Brasagem 101: Tudo o que você precisa saber para iniciantes
Já alguma vez se interrogou sobre a ciência por detrás da união de metais sem os derreter? A brasagem é um processo fascinante que liga metais utilizando um material de enchimento aquecido a uma gama de temperaturas específica. Neste artigo, vamos mergulhar no mundo da brasagem, explorando as suas características, vantagens e vários tipos. Junte-se a nós para desvendar os segredos desta técnica essencial de metalurgia e descobrir como ela molda os produtos que usamos todos os dias.
A brasagem é um processo de união a alta temperatura em que um metal de adição é aquecido a uma temperatura tipicamente superior a 450°C (842°F). Esta temperatura é cuidadosamente selecionada para estar acima do ponto de liquidez do metal de adição, mas abaixo da temperatura de solidificação dos materiais de base que estão a ser unidos.
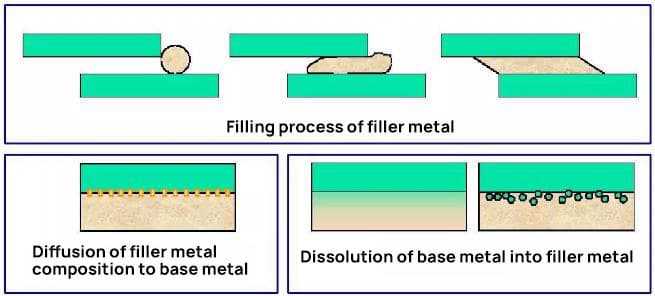
Durante o processo de brasagem, o metal de adição fundido molha a superfície dos metais de base, facilitado pela aplicação correta do fluxo ou por uma atmosfera controlada. A ação capilar atrai então o material de enchimento líquido para a folga estreita da junta. À medida que o conjunto arrefece, o metal de adição solidifica, criando uma forte ligação metalúrgica entre os materiais de base.
Esta técnica versátil permite unir metais semelhantes ou diferentes, produzindo ligações de alta resistência com excelente condutividade térmica e eléctrica. A brasagem é amplamente utilizada em indústrias como a aeroespacial, automóvel e AVAC pela sua capacidade de criar juntas estanques e unir conjuntos complexos com o mínimo de distorção.
Características de brasagem
(1) O ponto de fusão do metal de adição é substancialmente inferior ao do metal de base, normalmente em pelo menos 50°C (90°F). Este diferencial de temperatura assegura que o metal de base permanece no estado sólido durante o processo de brasagem, preservando a sua integridade estrutural e propriedades mecânicas.
(2) A composição do metal de adição é nitidamente diferente da do metal de base. Esta variação de composição é concebida para obter propriedades metalúrgicas específicas, tais como uma melhor molhabilidade, caraterísticas de fluxo melhoradas e compatibilidade com o metal de base para uma resistência óptima da junta.
(3) O metal de adição fundido é atraído e retido na fenda da junta entre os componentes do metal de base através de uma combinação de ação molhante e força capilar. Este fenómeno, conhecido como ação capilar ou fluxo capilar, é regido por factores que incluem a tensão superficial, a viscosidade e a folga da fenda, que normalmente varia entre 0,025 e 0,125 mm (0,001 e 0,005 polegadas) para obter resultados óptimos.
(4) A ligação metálica é estabelecida através da difusão mútua de átomos na interface entre o metal de adição líquido e o metal de base sólido. Este processo de difusão cria uma camada intermetálica, que é crucial para a formação de uma ligação metalúrgica forte e contínua. A extensão e a natureza desta zona de difusão influenciam significativamente as propriedades mecânicas e a resistência à corrosão da junta.
Decomposição do processo de brasagem
Vantagens e desvantagens da brasagem
Vantagens da brasagem:
Processo de temperatura mais baixa: A brasagem ocorre a temperaturas abaixo do ponto de fusão do metal de base, minimizando as alterações estruturais e de propriedades nos materiais de base.
Distorção mínima: O processo induz tensões e deformações insignificantes, tornando-o ideal para unir componentes de alta precisão e estruturas complexas.
Alta eficiência: A brasagem permite a criação simultânea de várias juntas, aumentando significativamente as taxas de produção.
Versatilidade: Acomoda uma vasta gama de materiais, incluindo metais, não metais e combinações de materiais diferentes, oferecendo um vasto potencial de aplicação.
Qualidade superior da junta: As ligações soldadas apresentam normalmente superfícies lisas e esteticamente agradáveis, com excelentes caraterísticas de filetagem.
Preservação das propriedades do material: A menor entrada de calor ajuda a manter as propriedades mecânicas e físicas dos materiais de base, cruciais para aplicações especializadas.
Vedação hermética: As juntas soldadas podem proporcionar vedações estanques, essenciais em indústrias como a aeroespacial e a eletrónica.
Desvantagens da brasagem:
Limitações da resistência da junta: As ligações soldadas têm geralmente uma resistência inferior à das ligações soldadas, particularmente a temperaturas elevadas.
Restrições de projeto: As juntas sobrepostas, embora versáteis, podem levar a um aumento da utilização de materiais, ao aumento do peso e a potenciais pontos de concentração de tensões na estrutura.
Preparação rigorosa da superfície: O processo exige uma limpeza meticulosa da superfície e um controlo preciso da folga da junta para garantir uma ação capilar adequada e o fluxo do metal de adição.
Considerações sobre equipamentos e custos: Algumas técnicas avançadas de brasagem requerem um investimento de capital significativo em equipamento e instalações especializadas, aumentando potencialmente os custos operacionais.
Sensibilidade à temperatura: O ponto de fusão mais baixo das ligas de brasagem pode limitar a temperatura de serviço dos componentes unidos.
Potencial de corrosão galvânica: Ao unir metais diferentes, o material de enchimento pode criar um par galvânico, necessitando de uma seleção cuidadosa do material e de considerações de design.
Dependência de competências: A obtenção de juntas soldadas de alta qualidade requer frequentemente operadores qualificados, particularmente para geometrias complexas ou aplicações críticas.
Tipos de brasagem
1) Classificação por ponto de fusão da solda
Soldadura: Abaixo de 450°C (842°F)
Brasagem: Acima de 450°C (842°F)
2) Classificação por temperatura de brasagem
Brasagem a alta temperatura: Acima de 800°C (1472°F)
Brasagem a média temperatura: 550°C a 800°C (1022°F a 1472°F)
Brasagem a baixa temperatura: Inferior a 550°C (1022°F)
3) Classificação por fonte de calor
Brasagem por chama: Utiliza chamas de gás (por exemplo, oxiacetileno, propano)
Brasagem em forno: Utiliza fornos de atmosfera controlada
Brasagem por indução: Utiliza aquecimento por indução electromagnética
Brasagem por resistência: Aplica resistência eléctrica para aquecimento localizado
Brasagem por imersão: Imersão de peças em banhos de sal ou metal fundido
Brasagem por infravermelhos: Utiliza radiação infravermelha para um aquecimento preciso
4) Classificação por Atmosfera
Brasagem atmosférica: Efectuada ao ar livre
Brasagem com atmosfera controlada: Utiliza gases inertes ou redutores (por exemplo, azoto, árgon)
Brasagem a vácuo: Realizada num ambiente de vácuo para juntas de elevada pureza
5) Classificação por aplicação de metal de adição
Pré-localização da brasagem: Metal de enchimento posicionado antes do aquecimento
Brasagem de alimentação contínua: Metal de enchimento adicionado durante o processo de brasagem
6) Classificação por projeto de junta
Brasagem de juntas sobrepostas
Brasagem de juntas de topo
Brasagem de juntas em T
Brasagem de juntas de canto
Termos e definições relacionados com a brasagem
Liquidus: A temperatura mais baixa à qual o metal de adição para brasagem está completamente líquido.
Solidus: A temperatura mais elevada à qual o metal de adição de brasagem é completamente sólido.
Humidificação:
A molhagem é a capacidade de um líquido manter o contacto com uma superfície sólida, resultante de interações intermoleculares quando os dois se juntam. É um fenómeno crucial na brasagem, abrangendo:
Molhagem por imersão: Quando um sólido é submerso num líquido.
Molhagem por adesão: O contacto inicial entre um líquido e uma superfície sólida.
Molhagem por espalhamento: A expansão de um líquido através de uma superfície sólida.
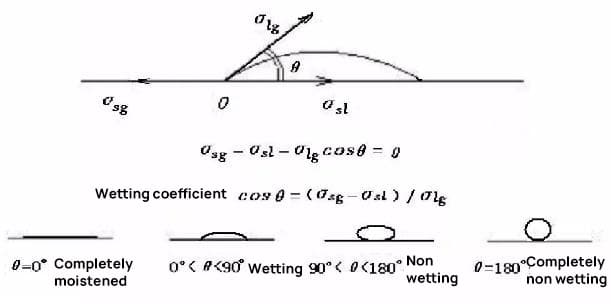
No seu estado livre, um líquido tende a formar uma forma esférica devido à tensão superficial. Quando um líquido entra em contacto com um sólido:
Se as forças de coesão do líquido excederem as suas forças de adesão ao sólido, não molhará a superfície.
Se as forças de adesão do líquido ao sólido ultrapassarem as suas forças de coesão, ocorrerá a molhagem.
O grau de molhagem é quantificado pelo ângulo de contacto (θ) formado entre as fases líquida e sólida na sua interface. Para uma brasagem eficaz, o ângulo de molhagem do metal de adição deve ser normalmente inferior a 20°.
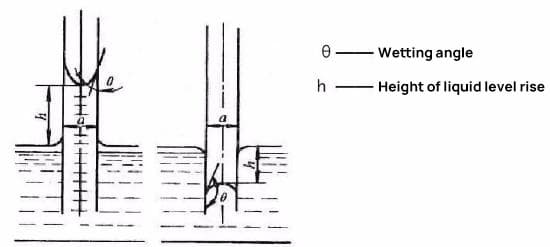
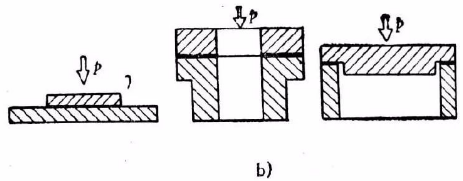
Ação capilar:
Assume-se que quando duas placas metálicas paralelas entre si são inseridas verticalmente numa quantidade infinita de solda líquida, as placas são infinitas e a quantidade de solda é ilimitada.
Dependendo das propriedades de molhagem da solda nas placas metálicas, o efeito capilar resultará na situação mostrada na Figura (a) ou na situação mostrada na Figura (b). Se a solda for capaz de molhar as placas metálicas, ocorrerá o resultado representado na Figura (a); caso contrário, ocorrerá o resultado representado na Figura (b).
Metal de enchimento para brasagem e soldadura
Soldaduras suaves à base de Sn e Pb: Estas soldas apresentam excelentes capacidades de molhagem e espalhamento no cobre e em vários outros metais, tornando-as a escolha predominante na indústria eletrónica. As soldas à base de Sn, em particular, estão a ganhar destaque devido a preocupações ambientais e requisitos regulamentares.
Solda à base de Cd: Compostas principalmente por ligas de cádmio-prata, estas soldas oferecem uma resistência superior ao calor e à corrosão. No entanto, a sua utilização é cada vez mais limitada devido à toxicidade do cádmio, o que levou ao desenvolvimento de alternativas mais seguras.
Solda à base de Zn: As soldas à base de zinco constituem uma opção económica com boas propriedades mecânicas e resistência à corrosão. São particularmente úteis em aplicações que requerem pontos de fusão mais elevados do que as soldaduras Sn-Pb tradicionais.
Solda macia à base de Au: As soldas à base de ouro oferecem uma resistência excecional à corrosão e são frequentemente utilizadas em aplicações electrónicas e aeroespaciais de elevada fiabilidade. O seu elevado custo limita a sua utilização generalizada a sectores especializados.
Outras soldas macias de baixo ponto de fusão:
Solda à base de In (índio): As soldas à base de índio oferecem uma excelente ductilidade e resistência à fadiga térmica. São particularmente úteis em aplicações criogénicas e para a ligação de componentes sensíveis ao calor.
Solda à base de Bi (Bismuto): As soldas à base de bismuto estão a ganhar popularidade como uma alternativa sem chumbo. Oferecem baixos pontos de fusão e boa resistência das juntas, o que as torna adequadas para componentes sensíveis à temperatura.
Solda à base de Ga (gálio): As soldas à base de gálio apresentam propriedades únicas, como pontos de fusão muito baixos e a capacidade de molhar superfícies não metálicas. Encontram aplicações em áreas especializadas como a optoelectrónica e a gestão térmica.
Solda sem chumbo: Em resposta às preocupações ambientais e de saúde, foram desenvolvidas soldas sem chumbo, que são agora amplamente adoptadas na indústria eletrónica. As formulações comuns sem chumbo incluem as ligas SAC (estanho-prata-cobre), que oferecem um equilíbrio entre desempenho, fiabilidade e rentabilidade. Estas soldas requerem normalmente temperaturas de processamento ligeiramente mais elevadas e podem apresentar caraterísticas de molhagem diferentes em comparação com as soldas Pb-Sn tradicionais.
Metal de enchimento para brasagem - Brasagem
Os metais de adição para brasagem desempenham um papel crucial na união de componentes com elevada resistência e fiabilidade. A sua seleção é fundamental para obter um desempenho ótimo da junta em várias aplicações industriais.
As principais categorias de metais de adição para brasagem incluem:
Metais de adição à base de alumínio: Especificamente concebidos para a brasagem de alumínio e suas ligas. Oferecem excelentes caraterísticas de humidificação e fluxo, assegurando ligações fortes enquanto mantêm a resistência à corrosão do material de base. São habitualmente utilizados nas indústrias aeroespacial, automóvel e AVAC.
Metais de adição para brasagem à base de prata: Conhecidas pela sua excecional versatilidade e desempenho numa vasta gama de metais. Estas ligas oferecem baixos pontos de fusão, excelentes propriedades de fluxo e elevada resistência das juntas. São amplamente utilizadas em aplicações eléctricas, médicas e aeroespaciais devido à sua superior condutividade e resistência à corrosão.
Metais de adição à base de cobre:
Material de enchimento para brasagem de cobre puro: Ideal para brasagem de aço-carbono e aço de baixa liga. Proporciona juntas de elevada resistência e boa condutividade térmica, tornando-o adequado para aplicações em permutadores de calor.
Ligas de cobre-zinco (latão): Metais de enchimento versáteis utilizados em vários métodos de brasagem para unir metais diferentes. Oferecem boas propriedades de humidificação e são rentáveis para muitas aplicações industriais.
Ligas de cobre e fósforo: Utilizadas principalmente para a brasagem de cobre e ligas de cobre. Estas ligas de auto-fluxo são amplamente utilizadas nas indústrias de AVAC, canalização e eletricidade devido à sua excelente ação capilar e capacidade de produzir juntas estanques.
Metais de adição à base de níquel: Embora não sejam mencionados no texto original, são importantes para aplicações a altas temperaturas. Oferecem uma excelente força e resistência à corrosão a temperaturas elevadas, tornando-os adequados para as indústrias aeroespacial, nuclear e de processamento químico.
Metais de enchimento à base de metais preciosos (incluindo ouro e paládio): Estes metais de adição especializados oferecem propriedades únicas, tais como elevada resistência à corrosão, biocompatibilidade e desempenho em ambientes extremos. São utilizados em aplicações críticas nas indústrias médica, aeroespacial e eletrónica.
Requisitos de função e desempenho do fluxo de brasagem:
1) Eliminar as películas de óxido nas superfícies metálicas, criando condições óptimas para a humidificação e espalhamento do metal de adição.
2) Formar uma barreira líquida protetora sobre as superfícies do metal de base e do metal de adição durante o processo de brasagem.
3) Atuar como um agente interfacial para melhorar as caraterísticas de humedecimento e promover o espalhamento do metal de adição.
Necessidade de remoção da película de óxido durante a brasagem
A presença de películas de óxido nas superfícies metálicas impede significativamente o comportamento de humedecimento e espalhamento dos metais de adição de brasagem, sendo necessária a sua remoção para uma formação bem sucedida da junta. Os desafios associados à remoção de películas de óxido são diretamente proporcionais a:
Espessura da película: Camadas de óxido mais espessas formam ligações mais fortes com o substrato metálico.
Estabilidade térmica: A maior resistência do óxido à temperatura dificulta a sua remoção.
Estabilidade química: Os óxidos com maior inércia química requerem métodos de remoção mais agressivos.
A remoção efectiva da película de óxido pode ser conseguida através de várias técnicas:
Aplicação de fluxos de brasagem
Utilização de ambientes de atmosfera controlada ou de vácuo
Métodos de limpeza mecânica (por exemplo, jato abrasivo, escovagem com fio)
Técnicas de remoção física (por exemplo, bombardeamento de iões, limpeza com plasma)
O fluxo de brasagem serve múltiplas funções críticas para além da remoção de óxido:
Evita a re-oxidação das superfícies metálicas limpas durante o aquecimento
Dissolve e absorve os óxidos residuais
Reduz a tensão superficial na interface metal de adição-metal de base líquido
Promove o fluxo capilar do metal de adição fundido
Facilita a formação de juntas soldadas fortes e contínuas
Tabela 1 Taxa de formação de película de óxido em ar seco
Metal
1 minuto
1 hora
1 dia
Aço inoxidável
10
10
10
Ferro
20
24
33
Alumínio
20
80
100
Cobre
33
50
50
Espessura da película de óxido (10-8 cm)
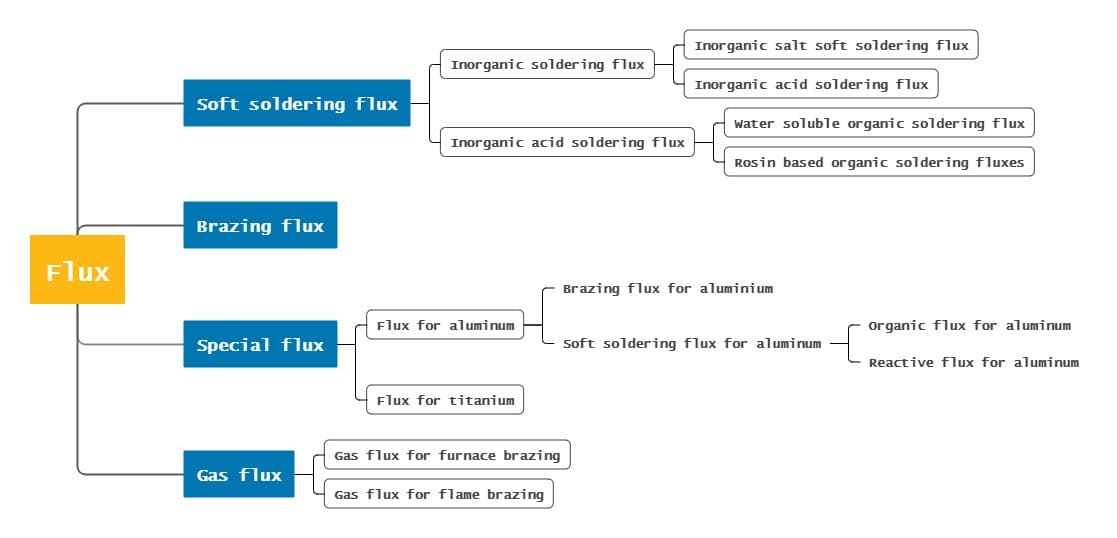
Classificação do fluxo
Meio de gás de brasagem e sua função
Nas operações de brasagem, o principal gás neutro utilizado é o árgon, sendo o azoto uma alternativa em aplicações específicas.
O árgon, um gás nobre inerte, funciona principalmente como uma atmosfera protetora para a peça de trabalho. Embora proteja eficazmente a área de brasagem dos contaminantes atmosféricos, não tem a capacidade de remover diretamente as películas de óxido das superfícies metálicas.
A remoção de certas películas de óxido durante a brasagem ocorre através de uma combinação de mecanismos:
Adsorção de solda líquida na superfície do metal
Redução de óxidos por elementos activos na liga de brasagem
Dispersão de películas de óxido enfraquecidas
Dissolução de óxidos na liga de brasagem fundida
Conforme ilustrado nas tabelas de dados metalúrgicos, as temperaturas de decomposição da maioria dos óxidos metálicos excedem significativamente os pontos de fusão e os pontos de ebulição dos respectivos metais de base. Esta relação térmica leva à conclusão de que a decomposição do óxido não pode ser conseguida apenas através do processo de aquecimento inerente às operações de brasagem.
Para gerir eficazmente as películas de óxido durante a brasagem, são frequentemente utilizadas estratégias adicionais:
Utilização de fundentes para reduzir quimicamente os óxidos
Incorporação de elementos activos (por exemplo, titânio, zircónio) na liga de brasagem para reagir e dissolver óxidos
Pré-limpeza e preparação da superfície para minimizar a presença inicial de óxido
Soldadura sob vácuo para limitar a formação de óxido e melhorar os mecanismos de remoção de óxido
Óxido
Temperatura de decomposição (℃)
Óxido
Temperatura de decomposição (℃)
Au2O
250
PbO
2348
Ag2O
300
NiO
2751
Pt2O
300
FeO
3000
CdO
900
MnO
3500
Cu2O
1835
ZnO
3817
Método e processo de brasagem
Método de brasagem
1. Soldadura a ferro
Características: baixa temperatura
Âmbito de aplicação:
1. É aplicável à soldadura (utilizando chumbo-estanho ou metal de enchimento à base de chumbo) com temperatura de soldadura inferior a 300C;
2. O fluxo de solda é necessário para a brasagem de peças finas e pequenas.
2. Brasagem com maçarico, soldadura com maçarico
Características: simples, flexível e amplamente utilizado
Âmbito de aplicação: geralmente, a chama neutra ou a chama de carbonização ligeira/tocha de gás geral ou tocha de brasagem especial (a tocha também pode ser utilizada para soldadura suave) deve ser utilizada para aquecer primeiro a peça de trabalho:
1. É aplicável à brasagem de algumas soldaduras que são limitadas pela forma, tamanho e equipamento das soldaduras e não podem ser brasadas por outros métodos
2. A brasagem automática por chama pode ser utilizada
3. Aço soldávelaço inoxidável, ligas duras, ferro fundido, cobre, prata, alumínio, etc. e respectivas ligas
4. Os metais de adição comuns incluem o cobre-zinco, o cobre-fósforo, a base de prata, a base de alumínio e os metais de adição de zinco-alumínio
3. Brasagem por imersão, soldadura por imersão
(Banho de sal e banho de metal, adequado para produção em massa)
4. Soldadura por fluxo, soldadura por onda, soldadura por pulverização
(Uma variedade de brasagem por banho de metal, utilizada principalmente para brasagem de placas de circuitos impressos)
5. Brasagem por resistência
Aquecimento extremamente rápido e elevada produtividade.
6. Brasagem por indução
Aquecimento rápido, menor oxidação e pequena brasagem.
Técnicas de brasagem
O processo de produção de brasagem engloba várias etapas, incluindo a preparação da superfície da peça de trabalho antes da brasagem, a montagem, a colocação do metal de adição, a brasagem, o tratamento pós-brasagem e outros processos relacionados.
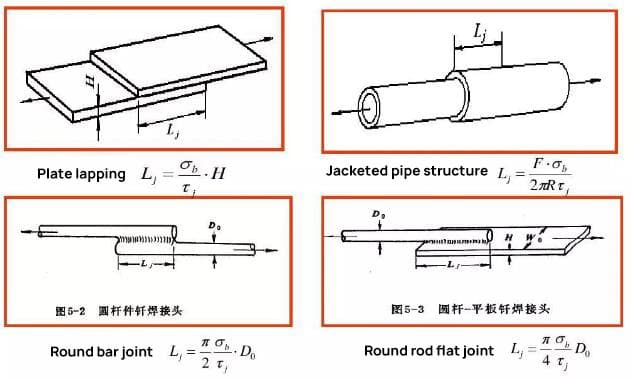
1. Projeto de junta soldada
Ao conceber uma junta soldada, a principal consideração deve ser a sua resistência, seguida das considerações relativas ao processo, tais como assegurar a precisão dimensional da montagem, a montagem e o posicionamento correctos das peças, a colocação da solda e a folga da junta soldada.
A junta sobreposta é normalmente utilizada para juntas de brasagem.
Na produção prática, para juntas de brasagem feitas com metais de adição de alta resistência à base de prata, cobre ou níquel, o comprimento da volta é tipicamente 2-3 vezes a espessura da peça mais fina.
Para juntas soldadas feitas com soldas macias, como estanho-chumbo, o comprimento da volta pode ser 4-5 vezes a espessura da peça mais fina, mas não deve exceder 15 mm.
Antes do processo de brasagem, é crucial remover completamente qualquer óxido, gordura, sujidade e tinta da superfície da peça de trabalho.
Em alguns casos, pode ser necessário revestir previamente as peças com uma camada metálica específica antes da brasagem.
(1) Remover a mancha de óleo
As manchas de óleo podem ser removidas com solventes orgânicos.
Os solventes orgânicos comuns incluem o álcool, o tetracloreto de carbono, a gasolina, o tricloroetileno, o dicloroetano e o tricloroetano.
(2) Remoção de óxidos
Antes da brasagem, as películas de óxido na superfície da peça podem ser processadas utilizando métodos mecânicos, métodos de gravura química e métodos de gravura eletroquímica.
3. Montagem e fixação
Os metais de solda são utilizados em vários métodos de brasagem, com exceção da brasagem por chama e da brasagem com ferro de soldar, a maioria dos quais são pré-colocados na junta. A gravidade e a capilaridade da fenda devem ser utilizadas tanto quanto possível para incentivar o metal de enchimento a preencher a fenda quando colocado.
O metal de adição em pasta deve ser aplicado diretamente na junta soldada e a solda em pó pode ser misturada com um adesivo antes de ser aplicada na junta.
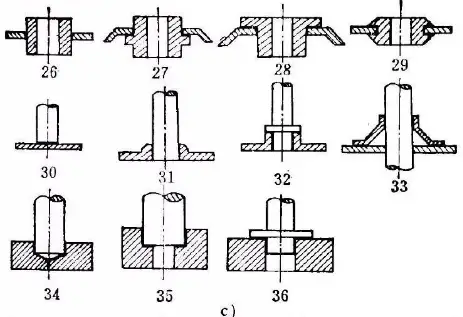
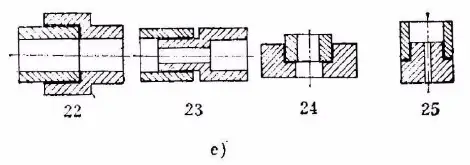
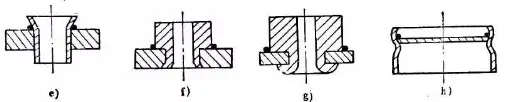
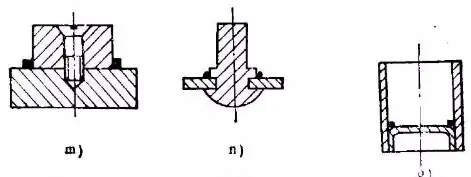
4. Método de colocação do metal de adição
a) Colocação da solda anular
1, 2 - Colocação razoável de materiais em forma de anel
3, 4 - Colocação para evitar perdas ao longo do plano da flange
5, 6 - Colocação de metal de enchimento junto à junta
7, 8 - É feita uma ranhura para colocação de solda numa junta
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Conseguir uma soldadura perfeita requer mais do que apenas habilidade; depende do domínio da interação entre a tensão e a corrente. Estes dois parâmetros são a força vital da soldadura, ditando tudo, desde a...
Já alguma vez se perguntou porque é que as estruturas soldadas falham por vezes, apesar do seu aspeto robusto? Este artigo mergulha nos desafios ocultos da soldadura, explorando a forma como o aquecimento e o arrefecimento irregulares podem levar...
Já se perguntou como é que os arranha-céus se mantêm altos ou como é que os carros se mantêm soldados? Este blogue revela a magia por detrás das máquinas de soldar eléctricas. Saiba mais sobre os principais fabricantes, como a Lincoln Electric e a Miller Welds,...
Já se interrogou sobre quais as marcas de equipamento de soldadura que lideram atualmente a indústria? Este artigo explora os dez principais fabricantes de máquinas de soldadura, destacando as suas inovações, presença global e pontos fortes únicos....
Já se perguntou como é que os soldadores conseguem juntas perfeitas em posições difíceis? A soldadura 6GR é uma técnica especializada para soldar tubagens com um anel de obstáculos num ângulo de 45°, crucial para garantir...
Alguma vez se interrogou sobre os perigos ocultos por detrás das faíscas brilhantes da soldadura? Neste artigo, exploramos os efeitos nocivos da soldadura por arco de árgon no corpo humano....
Alguma vez se perguntou o que significam os números e as letras nas varetas de soldadura? Este artigo desmistifica o sistema de codificação das varetas de soldadura de aço carbono e aço inoxidável, ajudando-o a compreender a sua resistência à tração,...
Já se interrogou sobre como calcular com precisão o consumo de varetas de soldadura? Nesta publicação do blogue, vamos explorar os métodos e fórmulas utilizados pelos especialistas da indústria para calcular o consumo de...
A deformação de soldadura em aço inoxidável pode levar a problemas significativos no fabrico de metal. O artigo explora vários métodos para controlar e corrigir estas deformações, tais como a utilização de placas de cobre,...