina. La taglierina laser solida può essere suddivisa in taglierina laser a pietre bonus, taglierina laser YAG.
In base alla struttura, la taglierina laser può essere suddivisa in:
In base al movimento relativo della testa di taglio e della tavola, la macchina di taglio laser CNC può essere suddivisa in:
Forma fissa del fascio (percorso luminoso fisso)
Forma di movimento del raggio (raggio volante)
Forma ibrida semi-fissa e semi-mobile
Inoltre, esiste anche una forma di trasmissione del fascio ottico di volo a braccio mobile articolato e fisso, nota come percorso di volo costante.
Nel processo di taglio della taglierina laser che adotta il raggio volante, solo la testa di taglio si muove lungo le direzioni X e Y, mentre la posizione del tavolo è fissa.
Tale taglierina laser è caratterizzata da:
Il piatto di lavorazione è di grandi dimensioni, con un peso elevato.
L'apparecchiatura copre una piccola area.
Non è necessario serraggio per la fabbricazione dei pezzi, comoda per il carico e lo scarico dei materiali.
La macchina ha una buona accelerazione e un'elevata precisione di posizionamento.
Pertanto, è molto apprezzato dal mercato come modello mainstream del mercato internazionale.
Sono incluse soprattutto alcune strutture tipiche delle moderne macchine per il taglio laser:
Struttura a portale mobile a raggi volanti.
Raggio volante itinerante.
Raggio volante mobile capovolto.
Struttura mobile a raggi volanti a sbalzo.
Struttura robotica e raggio volante ibrido di grande formato.
Sistema di lavorazione flessibile al laser.
Per quanto riguarda la struttura dell'apparecchiatura di taglio laser, il telaio della macchina comprende:
struttura di colata
struttura di saldatura
struttura in marmo
le travi sono in alluminio getti in lega o saldature e profili.
Altri componenti utilizzano tecnopolimeri, fibra di vetro, acciaio inossidabile, ecc.
Il generatore laser richiesto dalla taglierina laser deve essere selezionato in base alle prestazioni di lavorazione dell'utente, ai materiali di lavorazione, alle forme e alle dimensioni, ecc.
I generatori laser disponibili comprendono il generatore laser a flusso rapido ad asse co2, il generatore laser per il debug delle schede RF, il generatore laser a turbina, il generatore laser a stato solido e il generatore laser a fibra.
In base al metodo di guida, ci sono:
Gli assi X e Y sono selezionati con un servomotore singolo e dotati del corrispondente riduttore di velocità, azionato dalla cremagliera ad alta precisione.
L'asse X è selezionato con il servomotore e dotato del corrispondente riduttore, che viene azionato dalla cremagliera ad alta precisione. Sono presenti due ingranaggi per eliminare il gioco di inversione.
Azionamento diretto tramite vite a sfera ad alta precisione con servomotore. La macchina è azionata da un ingranaggio diretto e da una cremagliera con disco di grandi dimensioni. motore a inerzia.
Azionamento diretto da parte del motore lineare.
La macchina da taglio laser CNC è solitamente dotata di una guida lineare ad alta precisione e di un dispositivo di lubrificazione automatica.
La guida lineare monolaterale con struttura a rulli è una soluzione economica e conveniente per applicazioni economiche. La struttura alternativa è l'unità di azionamento, che integra l'azionamento e la guida, rendendo più facile l'installazione, il debug e la precisione, anche se leggermente più costosa.
Installazione e messa in funzione della macchina per il taglio laser in fibra
L'installazione e la messa in funzione della macchina per il taglio laser sono molto importanti per ogni fabbrica, quindi si prega di leggere i seguenti dettagli prima dell'operazione.
Controllo della consegna
Precauzioni per il disimballaggio:
Aprire la scatola di legno seguendo le istruzioni riportate all'esterno della scatola per evitare di danneggiare l'apparecchiatura di taglio laser all'interno.
Non utilizzare oggetti appuntiti per rimuovere la pellicola protettiva per evitare di graffiare la superficie dell'apparecchiatura e danneggiare l'impianto elettrico.
In caso di danni causati dal cliente, l'azienda non sarà responsabile della sostituzione.
Controllo dei contenuti:
Dopo aver aperto la confezione, verificare che si tratti della taglierina laser acquistata.
Controllare che il laser cutter non abbia subito danni durante il trasporto.
Verificare che tutti i componenti siano presenti e in buone condizioni controllando l'elenco.
In caso di discrepanze, come una mancata corrispondenza del modello di laser cutter, accessori mancanti o danni durante il trasporto, si prega di contattare immediatamente l'azienda.
Requisiti dell'ambiente di installazione
Per l'installazione e il fissaggio della macchina di taglio laser, fare riferimento alla mappa delle fondamenta della fabbrica. Assicurarsi che la macchina sia trasportata in posizione di sollevamento.
Affidare il cablaggio di distribuzione dell'alimentazione a un elettricista professionista in base ai requisiti e fare attenzione a non danneggiare la macchina durante l'installazione e il fissaggio.
Metodi di installazione e precauzioni
Installare e fissare la macchina di taglio laser in base alla mappa delle fondamenta della fabbrica e in conformità con i nostri principi consigliati per la disposizione, l'installazione e il fissaggio. Assicurarsi che il processo di installazione e fissaggio non causi danni alla macchina di taglio laser.
Metodi di messa in servizio e relative istruzioni
Messa in servizio della macchina devono essere eseguite da personale professionale e devono essere rigorosamente conformi alle disposizioni in materia. Prima della messa in funzione, si raccomanda di conoscere a fondo le prestazioni della macchina di taglio laser e di leggere le informazioni tecniche allegate. Una messa in funzione corretta è essenziale per garantire il normale funzionamento della macchina. In caso di necessità di assistenza, vi preghiamo di contattarci tempestivamente e vi forniremo una soluzione soddisfacente in tempi brevi.
Nota: questo processo di debug comprende le procedure di messa in servizio dopo l'accensione.
Collegamento delle parti nell'armadio di distribuzione
Per iniziare, identificare le parti in base ai requisiti, come indicato di seguito:
Al termine dell'installazione, collegare ciascun quadro di distribuzione come segue:
(A) Controllare se i tre giunti all'estremità dell'estensione dell'asse Y sono stati danneggiati durante il trasporto (i tre connettori sono: un connettore a 16 fili per impieghi gravosi, un connettore a 19 fili per l'aviazione, un connettore per 4 encoder e un connettore per amplificatore), come mostrato di seguito:
Spina per l'aviazione
Connettore per impieghi gravosi
Spina per encoder
Spina dell'amplificatore
(B) Inserire i connettori nelle posizioni corrispondenti (le posizioni sono uniche). La spina dell'encoder deve essere inserita nel servoazionamento appropriato in base al numero, mentre la spina dell'amplificatore deve essere inserita nel regolatore di altezza.
(C) Collegare il cavo di alimentazione del refrigeratore d'acqua nell'armadio di distribuzione alla posizione designata, come illustrato di seguito:
Spina di alimentazione
Posizione di collegamento della spina di alimentazione
(D) Collegare l'alimentazione principale, che è un sistema trifase a quattro fili, con i fili giallo e verde che fungono da linea di zero e i restanti tre da linea di tensione. In questo modo, il collegamento del circuito elettrico esterno è completato. Nella prossima sezione parleremo del collegamento dell'acqua.
Attenzione:
Il filo di terra del cavo di alimentazione deve essere collegato a terra in modo sicuro per evitare disturbi dei segnali all'interno dell'armadio della macchina e ridurre il rischio di perdite.
Il metodo di collegamento del refrigeratore d'acqua
Requisiti per l'installazione
I refrigeratori devono essere posizionati in modo regolare e a una distanza sufficiente dalla parete. Il luogo di installazione dei refrigeratori deve avere uno spazio adeguato per l'ingresso e l'uscita dell'aria, in modo da evitare un raffreddamento insufficiente e temperature elevate nell'armadio di distribuzione.
Ispezione dell'apparecchiatura
Prima dell'installazione, è importante pulire eventuali detriti all'interno del serbatoio dell'acqua e assicurarsi che l'acqua sia priva di impurità. Quindi, ispezionare i giunti del sistema di tubature dell'acqua per verificare che siano ben saldi.
Procedura di installazione
Collegare i tubi di ingresso e di uscita del refrigeratore secondo le indicazioni riportate sul guscio del refrigeratore e collegarli alle porte di ingresso e di uscita del laser, assicurandosi che la direzione dell'ingresso e dell'uscita del tubo dell'acqua non sia dislocata. Prima di collegare il tubo dell'acqua, assicurarsi che l'esterno del refrigeratore sia privo di detriti e corpi estranei.
Standard di qualità dell'acqua
Controllare che la valvola di scarico sia chiusa e aggiungere acqua al serbatoio. Il livello dell'acqua nel serbatoio deve essere inferiore a 30-50 mm per evitare che trabocchi. È severamente vietato utilizzare acqua di rubinetto generica nelle unità di acqua refrigerata; è necessario utilizzare acqua pura di alta qualità, acqua distillata o acqua deionizzata. È severamente vietato aggiungere liquidi corrosivi.
Messa in funzione all'accensione
Dietro il radiatore dell'acqua è presente un interruttore dell'aria. Quando il canale dell'acqua è ben collegato, accendere l'interruttore per testare il funzionamento. Dopo l'avvio della pompa, verificare che non vi siano perdite d'acqua nelle giunzioni e, in caso di riscontro, spegnere l'alimentazione e risolvere il problema prima di riaccenderla.
Regolazione della temperatura dell'acqua
In un ambiente climatizzato, la temperatura dell'acqua è generalmente impostata a 22-24 gradi Celsius. In un ambiente non climatizzato, la temperatura dell'acqua è inferiore di 2-5 gradi Celsius rispetto alla temperatura ambiente. Se l'acqua si condensa sulla parete del tubo, significa che la temperatura del refrigeratore d'acqua è troppo bassa.
Effetto dell'ugello e regolazione del laser alla bocca dell'ugello
Azione e regolazione dell'ugello
A) Ugello
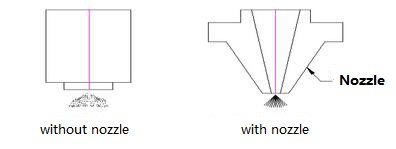
Il design dell'ugello e le condizioni di flusso del getto hanno un impatto diretto sulla qualità del taglio; l'accuratezza della fabbricazione dell'ugello è strettamente correlata alla qualità del taglio.
B) Funzioni principali dell'ugello:
▲ Per evitare che i residui di taglio e altri detriti rimbalzino sulla testa di taglio e danneggino la lente di messa a fuoco.
L'ugello può modificare la situazione dello scarico del gas di taglio, controllare la dimensione e l'area di diffusione del gas, influenzando così la qualità del taglio.
La figura seguente mostra il caso di espulsione quando l'ugello è installato e non è installato.
Fasi di regolazione dell'ugello per far passare il laser dal centro dell'ugello
Rispetto alla macchina da taglio laser CO2, la macchina da taglio laser in fibra non ha un percorso ottico, ma deve solo regolare il laser alla bocca dell'ugello.
Rispetto alle macchine di taglio laser CO2, macchine per il taglio laser in fibra non hanno un percorso ottico e richiedono solo la regolazione del laser sull'ugello.
Rivestire l'estremità dell'ugello con fango indiano (o nastro adesivo trasparente se non si usa il fango), quindi attaccare gli adesivi bianchi all'estremità.
Regolare la potenza di uscita del laser tra 30W e 50W, aprire l'otturatore meccanico e commutare rapidamente l'otturatore elettronico una volta mentre si osserva il fenomeno.
Spegnere l'otturatore meccanico, rimuovere gli adesivi bianchi facendo attenzione a non modificarne la posizione relativa.
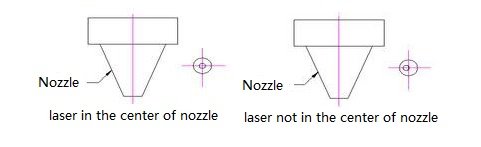
Se la differenza tra la posizione dell'ugello e il centro del laser è troppo grande, gli adesivi non riusciranno ad allinearsi con il foro centrale. Poiché il centro del laser è fisso, è possibile regolare il centro dell'ugello ruotando la vite di regolazione sull'impugnatura della testa di taglio per farlo corrispondere al centro del laser.
Ripetere i passaggi precedenti finché il foro del laser sull'adesivo bianco non coincide con il centro dell'ugello, confermando che il centro del laser è allineato con il centro dell'ugello.
Vedi sotto:
Effetto dell'ugello sulla qualità di taglio e selezione della dimensione dell'ugello
La relazione tra l'ugello e la qualità di taglio:
Quando il centro dell'ugello è diverso dal centro del laser: l'impatto sulla qualità del taglio
Sezione di taglio
Quando il gas di taglio viene gettato, può verificarsi un volume di gas non uniforme, che provoca una maggiore inclinazione della sezione di taglio su un lato e non sull'altro. L'impatto di questo fenomeno è minimo quando si tagliano lastre di dimensioni inferiori a 3 mm, ma quando si tagliano lastre di dimensioni superiori a 3 mm, l'impatto è più grave e il taglio potrebbe non essere possibile.
Angoli acuti
Nel taglio di angoli acuti o di pezzi con angoli ridotti, è probabile che si verifichi una sovrafusione locale e il taglio di lastre spesse potrebbe non essere possibile.
Perforazione
Durante la perforazione, l'instabilità rende difficile il controllo del tempo e la penetrazione di lastre spesse può causare la fusione. Questo può anche rendere difficile il controllo delle condizioni di penetrazione e l'impatto sui piccoli pezzi è ridotto.
In conclusione, il centro dell'ugello e la concentricità del laser sono fattori importanti per la qualità del taglio, soprattutto quando il pezzo è più spesso. Pertanto, è necessario regolare il centro dell'ugello per allinearlo alla concentricità del laser per ottenere un taglio migliore.
Nota:
La deformazione dell'ugello o le incrostazioni possono avere lo stesso impatto sulla qualità di taglio descritto sopra. Pertanto, l'ugello deve essere maneggiato con cura per evitare deformazioni e le eventuali macchie devono essere pulite tempestivamente. La fabbricazione dell'ugello richiede una maggiore precisione ed è necessario seguire metodi di installazione adeguati. Se la cattiva qualità dell'ugello comporta una variazione delle condizioni di taglio, l'ugello deve essere prontamente sostituito.
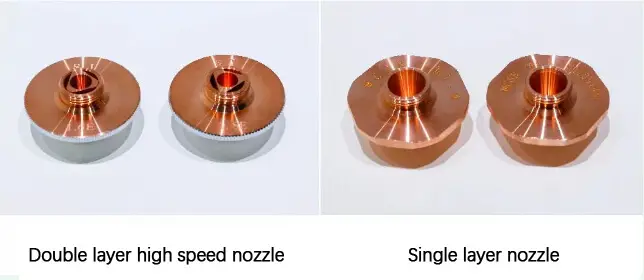
Selezione dell'apertura dell'ugello
La differenza di diametro dell'ugello è illustrata di seguito:
Apertura dell'ugello
Flusso d'aria
Capacità di rimozione dei liquidi fusi
Piccolo
Veloce
Forte
Grande
Lento
Debole
Il diametro dell'ugello ha φ 1,0 mm, φ 1,4 mm, φ 2,0 mm, φ 2,5 mm, φ 3,0 mm e così via. L'attuale diametro dell'ugello utilizza spesso φ 1,4 mm, φ 2,0 mm. Come mostrato di seguito:
La differenza tra i due diametri sopra citati è la seguente:
Per lastre sottili inferiori a 3 mm:
Utilizzando un ugello da φ4 mm si otterrà una superficie di taglio più piccola.
Utilizzando un ugello da φ2 mm si otterrà una superficie di taglio più spessa, con una maggiore probabilità di macchie fuse agli angoli.
Per lastre di spessore superiore a 3 mm:
La potenza di taglio è più elevata, il che comporta un tempo di dissipazione del calore più lungo e una durata maggiore. tempo di taglio.
Utilizzando un ugello da φ1,4 mm si otterrà un'area di diffusione del gas ridotta, che potrebbe causare instabilità durante l'uso, ma è comunque generalmente utilizzabile.
L'utilizzo di un ugello da φ2 mm determina un'area di diffusione del gas più ampia e una portata del gas più lenta, che si traduce in un taglio più stabile.
Un ugello con un diametro di 2,5 mm può essere utilizzato solo per tagliare lastre di spessore superiore a 10 mm.
In conclusione, la dimensione dell'ugello ha un impatto significativo sulla qualità del taglio e della perforazione. Attualmente, le macchine per il taglio laser utilizzano prevalentemente ugelli con aperture di φ1,4 mm e φ2 mm.
Nota:
Più grande è l'apertura dell'ugello, più è probabile che le scintille e gli schizzi di fusione durante il taglio danneggino la lente, riducendone la durata.
Regolazione della messa a fuoco del fascio
Nel processo di taglio laser, il rapporto tra la messa a fuoco del raggio e la superficie della lastra da tagliare influisce notevolmente sulla qualità del taglio ed è fondamentale regolare correttamente la posizione della messa a fuoco.
In genere questo viene fatto regolando la messa a fuoco attraverso un taglio di prova, in cui la messa a fuoco è nella posizione corretta quando il taglio presenta la minor quantità di scorie pendenti e le dimensioni più piccole sul corrispondente lamiera d'acciaio.
Se la posizione della testa di taglio rispetto al pannello cambia, è necessario regolare anche i punti zero della testa di taglio e del sensore. La regolazione fine può essere effettuata regolando l'altezza di taglio nel software.
Quando sono necessarie regolazioni più ampie, può essere necessario regolare la posizione del sensore e della sua staffa per regolare correttamente la messa a fuoco.
Prestare attenzione durante l'esecuzione di queste regolazioni, in quanto un passo falso potrebbe far urtare la testa di taglio contro la superficie e danneggiare le parti.
La relazione tra la posizione di messa a fuoco e l'effetto di taglio
Concentrarsi sulla superficie dell'arco e della freccia da taglio, la superficie superiore è liscia, la superficie inferiore non è liscia.
Lunghezza focale positiva: la messa a fuoco all'interno degli archi di taglio
Istruzioni per il taglio dell'alluminio
La messa a fuoco nella parte centrale, quindi una superficie liscia più grande, larghezza di taglio più ampia rispetto alla focale zero, grande flusso d'aria durante il taglio, tempo di perforazione più lungo rispetto alla focale zero.
Messa a fuoco negativa: messa a fuoco sotto gli archi di taglio
Taglio dell'acciaio inossidabile con azoto ad alta pressione, soffiando via le scorie fuse per proteggere la sezione di taglio, larghezza di taglio aumentata in base allo spessore del pezzo
Selezione della velocità di taglio
La scelta della velocità di taglio nella macchina di taglio laser è fondamentale e dipende dal materiale e dallo spessore della lastra da tagliare. La velocità di taglio ha un impatto significativo sulla qualità del taglio laser.
La scelta di una velocità di taglio appropriata non solo aumenta l'efficienza della macchina di taglio laser, ma garantisce anche un taglio di alta qualità.
Ecco gli effetti delle diverse velocità di taglio sulla qualità di taglio:
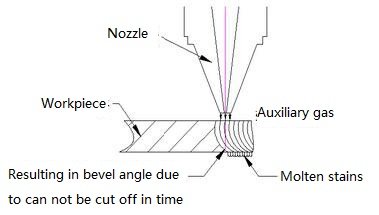
L'effetto sulla qualità del taglio con una velocità di avanzamento del taglio laser troppo elevata
può causare l'assenza di taglio, la dispersione di scintille.
Alcune aree possono essere tagliate, ma altre non possono essere tagliate.
L'intera sezione di taglio risulta più spessa, ma non c'è generazione di fusibile.
la velocità di avanzamento del taglio è troppo elevata, con il risultato che la lastra non può essere tagliata in tempo, la sezione di taglio mostra linee oblique e la parte inferiore genera macchie fuse. Come mostrato di seguito:
L'effetto sulla qualità del taglio con una velocità di avanzamento del taglio laser troppo bassa:
provocare un'eccessiva fusione della piastra di taglio e una sezione di taglio ruvida.
La larghezza della fenditura aumenterà, causando la fusione dell'intera area in filetti più piccoli o angoli acuti, con conseguente scarsa qualità di taglio.
bassa efficienza di taglio, che influisce sulla capacità di produzione.
Per determinare la velocità di avanzamento appropriata, osservare le scintille di taglio: se si propagano dall'alto verso il basso e si inclinano, la velocità di avanzamento è troppo elevata. Se le scintille sono condensate e non si diffondono, la velocità di avanzamento è troppo bassa. Con la velocità di taglio corretta, la superficie di taglio mostrerà una linea più liscia e la metà inferiore della piastra non si fonderà.
Come mostrato di seguito
Istruzioni per la selezione del gas e della pressione di taglio laser
La scelta del gas di taglio nel taglio laser dipende dal materiale da tagliare. La scelta del gas di taglio e della pressione ha un impatto significativo sulla qualità del taglio.
La funzione principale del gas di taglio è quella di favorire la combustione e dissipare il calore, soffiando via i residui ed evitando che entrino nell'ugello e danneggino la lente di messa a fuoco.
Impatto del gas e della pressione di taglio sulla qualità del taglio
Un gas da taglio adeguato favorisce la combustione e la dissipazione del calore, consentendo un taglio di migliore qualità.
Se la pressione del gas di taglio è insufficiente, il processo di taglio sarà influenzato dall'accumulo di residui e la velocità di taglio non sarà conforme ai requisiti di produzione.
Quando la pressione del gas di taglio è troppo alta, la superficie di taglio sarà ruvida e la fessura sarà larga, causando la fusione di una parte del taglio, con conseguente scarsa qualità del taglio.
Impatto della pressione del gas di taglio sulla perforazione
Se la pressione del gas è troppo bassa, il laser farà fatica a penetrare nella piastra di taglio, con conseguente allungamento dei tempi di foratura e riduzione della produttività.
Se la pressione del gas è troppo alta, il punto di penetrazione si scioglie e forma un punto di fusione più grande, che influisce sulla qualità del taglio.
Per la foratura laser, un'alta lamiera Si utilizza in genere una pressione di punzonatura più elevata, mentre per punzonare lastre spesse si utilizza una pressione più bassa.
Nel taglio dell'acciaio al carbonio ordinario, quanto più spesso è il materiale, tanto più bassa è la pressione del gas di taglio.
Quando taglio dell'acciaio inossidabileLa pressione del gas di taglio rimane elevata, indipendentemente dallo spessore del materiale.
In conclusione, la scelta del gas di taglio laser e della pressione deve essere regolata in base alle condizioni e alle circostanze specifiche di ogni applicazione.
Le nostre apparecchiature per il taglio laser vengono fornite con due canali di gas, uno per l'ossigeno e l'aria e uno per l'azoto ad alta pressione. Questi due canali di gas devono essere collegati a una valvola di riduzione della pressione, come mostrato nella figura seguente.
Descrizione della valvola di sicurezza: il lato sinistro della tabella indica la pressione attuale, quello destro la capacità residua di gas.
"Attenzione"
La pressione di alimentazione dell'azoto non deve superare i 20 kg;
La pressione di alimentazione dell'ossigeno non deve superare i 10Kg, o potrebbe causare lo scoppio del tubo del gas.
Impatto della potenza di taglio laser sulla qualità del taglio
La scelta di potenza del laser Le dimensioni hanno un impatto sulla qualità del taglio ed è importante determinare la potenza di taglio in base al materiale e allo spessore della lastra. Una potenza laser troppo piccola o troppo grande può determinare una qualità di taglio scadente.
A) Se la potenza del laser è troppo bassa, non si ottiene alcun taglio. B) Se la potenza del laser è troppo elevata, l'intera superficie di taglio si fonde e la fenditura è troppo ampia, con conseguente scarsa qualità del taglio. C) Se l'impostazione della potenza laser è insufficiente, si verificano incrostazioni di taglio e compaiono cicatrici sulla sezione di taglio.
Pertanto, l'impostazione di una potenza laser adeguata, insieme al gas e alla pressione di taglio appropriati, consentirà di ottenere una buona qualità di taglio senza macchie fuse.
Per ridurre la variazione delle dimensioni del punto focale causata dalle variazioni delle dimensioni del fascio prima della messa a fuoco, i produttori di sistemi di taglio laser offrono agli utenti diverse opzioni tra cui scegliere:
Tubo ottico parallelo. Questa opzione prevede l'aggiunta di un tubo ottico parallelo all'estremità di uscita del laser CO2, che aumenta il diametro del fascio e ne riduce l'angolo di divergenza, facendo sì che le estremità vicine e lontane del fascio abbiano quasi le stesse dimensioni.
Lente mobile indipendente. All'albero inferiore della testa di taglio può essere aggiunta una lente mobile indipendente, separata dall'asse Z che controlla la distanza tra l'ugello e la superficie del materiale. Questa lente si muove in tandem con la tavola della macchina utensile o con l'asse della luce, assicurando che il diametro del punto focale rimanga costante in tutta l'area di lavorazione.
Controllo della pressione dell'acqua dello specchio di messa a fuoco. Questo metodo, solitamente in un sistema di messa a fuoco a riflessione metallica, riduce la curvatura del punto focale regolando automaticamente la pressione dell'acqua, riducendo così le dimensioni del fascio e aumentando quelle del punto focale.
Sistema di percorso ottico di compensazione in direzione X e Y. Questa opzione prevede l'aggiunta di un sistema di percorso ottico di compensazione alla macchina di taglio a raggio volante. La lunghezza del percorso ottico di compensazione diminuisce all'aumentare della distanza di taglio dell'estremità lontana, mentre aumenta il raggio volante di compensazione per mantenere la lunghezza del percorso ottico costante durante il taglio dell'estremità vicina.
2. Tecnologia di perforazione a taglio.
Quasi tutte le tecnologie di taglio a caldo, tranne alcune eccezioni, devono iniziare praticando un piccolo foro nella tavola. In passato, un punzone laser per punzonare il foro prima dell'inizio del taglio laser. Esistono due metodi di base per le macchine da taglio laser senza dispositivo di punzonatura:
Perforazione a scoppio:
Dopo l'irradiazione laser continua, al centro del materiale si forma una fossa che viene rapidamente rimossa dal flusso di ossigeno insieme al raggio laser. La dimensione media dei fori dipende dallo spessore della lastra e il diametro medio dei fori di esplosione è pari alla metà dello spessore della lastra. Questo metodo non è adatto a parti di alta precisione (come i tubi di giunzione dei filtri dell'olio) a causa dell'elevato diametro dei fori e della scarsa qualità del materiale. rotondità. Viene utilizzata solo per gli scarti. Inoltre, la pressione dell'ossigeno utilizzata per la perforazione è la stessa di quella per il taglio, con conseguenti schizzi significativi.
Perforazione a impulsi:
Un laser a impulsi con una potenza di picco viene utilizzato per fondere o vaporizzare una piccola quantità di materiale, con aria o azoto come gas ausiliario per ridurre l'espansione del foro dovuta all'ossidazione esotermica. La pressione dell'ossigeno utilizzata è inferiore a quella del taglio. Ogni laser a impulsi crea solo particelle piccole e profonde, quindi sono necessari pochi secondi per perforare lastre spesse. Una volta completata la perforazione, il gas ausiliario viene immediatamente sostituito con l'ossigeno per il taglio. Questo metodo consente di ottenere un diametro di perforazione più piccolo e una migliore qualità di perforazione rispetto alla perforazione con esplosivo.
Il laser deve avere un'elevata potenza di uscita e caratteristiche temporali e spaziali del fascio, per cui il generatore laser CO2 generico non può soddisfare i requisiti del taglio laser. Inoltre, la perforazione a impulsi deve disporre di un sistema di controllo del gas affidabile per controllare il tipo di gas, la commutazione della pressione e il tempo di perforazione. La tecnologia di transizione dalla perforazione a impulsi al taglio continuo deve essere enfatizzata per ottenere incisioni di alta qualità.
In teoria, le condizioni di taglio che normalmente cambiano durante la sezione di accelerazione includono la lunghezza focale, la posizione dell'ugello e la pressione del gas. Tuttavia, è improbabile che queste condizioni cambino in un periodo di tempo così breve.
3. Design dell'ugello e tecnologia di controllo del flusso d'aria.
Quando si taglia l'acciaio con il laser, il raggio laser e l'ossigeno vengono diretti attraverso un ugello e sul materiale per formare un flusso d'aria. Affinché l'incisione sia efficace, il flusso d'aria deve avere una velocità e un volume elevati per promuovere l'ossidazione e rimuovere il materiale fuso. La qualità del taglio è influenzata non solo dal raggio laser, ma anche dal design dell'ugello e dal controllo del flusso d'aria (come la pressione dell'ugello e la posizione del materiale rispetto al flusso d'aria).
Il ugello di taglio laser ha un design semplice, con un piccolo foro rotondo all'estremità di un'apertura affusolata. L'ugello è solitamente in rame, soggetto a usura e quindi da sostituire frequentemente. Di conseguenza, in genere non vengono eseguiti calcoli e analisi di meccanica dei fluidi. La pressione dell'ugello è la pressione del gas espulso dal lato dell'ugello, misurata in pressione relativa (Pg).
Quando viene utilizzato, il gas viene espulso dall'ugello e raggiunge la superficie del materiale a una certa distanza, definita pressione di taglio (Pc). Il gas si espande quindi alla pressione atmosferica (Pa). Le ricerche dimostrano che, all'aumentare della pressione dell'ugello (Pn), aumentano anche la velocità del flusso e la pressione di taglio. Per calcolare la velocità del flusso d'aria si può utilizzare una formula:
V = 8,2d2 (Pg + 1)
Dove: V = velocità del flusso di gas in L/min d = diametro dell'ugello in mm Pg = pressione dell'ugello (pressione relativa) in bar
Esistono soglie di pressione diverse per i vari gas. Quando la pressione dell'ugello supera un certo valore, il flusso d'aria passa da subsonico a supersonico. Questa soglia dipende dal rapporto tra Pn e Pa e dal grado di libertà delle molecole del gas. Ad esempio, nel caso dell'ossigeno, la soglia è Pn = 1 bar x (1,2)3,5 = 1,89 bar. Se la pressione dell'ugello è ancora più elevata (Pn/Pa = (1 + 1/n)1 + n/2, dove Pn = 4 bar), il flusso d'aria passa da un'onda d'urto obliqua normale a un'onda d'urto positiva, che riduce la pressione di taglio, la velocità del flusso d'aria e provoca la formazione di vortici sulla superficie del materiale, che indebolisce la capacità del flusso d'aria di rimuovere il materiale fuso e influisce sulla velocità di taglio.
Pertanto, si utilizza un ugello conico con un piccolo foro rotondo e la pressione dell'ugello dell'ossigeno è spesso mantenuta al di sotto dei 3 bar.
Per determinare il modello, le dimensioni e la quantità di taglierine laser da acquistare, è importante capire l'ambito di produzione della propria azienda, i materiali di lavorazione e lo spessore di taglio. È consigliabile fare una semplice configurazione per l'acquisto successivo.
Le macchine per il taglio laser sono utilizzate in diversi settori, come quello dei telefoni cellulari e dei computer, lavorazione della lamieraelettronica, stampa, imballaggio, cuoio, abbigliamento, tessuti industriali, pubblicità, artigianato, mobili, decorazione, apparecchiature e strumenti medici.
I modelli più diffusi sul mercato sono il 3015 e il 2513, rispettivamente di 3×1,5 m e 2,5×1,3 m (larghezza x lunghezza del lato letto). Tuttavia, le dimensioni della taglierina laser non sono un problema, in quanto i fornitori offrono generalmente taglierine laser di diverse dimensioni per la scelta del cliente, e possono anche essere personalizzate.
Per quanto riguarda il prezzo delle macchine per il taglio laser in fibra, è possibile trovare maggiori informazioni in un post correlato. Il personale professionale può condurre soluzioni di simulazione in loco o fornire soluzioni e può anche portare i propri materiali al produttore per la realizzazione di campioni.
Cucitura di taglio sottile - La cucitura di taglio laser è in genere di 0,10 mm-0,20 mm.
Superficie di taglio liscia - La presenza di bave sulla superficie di taglio del laser può variare. In genere, le macchine per il taglio laser YAG presentano alcune bave, determinate principalmente dallo spessore di taglio e dal gas. In genere, non ci sono bave inferiori a 3 mm. Il taglio con azoto è il migliore, seguito da quello con ossigeno e taglio ad aria essendo il peggiore. La macchina per il taglio laser in fibra è quella che presenta meno bave, con una superficie di taglio molto liscia e una velocità elevata.
Controllare la deformazione del materiale.
Potenza del laser - Ad esempio, se la fabbrica taglia principalmente lastre di metallo di dimensioni inferiori a 6 mm, non è necessario acquistare una macchina di taglio laser ad alta potenza. Una macchina da taglio laser in fibra da 500 W può soddisfare la domanda di produzione. Se la produzione è maggiore e si teme per l'efficienza della taglierina laser da 500W, l'opzione migliore sarebbe quella di acquistare due o più macchine da taglio laser di piccola e media potenza. In questo modo la fabbrica potrà risparmiare sui costi e migliorare i profitti.
Le parti fondamentali della taglierina laser - Il generatore laser e il testa del laser sono i componenti principali del laser cutter. La maggior parte dei generatori laser utilizza marchi importati IPG, mentre il tipo economico è il Raycus marchio cinese. È importante prestare attenzione anche ad altri componenti, come il motore elettrico (se si tratta di un servomotore), la guida lineare, il telaio e così via, poiché anche questi componenti possono influire sulla precisione del taglio. È necessario prestare attenzione anche al sistema di raffreddamento della macchina di taglio laser, ovvero l'armadio di raffreddamento. Molte aziende utilizzano condizionatori d'aria domestici per il raffreddamento, ma non sono efficaci. La soluzione migliore è utilizzare condizionatori d'aria industriali per un raffreddamento ottimale.
Riparazione e spese - Qualsiasi apparecchiatura subisce danni di varia entità durante l'uso. In caso di danni, occorre considerare la tempestività e il costo della riparazione. È quindi necessario capire il servizio post-vendita dell'azienda attraverso vari canali, come ad esempio se il canone di manutenzione è ragionevole.
Come FAI DA TE Taglierina laser a fibra?
Se avete bisogno di una taglierina laser, è facile acquistarla. Il fai-da-te può essere impegnativo e non consente di risparmiare sui costi. Ci sono persone che si sono appassionate alle taglierine laser e che hanno creato una taglierina laser per metallo progettando il software, il circuito e i macchinari stessi. Questo processo ha richiesto circa tre mesi.
Tuttavia, se si desidera imparare e acquisire esperienza pratica, costruire una macchina dall'inizio alla fine può essere un'esperienza appagante. Consultate le seguenti risorse per il taglio laser fai-da-te:
Kit per taglierina laser
Elenco delle parti soggette a usura della taglierina laser
No.
Articolo
1
Lente protettiva
2
Elemento filtrante
3
Ugello in rame
4
Lente di messa a fuoco
5
Anello in ceramica
6
Lente di collimazione
7
Amplificatore
8
Connettore amplificatore
Analisi dei costi operativi della taglierina laser.
1) Prendiamo come esempio l'acciaio inossidabile da 1 mm per calcolare il capitale utilizzato e il costo in termini di tempo.
Ad esempio:
Si consideri il taglio di 50.000 metri di acciaio inossidabile da 1 mm. Il calcolo del periodo di tempo può variare a causa del breve tempo di foratura per le lamiere sottili e delle differenze nelle modalità di produzione che possono non registrare la corsa a vuoto. Pertanto, i risultati statistici potrebbero non riflettere accuratamente l'efficienza e il confronto dei costi.
Nota: il tempo di carico e scarico non è incluso nel calcolo.
Taglierina laser a fibra con potenza di 2000W:
50.000 m ÷ 20 m/min ÷ 60 min = 41,7 h ≈ 5 giorni
41,7 h x (27,8 RMB + 70 RMB) ≈ 4078 RMB
Taglierina laser CO2 con potenza di 3000W:
50.000 m ÷ 8 m/min ÷ 60 min = 104,2 h ≈ 13 giorni
104,2 h x (63,5 RMB + 70 RMB) ≈ 13911 RMB
Taglierina laser CO2 con potenza di 2000W:
50.000 m ÷ 6,5 m/min ÷ 60 min = 128,2 h ≈ 16 giorni
128,2 h x (50,5 RMB + 70 RMB) ≈ 15488 RMB
1 mm SS
Laser a fibra 2000W
Laser CO2 3000W
Laser CO2 2000W
Tempo (giorno)
5
13
16
Costo (MB)
4078
13911
15488
2) Prendiamo come esempio l'acciaio inossidabile da 2 mm per calcolare il capitale utilizzato e il costo in termini di tempo.
Ad esempio:
Taglio di acciaio inossidabile da 2 mm, per un totale di 50.000 metri, in un periodo di tempo stimato approssimativamente:
Taglierina laser a fibra con una potenza di 2000W:
50.000m ÷ 8,5m/min ÷ 60 min = 98 ore ≈ 12 giorni
98 ore × (27,8 RMB + 70 RMB) ≈ 9588 RMB
Taglierina laser CO2 con una potenza di 3000W:
50.000m ÷ 4,5m/min ÷ 60 min = 185,2 ore ≈ 23 giorni
185,2 ore × (63,5 RMB + 70 RMB) ≈ 24724 RMB
Taglierina laser CO2 con una potenza di 2000W:
50.000m ÷ 3m/min ÷ 60 min = 277,8 ore ≈ 34,7 giorni
4) Efficienza operativa (prendere come esempio uno spessore di 1~4 mm)
Articolo
Spessore (mm)
IPG2000
CO2 2000W
CO2 3000W
Velocità di taglio (m/min)
Acciaio dolce
1
10.0-13.0
5.0-6.5
6.0-9.0
2
5.0-6.0
3.5-5.0
4.0-5.6
3
3.0-4.8
3.0-3.8
3.0-4.6
4
2.8-3.5
2.5-3.3
2.6-3.8
5
2.2-3.0
2.2-2.8
2.2-3.2
6
1.8-2.5
1.8-2.5
2.0-2.8
8
1.2-1.8
1.1-1.6
1.3-2.0
10
1.1-1.3
1.0-1.3
1.2-1.6
12
0.9-1.2
0.9-1.1
1.0-1.4
SS
1
15.0-22.0
6.0-9.0
7.0-9.0
2
7.0-9.0
3.8-4.5
4.2-5.2
3
3.5-5.5
2.0-2.5
2.8-3.9
4
3.0-4.5
1.2-1.8
2.0-2.8
5
1.8-2.5
1.0-1.3
1.6-2.0
6
1.2-1.8
0.6-0.9
1.3-1.6
8
0.8-1.0
0.7-1.0
Manutenzione e risoluzione dei problemi della macchina per il taglio laser in fibra
Sintesi
Per garantire il corretto funzionamento di una macchina per il taglio laser, è necessaria una manutenzione ordinaria. Poiché la macchina utilizza componenti di alta precisione, è importante gestire il processo di manutenzione con attenzione e seguire rigorosamente le procedure operative. Si raccomanda inoltre di incaricare una persona specifica di eseguire la manutenzione per evitare di danneggiare i componenti.
Gli utenti dovrebbero sempre avere a portata di mano le seguenti parti di ricambio:
A) Acetone (purezza 99,5%, con meno di 0,3% di acqua e capacità di 500ml) B) Cotone assorbente (5 confezioni, di grado medico o ottico) C) Alcool (500ml, con purezza 99,5%+) D) Contagocce (medico) E) Tampone di cotone (due confezioni) F) Multimetro (uno).
Vengono inoltre fornite le istruzioni per l'installazione o la sostituzione della lente interna della testa di taglio.
(1) Prima di installare la lente ottica, è importante: indossare abiti puliti, pulire le mani con sapone o detergente e indossare guanti bianchi puliti; non toccare alcuna parte della lente a mani nude; prendere la lente dal lato, senza toccare direttamente la superficie di rivestimento della lente.
(2) Quando si assembla l'obiettivo, evitare di soffiarci sopra con la bocca; posizionare l'obiettivo su una scrivania pulita e mettere sotto di esso alcuni fogli di carta professionale.
Maneggiare l'obiettivo con attenzione per evitare contusioni o cadute e non applicare alcuna forza sulla superficie di rivestimento dell'obiettivo. Prima di installare l'obiettivo, pulire il portalenti con una pistola ad aria compressa per rimuovere polvere e sporcizia. Quindi, inserire delicatamente la lente nel portalenti.
(3) Quando si installa l'obiettivo nel portalenti, non usare una forza eccessiva per fissarlo, in quanto ciò potrebbe causare la deformazione dell'obiettivo e compromettere la qualità del fascio.
(4) Precauzioni per la sostituzione della lente ottica:
Maneggiare con cura l'obiettivo quando lo si estrae dalla confezione per evitare di graffiarlo.
Non esercitare alcuna pressione sulla lente fino a quando la carta da imballaggio non è stata rimossa.
Indossare guanti puliti quando si rimuove la lente protettiva e la lente di messa a fuoco dalla scatola e la si rimuove dal lato dell'obiettivo.
Evitare che polvere e altri oggetti cadano sull'obiettivo quando si rimuove la carta di imballaggio.
Utilizzare una pistola ad aria compressa pulita per rimuovere la polvere dall'obiettivo e metterla su carta per lenti ottiche.
Rimuovere la polvere e la sporcizia dal portalenti e dai supporti per evitare che corpi estranei cadano sull'obiettivo durante il montaggio.
Non usare troppa forza quando si installa l'obiettivo nel portalenti per evitare che si deformi.
Al termine dell'assemblaggio dell'obiettivo, utilizzare una pistola ad aria compressa pulita per rimuovere la polvere o i corpi estranei presenti sull'obiettivo.
Passi per la pulizia dell'obiettivo della macchina per il taglio laser:
Per prima cosa, soffiare via la polvere dallo specchio con una pistola ad aria compressa pulita. Quindi, utilizzare un bastoncino di cotone pulito per rimuovere lo sporco. Immergere il bastoncino di cotone in alcool di elevata purezza o acetone ed eseguire movimenti circolari partendo dal centro della lente e muovendosi verso l'esterno.
Ripetere l'operazione fino a quando la lente è pulita, passando a un nuovo tampone di cotone pulito dopo ogni giro. Utilizzare un panno pulito per rimuovere eventuali segni residui sullo specchio, facendo attenzione a non graffiarlo. Osservare la lente con molta luce per vedere se il riflesso è buono, il che indica che la lente è stata pulita. Se il riflesso non è buono, continuare il processo di pulizia.
Infine, posizionare la lente pulita nella base dello specchio con il metodo sopra descritto. È vietato utilizzare nuovamente lo stesso tampone di cotone per la pulizia.
Stoccaggio di lenti ottiche
La corretta conservazione delle lenti ottiche è essenziale per preservarne la qualità.
L'ambiente di conservazione deve essere compreso tra i 10 e i 30°C, poiché la collocazione dell'obiettivo in un congelatore o in un ambiente simile può causare condensa, che può facilmente danneggiare l'obiettivo.
La temperatura dell'ambiente di conservazione non deve superare i 30°C, in quanto potrebbe compromettere il rivestimento della superficie della lente.
Quando si ripone l'obiettivo in una scatola, deve essere collocato in un ambiente non vibrante per evitare la deformazione dell'obiettivo e mantenere le sue prestazioni.
Ispezione elettrica
La manutenzione consiste principalmente nel controllare la stabilità della tensione di alimentazione giornaliera, nel mantenere la pulizia e la corretta ventilazione dell'armadio elettrico della macchina e nel garantire l'integrità e la sicurezza di ogni componente elettrico.
Ciclo di manutenzione
A) Il ciclo di manutenzione del laser, del refrigeratore e del compressore d'aria deve essere conforme al programma specificato nel manuale di istruzioni.
B) La prima manutenzione della macchina deve essere eseguita dopo 24 ore di utilizzo, seguita da un'altra manutenzione dopo 100 ore di utilizzo, quindi da una revisione dopo sei mesi, e successivamente la manutenzione deve essere eseguita ogni sei mesi o una volta all'anno (a seconda delle circostanze specifiche del cliente).
Manutenzione durante il funzionamento
Prima di mettere in funzione la macchina, è importante eseguire un controllo e una manutenzione giornaliera della macchina di taglio laser in base all'elenco dei controlli giornalieri. Se si notano suoni anomali durante l'uso della macchina, fermarla immediatamente ed eseguire un'ispezione approfondita. Dopo aver terminato l'uso della macchina di taglio laser, assicurarsi di spegnerla nell'ordine corretto e di pulire il tavolo della macchina e l'area circostante. Non lasciare oggetti estranei sul tavolo della macchina o sul pannello di controllo.
Controllare regolarmente il livello dell'olio della pompa di lubrificazione e rabboccarlo se necessario per garantire la completa lubrificazione delle guide dell'asse X e dell'asse Y, mantenere la precisione della macchina e prolungare la durata delle guide degli assi X e Y.
Pulire la guida lineare dell'asse Z e la polvere sull'albero della vite una volta alla settimana e aggiungere olio motore.
Controllare una volta alla settimana che le tubature dell'acqua e dell'aria non siano danneggiate e, in caso di danni, informare tempestivamente il personale dell'azienda per la manutenzione.
Pulire l'aria ogni settimana per filtrare detriti e polvere.
Controllare ogni settimana il livello dell'acqua di raffreddamento interna del refrigeratore d'acqua e aggiungerne altra se necessario.
Controllare la contaminazione della lente di messa a fuoco ogni due settimane e pulirla se necessario per garantirne la durata.
Controllare lo specchio protettivo una volta al giorno per mantenere l'effetto di taglio.
Controllare il percorso del gas una volta al mese per eliminare eventuali pericoli.
Controllare regolarmente che i cavi esterni non siano danneggiati e che le interfacce di linea dell'armadio di distribuzione non siano allentate.
Regolare la planarità della macchina dopo sei mesi di utilizzo per garantirne la precisione di taglio.
Manutenzione per il non utilizzo a lungo termine
Quando la macchina non viene utilizzata per lunghi periodi di tempo, applicare un rivestimento protettivo, come olio o grasso, sulle parti mobili. Avvolgerle in carta antiruggine e controllare regolarmente l'eventuale presenza di ruggine, rimuovendola tempestivamente ed eseguendo misure di prevenzione della ruggine sulle aree interessate. (Considerare l'aggiunta di una copertura antipolvere, se il budget lo consente).
Problemi
Cause
Soluzioni
I pezzi vengono lavorati senza emissione di gas ausiliario
1. mancanza di pressione;
1. controllare la pressione dell'aria;
2. l'elettrovalvola o la linea metallica sono rotte;
2. controllare l'elettrovalvola o la linea dell'elettrovalvola
Si avverte un suono anomalo nel movimento dell'asse
1. nessun lubrificante sulle parti mobili;
1. aggiungere lubrificanti;
2. verificare che il percorso di movimento sia sicuro
2. controllare la sicurezza del percorso delle parti mobili
Non c'è il laser sulla testa di taglio o la luce è debole.
1. nessun segnale luminoso;
1. controllare la linea del segnale PWM;
2. Il laser o la fibra sono rotti;
2. verificare se l'allarme laser è attivo;
3. blocco dell'ugello; percorso ottico parziale;
3. sostituire l'ugello; 4. regolare il percorso ottico
Il modello di taglio non corrisponde alle dimensioni del disegno
1. gli errori del programma;
1. leggere le istruzioni. verificare che il funzionamento sia corretto;
2. La precisione del posizionamento è stata compromessa;
2. verificare che la precisione della macchina sia qualificata;
Nota: non esiste un'opzione "migliore", ma solo opzioni migliori, scegliete quella più adatta a voi.
Il taglio laser è un processo produttivo maturo e le prestazioni delle macchine di taglio laser delle migliori marche non sono molto diverse. La scelta della migliore macchina per il taglio laser si basa principalmente sui materiali di produzione. È necessario considerare i seguenti fattori:
Cucitura di taglio: La cucitura tipica del taglio laser è di 0,10-0,20 mm.
Superficie di taglio liscia: La superficie di taglio non deve presentare sbavature.
Bassa deformazione termica: Il processo di taglio laser è caratterizzato da un cordone di taglio sottile, da una velocità elevata e da un'energia concentrata, con conseguente trasferimento minimo di calore al materiale e bassa deformazione.
Adatto alla lavorazione di prodotti di grandi dimensioni: Elaborazione laser elimina la necessità di stampi nella fabbricazione di prodotti di grandi dimensioni, riducendo notevolmente i costi di produzione e migliorando la qualità del prodotto.
Adatto allo sviluppo di nuovi prodotti: La lavorazione laser può essere eseguita subito dopo il completamento della progettazione del prodotto, consentendo un ciclo di sviluppo più breve.
Risparmio di materiale: La lavorazione laser utilizza la programmazione computerizzata per massimizzare l'utilizzo del materiale tagliando i prodotti in forme diverse.
Funzionamento della macchina per il taglio laser a fibre
Prima di utilizzare la macchina di taglio laser, è importante comprendere il funzionamento delle sue varie parti e seguire i metodi di funzionamento corretti sia per le prestazioni della macchina che per la sicurezza personale.
Prima dell'uso, eseguire i seguenti controlli:
Controllare il livello dell'olio della macchina e riempirlo se necessario per mantenerlo nella norma.
Controllare che i canali dell'acqua e del gas non presentino perdite e assicurarsi che la qualità dell'aria e dell'acqua sia normale e non contaminata.
Verificare che il raggio laser venga emesso dal centro dell'ugello del gas controllando l'allineamento coassiale del laser e dell'ugello.
Verificare che l'imboccatura dell'ugello del gas di taglio sia adeguata al processo di taglio e, se necessario, sostituirla.
Controllare il collegamento del gas ausiliario per il taglio e regolare la pressione del gas al livello corretto, se necessario.
Precauzioni di sicurezza e segnaletica di sicurezza prima dell'uso e durante l'uso
Rappresenta "Attenzione", se non si segue il funzionamento corretto si possono verificare lesioni personali o danni all'apparecchiatura.
Rappresenta un raggio laser attraverso, non passare dal fascio, altrimenti, causerà ustioni sul corpo umano o addirittura in pericolo di vita.
Rappresenta un pericolo di alimentazione ad alta tensione, non chiudere ad alta pressione, altrimenti causerà scosse elettriche o addirittura pericolo di vita.
Precauzioni:
A) Non guardare mai direttamente il laser, compresa la luce rossa.
B) Tenere persone e oggetti non di lavoro fuori dal raggio d'azione del laser quando si apre l'otturatore.
C) L'operatore deve indossare occhiali protettivi e rimanere presente durante il funzionamento della macchina di taglio laser.
D) Se si verifica un problema durante l'uso, premere immediatamente l'interruttore di emergenza o spegnere l'alimentazione principale.
E) Monitorare costantemente la temperatura dell'acqua di raffreddamento e la pressione del gas di lavoro durante l'uso.
F) Far funzionare la macchina solo con una formazione adeguata e seguendo procedure operative sicure. È severamente vietato l'utilizzo della macchina da parte di personale non autorizzato.
G) Il laser della macchina da taglio laser è un prodotto laser di Classe 4 e il raggio laser invisibile, il riflesso della lente e la luce diffusa possono essere dannosi per il corpo umano, in particolare per gli occhi. Il personale deve prendere le necessarie precauzioni e prevenire gli incidenti di incendio.
H) I gas di scarico generati durante il taglio laser possono essere dannosi per l'operatore, quindi accertarsi che l'aspiratore della macchina funzioni correttamente.
I) Mantenere l'apparecchiatura di taglio laser in modo pulito e organizzato, lubrificando come indicato e gestendo correttamente gli strumenti e gli accessori per evitare perdite. In caso di malfunzionamenti, arrestare immediatamente la macchina e informare i tecnici competenti se l'operatore non è in grado di risolvere il problema.
J) Per evitare danni da scosse elettriche, l'ispezione o la riparazione della parte di controllo elettrico della macchina di taglio laser è consentita solo a personale di manutenzione professionale.
Sequenza di accensione/spegnimento:
A) Iniziare ad accendere la fonte di alimentazione esterna per fornire elettricità all'armadio di comando.
B) Assicurarsi che l'interruttore del refrigeratore d'acqua sia acceso (non spegnere l'interruttore del refrigeratore d'acqua dopo l'uso).
C) Verificare che l'interruttore di emergenza sia in posizione di rilascio.
D) Portare l'interruttore a chiave in posizione "on".
E) Accendere il computer.
F) Infine, accendere il laser a sinistra.
Per spegnere la macchina di taglio laser, invertire l'ordine di questi passaggi.
Uso e programmazione del software:
Per le istruzioni sull'uso del software, consultare il manuale. I dettagli non saranno discussi in questa sede.
Calibrazione automatica del sensore di altezza:
Se è necessario calibrare il sensore di altezza quando si cambia l'ugello o se la distanza del servo non è precisa, la calibrazione può correggere l'altezza del seguitore. La procedura è la seguente:
A) Abbassare la testa di taglio a circa 5 mm dalla superficie della lastra.
B) Selezionare "Calibrazione" sulla torcia di controllo dell'altezza → "Calibrazione testa flottante" → "Conferma".
C) La testa di taglio si abbassa due volte durante il processo, che dura circa 10 secondi. Controllare la posizione della piastra durante questo periodo.
D) La curva di calibrazione viene visualizzata sulla torcia di controllo dell'altezza al termine della calibrazione. La curva deve essere regolare per ottenere un risultato di calibrazione normale. Se il risultato della calibrazione è scarso, l'effetto di taglio ne risentirà e sarà necessario ripetere la calibrazione.
I risultati della calibrazione possono essere influenzati da diversi fattori, tra cui:
Una superficie instabile sulla tavola.
Scuotimento della slitta dell'asse Z.
Gravi interferenze elettriche da fonti esterne.
I risultati della calibrazione sono classificati come A, B, C o D. Il plotter laser può essere utilizzato normalmente se il risultato della calibrazione è superiore a "C", mentre è necessario ricalibrare per eliminare le interferenze se il risultato è "D".
Sicurezza delle macchine da taglio laser
Questa sezione si concentra sull'importanza della sicurezza del laser e fornisce le linee guida per il funzionamento sicuro delle macchine da taglio laser. È fondamentale che ogni operatore sia a conoscenza delle conoscenze comuni e delle misure di sicurezza per garantire il proprio benessere.
"Precauzioni"
A) Nominare amministratori della sicurezza per stabilire le loro responsabilità e fornire formazione sulla sicurezza agli operatori del trattamento laser.
B) Definire l'area di gestione della sicurezza laser e affiggere cartelli di avvertimento all'ingresso. I cartelli devono contenere informazioni sulla potenza della macchina, tipo di laserIl divieto di ingresso per gli estranei e l'importanza della protezione degli occhi. Dovrebbe essere incluso anche il nome del responsabile della sicurezza.
C) Gli operatori di macchine per il trattamento laser devono seguire una formazione specializzata e utilizzare la macchina solo con l'autorizzazione dell'amministratore della sicurezza.
Avviso di sicurezza laser
I danni principali del laser sul corpo umano riguardano gli occhi e la pelle. L'esposizione al laser può provocare ustioni su qualsiasi parte del corpo, per cui è importante evitare di mettere qualsiasi parte del corpo in il percorso della luce dell'apparecchiatura laser per evitare danni dovuti a un uso improprio.
Protezione degli occhi e della pelle
Durante la lavorazione laser, vengono comunemente utilizzati i laser CO2 e YAG, e ciascuno di essi tipo di laser possono causare danni diversi al corpo umano. Il laser YAG è più dannoso in quanto la sua lunghezza d'onda ha un'elevata trasmittanza agli occhi umani e può danneggiare la retina. I laser CO2, invece, causano danni soprattutto sotto forma di ustioni alla cornea degli occhi. Entrambi tipi di laser L'esposizione al laser può portare alla cataratta degli occhi e al rischio di ustioni cutanee. Pertanto, è importante adottare le misure di protezione adeguate in base al tipo di laser utilizzato durante il processo di regolazione.
Prevenzione incendi
Il taglio laser comporta spesso l'uso di ossigeno e scintille durante il processo di taglio, il che aumenta il rischio di incendio. Pertanto, l'area di lavoro non deve contenere materiali infiammabili o esplosivi e deve essere dotata dei necessari dispositivi di prevenzione.
Sicurezza elettrica
A) Evitare di toccare gli interruttori con le mani bagnate per evitare scosse elettriche
Le aree della macchina di taglio laser contrassegnate da segnali luminosi indicano che queste parti hanno un'alta tensione elettrica o componenti elettrici. Gli operatori che si trovano in prossimità di queste parti o che eseguono la manutenzione devono prestare attenzione per evitare scosse elettriche. Tra queste, il coperchio di protezione nella posizione del servomotore, la scatola di giunzione dietro la colonna, l'armadio del trasformatore della macchina di taglio laser e gli sportelli dell'armadio elettrico, ecc.
B) Familiarizzare con le funzioni e i tasti
Assicurarsi di leggere attentamente il manuale della macchina e lo schema elettrico, in modo da familiarizzare con le funzioni e i tasti della macchina di taglio laser.
C) Divieto di modifiche non autorizzate ai parametri della macchina
Non aprire facilmente gli sportelli elettrici e vietare le modifiche non autorizzate ai parametri della macchina, ai parametri del servo e al potenziometro (in base alla tabella di scambio). Se è necessario apportare modifiche, è necessario essere addestrati dal produttore dell'apparecchiatura di taglio laser e approvati dal personale specializzato. Ricordarsi di registrare i valori dei parametri prima di apportare qualsiasi modifica, in modo da poter ripristinare lo stato originale in caso di necessità.
D) Proteggersi dall'alta tensione e dai raggi X
La tensione di alimentazione generale della taglierina laser di lavorazione è di diverse migliaia o decine di migliaia di volt, quindi è importante evitare l'esposizione all'alta tensione del laser e ai raggi X generati dal tubo elettronico ad alta tensione.
E) Evitare di toccare le parti sotto tensione del quadro elettrico
Non toccare le parti sotto tensione dell'armadio elettrico, come il dispositivo di controllo numerico, il servo dispositivo, il trasformatore, la ventola, ecc.
Allarme:
Dopo un'interruzione di corrente, attendere almeno 5 minuti prima di toccare il terminale. Dopo l'interruzione dell'alimentazione, il terminale della linea di alimentazione potrebbe essere ad alta tensione per un certo periodo di tempo; per evitare scosse elettriche, non toccarlo immediatamente.
Macchina per il taglio laser'misure di protezione
"Designare un amministratore della sicurezza"
Designare un amministratore della sicurezza per determinare le proprie responsabilità e condurre operazioni sicure e formazione sulla sicurezza per gli operatori del trattamento laser.
"Area di gestione della sicurezza laser"
Specificare l'area di gestione della sicurezza laser e collocare un cartellino di avvertimento all'ingresso dell'area. Il cartellino di avvertimento deve indicare la potenza della macchina di lavorazione laser, il tipo di laser, il divieto di accesso agli estranei, l'avvertenza di proteggere gli occhi e il nome del responsabile della sicurezza.
"Interruttore a chiave della macchina"
Quando la macchina per l'elaborazione laser non è in uso, assicurarsi di estrarre l'interruttore a chiave e tenerlo sotto chiave per evitare danni causati da un uso improprio.
"Sistema di scarico per fumi e gas".
Assicurarsi che i fumi, i gas e i gas di lavoro del laser prodotti durante la fabbricazione vengano scaricati all'esterno attraverso il tubo di scarico. Tutte le bombole devono essere conservate in modo ordinato e sicuro.
Gli operatori dovrebbero essere a conoscenza delle conoscenze comuni
Gli operatori di macchine per il taglio laser devono seguire una formazione speciale per raggiungere un certo livello e operare solo con il consenso dell'amministratore della sicurezza.
Quando si utilizza la macchina per il taglio laser o si è vicini al laser, l'operatore o la persona deve indossare occhiali laser e indumenti protettivi adeguati. Nell'area in cui si indossano gli occhiali protettivi deve essere garantita un'adeguata illuminazione interna per assicurare che l'operatore possa lavorare senza problemi.
Per proteggere l'operatore, è necessario prevedere una sala di lavorazione o uno schermo protettivo. Devono essere presenti dispositivi di sicurezza per evitare la diffusione del laser e garantire la sicurezza degli operatori.
Quando si apre la porta della sala di lavorazione, l'otturatore laser deve essere chiuso.
Grafico dello spessore e della velocità di taglio laser in fibra
La seguente tabella dello spessore del taglio laser potrebbe essere utile per voi.
È inoltre possibile scaricare il file xls della tabella degli spessori di taglio laser in questa pagina.
Grafico dello spessore e della velocità di taglio laser
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come fa un laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante articolo esploreremo la scienza alla base della tecnologia di taglio laser in fibra....
A che velocità un laser a fibra può tagliare diversi metalli? Se vi siete mai chiesti come ottimizzare le velocità di taglio per materiali come l'acciaio al carbonio o l'alluminio, questo articolo offre grafici di velocità dettagliati...
Immaginate di tagliare il metallo con la stessa facilità con cui si taglia il burro. La tecnologia laser in fibra ha rivoluzionato la lavorazione dei metalli, offrendo precisione e velocità senza pari. Questo articolo esplora le velocità di taglio di vari metalli...
Avete mai lottato per ottenere un taglio perfetto sul metallo? In questo blog post, scopriremo i segreti dei parametri di taglio ottimali per vari metalli, utilizzando una macchina...
Scegliere il laser in fibra ad alta potenza più adatto alle proprie esigenze industriali può essere un compito arduo. Una maggiore potenza significa sempre una migliore efficienza? Non necessariamente. Questa guida esplora le idee sbagliate più comuni e...
Immaginate uno strumento così preciso da tagliare il metallo con la stessa finezza del bisturi di un chirurgo. I laser a fibra hanno rivoluzionato i settori industriali, dalla produzione alla medicina. Questo articolo approfondisce...
Vi siete mai chiesti come fa una tecnologia all'avanguardia a raggiungere una tale precisione? I laser a fibre, una meraviglia dell'ingegneria moderna, utilizzano fibre di vetro drogate con terre rare per generare fasci laser altamente efficienti e versatili....
Quali sono le cause dei guasti alle teste di taglio laser e come si possono prevenire? Questo articolo approfondisce i comuni problemi di contaminazione che interessano le lenti delle teste di taglio laser in fibra e offre soluzioni pratiche...
Vi siete mai chiesti quale tecnologia di taglio laser regni davvero sovrana? Questo articolo si addentra nella battaglia tra laser a fibra e laser CO2, esplorando i loro punti di forza, le loro debolezze e i fattori...