
Объяснение сварочных символов: Полный список с диаграммами
Сварочные символы могут показаться иностранным языком, но их освоение имеет решающее значение для эффективного общения в мире машиностроения. В этой статье блога опытный инженер-механик...
Вы когда-нибудь задумывались о науке соединения металлов без их расплавления? Пайка - это увлекательный процесс, который соединяет металлы с помощью присадочного материала, нагретого до определенного температурного диапазона. В этой статье мы погрузимся в мир пайки, изучим ее характеристики, преимущества и различные виды. Присоединяйтесь к нам, чтобы раскрыть секреты этой важнейшей техники металлообработки и узнать, как она формирует изделия, которые мы используем каждый день.

Присадочный металл для пайки нагревается до соответствующей температуры, обычно выше 450°C.
Эта температура выше температуры ликвидуса присадочного металла, но ниже температуры солидуса основного металла.
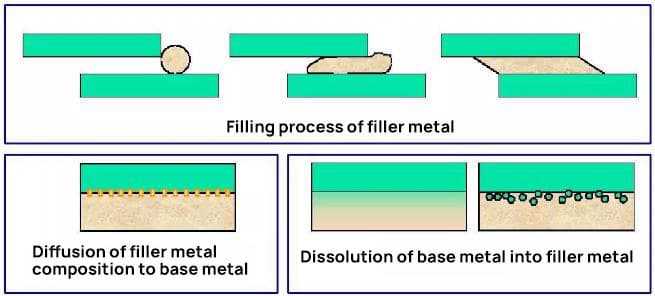
Этот процесс нагрева способствует смачиванию жидкого присадочного металла на поверхности основного металла и позволяет присадочному металлу заполнить паяное соединение за счет капиллярного действия, образуя таким образом соединение между двумя материалами, которые могут быть одинаковыми или разными.

(1) Температура плавления присадочного металла ниже температуры плавления основного металла, что обеспечивает сохранность основного металла в процессе пайки.
(2) Состав присадочного металла значительно отличается от состава основного металла.
(3) Расплавленный присадочный металл втягивается и удерживается в зазоре между компонентами основного металла благодаря смачиванию и капиллярности.
(4) Металлическое соединение образуется за счет взаимной диффузии жидкого присадочного металла и твердого основного металла.
Разложение процесса пайки
1) Классификация по температуре плавления припоя
Ниже 450 ℃ - пайка
Выше 450 ℃ - пайка
2) По температуре пайки
Высокотемпературная пайка выше 800 ℃; 550 ~ 800 ℃ - среднетемпературная пайка;
Низкотемпературная пайка проводится при температуре ниже 500 ℃.
3) По типу источника тепла
Пайка пламенем, пайка паяльником, пайка в печи, индукционная пайка, пайка сопротивлением.
Ликвидус: самая низкая температура, при которой припой полностью жидкий;
Сплошная фазовая линия: самая высокая температура, при которой присадочный металл полностью твердый;
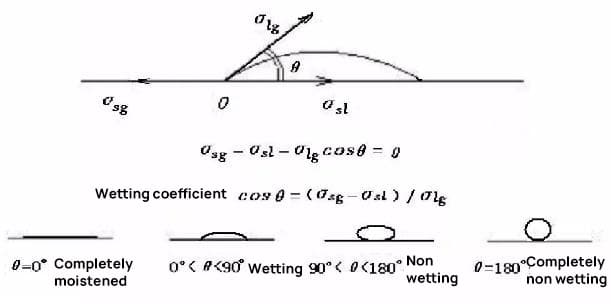
Эффект смачивания:
Адгезия - это явление, которое возникает, когда жидкость и твердый предмет слипаются после контакта.
Их можно разделить на смачивание погружением, смачивание адгезией и смачивание растеканием.
В свободном состоянии жидкость пытается сохранить сферическую форму.
Когда жидкость соприкасается с твердым телом, если ее когезия превышает адгезию, она не прилипнет к твердой поверхности без смачивания.
Однако если адгезия жидкости сильнее ее когезии, то после смачивания она сможет прилипнуть к твердой поверхности.
Способность жидкости прилипать к основному металлу можно определить по углу контакта между жидкой и твердой фазами.
При пайке угол смачивания присадочного металла должен составлять менее 20°.
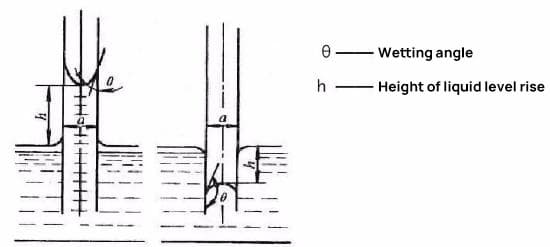
Капиллярное действие:
Предполагается, что если две металлические пластины, расположенные параллельно друг другу, вертикально поместить в бесконечное количество жидкого припоя, то пластины будут бесконечными, а количество припоя - неограниченным.
В зависимости от смачиваемости металлических пластин припоем, капиллярный эффект приведет либо к ситуации, показанной на рисунке (a), либо к ситуации, показанной на рисунке (b). Если припой способен смачивать металлические пластины, то произойдет результат, показанный на рисунке (a); если нет, то произойдет результат, показанный на рисунке (b).
Мягкие припои на основе Sn и Pb:
Они обладают хорошей смачивающей и распределяющей способностью для меди и других металлов и наиболее широко используются в электронной промышленности.
Припой на основе каучука:
В основном кадмиево-серебряный сплав, обладающий хорошей термостойкостью и коррозионной стойкостью.
Припой на основе Zn
Мягкий припой на основе Au
Другие мягкие припои с низкой температурой плавления.
Включая:
① Припой на основе индия
② Припой на основе Bi (висмута)
③ Припой на основе галлия
Бессвинцовый припой

Благодаря своей относительно высокой прочности присадочный металл может использоваться для пайки напряженных деталей.
Присадочный металл для пайки включает в себя:
Присадочный металл на основе AI:
Используется для пайки алюминия и алюминиевые сплавы
Присадочный металл для пайки на основе Ag:
Он обладает отличными комплексными характеристиками и может использоваться для пайки различных металлов. Это наиболее широко используемый присадочный металл для пайки.
Присадочный металл на основе меди:
Медный присадочный металл для пайки: пайка углеродистой и низкоуглеродистой стали легированная сталь.
Медно-цинковый припой: различные методы пайки используются для сварки различных металлов.
Медно-фосфорный присадочный металл: в основном используется для пайки меди и медных сплавов, широко применяется в производстве двигателей и холодильного оборудования.
Присадочный металл на основе W:
Отличная производительность, может сваривать различные металлы.
См. также:
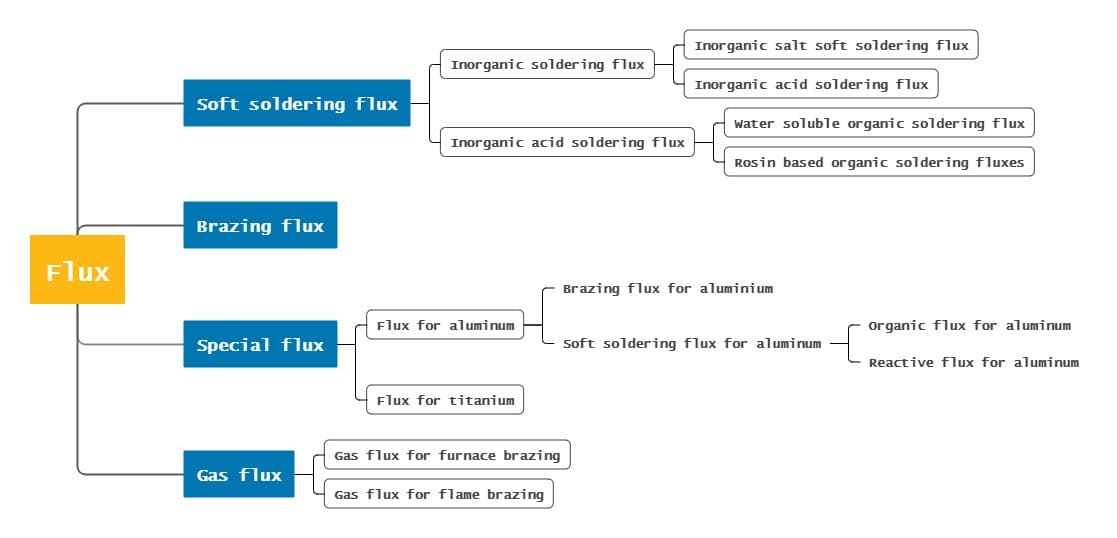
Функции и требования к производительности паяльный флюс:
1) Удалите оксидную пленку, чтобы создать условия для смачивания и нанесения;
2) Жидкий флюс покрывает основной металл и поверхность пайки для защиты;
3) Он играет активную роль в интерфейсе, улучшая смачивание и распределение.
Необходимость удаления пленки во время пайки
Оксидная пленка на поверхности металла существенно влияет на смачивание и растекание припоя, поэтому ее необходимо удалить.
Чем толще оксидная пленка, тем прочнее ее связь с металлической матрицей и тем выше ее термическая и химическая стабильность, что затрудняет ее удаление.
Удаление может быть достигнуто с помощью паяльного флюса, газовой среды, механических или физических методов.
Флюс для пайки не только предотвращает окисление заготовки и припоя, но и удаляет оксидную пленку. Он также снижает поверхностное натяжение, способствуя растеканию припоя и облегчая формирование паяного соединения.
Таблица 1 Скорость образования оксидной пленки в сухом воздухе
| Металл | 1 минута | 1 час | 1 день |
| Нержавеющая сталь | 10 | 10 | 10 |
| Железо | 20 | 24 | 33 |
| Алюминий | 20 | 80 | 100 |
| Медь | 33 | 50 | 50 |
При пайке в качестве нейтрального газа используется в основном аргон, в некоторых случаях применяется азот.
Аргон - это инертный газ, который в первую очередь служит для защиты заготовки и не способен непосредственно удалять оксидную пленку.
Некоторые оксидные пленки могут быть удалены путем разложения оксидов и уменьшения, диспергирования и растворения прочности оксидной пленки за счет адсорбции жидкого припоя.
Как видно из таблицы, температура разложения большинства оксидов металлов выше, чем температура плавления или даже кипения металла.
Можно сделать вывод, что в процессе пайки невозможно добиться разложения оксидов только за счет нагрева.
| Оксид | Температура разложения (℃) | Оксид | Температура разложения (℃) |
| Au2O | 250 | PbO | 2348 |
| Ag2O | 300 | NiO | 2751 |
| Pt2O | 300 | FeO | 3000 |
| CdO | 900 | MnO | 3500 |
| Cu2O | 1835 | ZnO | 3817 |
1. Пайка утюгом
Особенности: низкая температура
Область применения:
1. Применяется для пайки (с использованием оловянно-свинцового или свинцового присадочного металла) с температурой пайки ниже 300C;
2. Паяльный флюс необходим для пайки тонких и небольших деталей.

2. Пайка резаком, пайка резаком
Особенности: простой, гибкий и широко используемый
Область применения: как правило, для нагрева заготовки сначала используется нейтральное пламя или пламя легкой карбонизации/общая газовая горелка или специальная паяльная горелка (горелка также может использоваться для пайки мягким припоем):
1. Применяется для пайки некоторых сварных соединений, которые ограничены формой, размером и оборудованием сварных соединений и не могут быть спаяны другими методами
2. Автоматическая пайка пламенем может быть использована
3. Свариваемая стальнержавеющая сталь, твердый сплав, чугун, медь, серебро, алюминий и т.д. и их сплавы
4. Распространенные присадочные металлы включают медно-цинковые, медно-фосфорные, серебряные, алюминиевые и цинково-алюминиевые присадочные металлы.

3. Пайка погружением, пайка погружением
(Соляная и металлическая ванна, подходит для массового производства)

4. Пайка потоком, пайка волной, пайка распылением
(Разновидность металлической ванны для пайки, в основном используется для пайки печатных плат)

5. Пайка сопротивлением
Чрезвычайно быстрый нагрев и высокая производительность.
6. Индукционная пайка
Быстрый нагрев, меньшее окисление и малый объем пайки.

Процесс производства пайки включает в себя несколько этапов, в том числе подготовку поверхности заготовки перед пайкой, сборку, размещение присадочного металла, пайку, обработку после пайки и другие сопутствующие процессы.
1. Конструкция паяного соединения
При проектировании паяного соединения в первую очередь следует учитывать его прочность, а затем технологические соображения, такие как обеспечение точности размеров сборки, правильная сборка и расположение деталей, размещение припоя и зазор в паяном соединении.
Соединение внахлестку обычно используется для пайки.
В практическом производстве для паяных соединений, изготовленных с использованием высокопрочных присадочных металлов на основе серебра, меди или никеля, длина нахлеста обычно в 2-3 раза превышает толщину более тонкой детали.
Для паяных соединений, выполненных мягкими припоями, такими как оловянно-свинцовый, длина нахлеста может быть в 4-5 раз больше толщины более тонкой детали, но не должна превышать 15 мм.
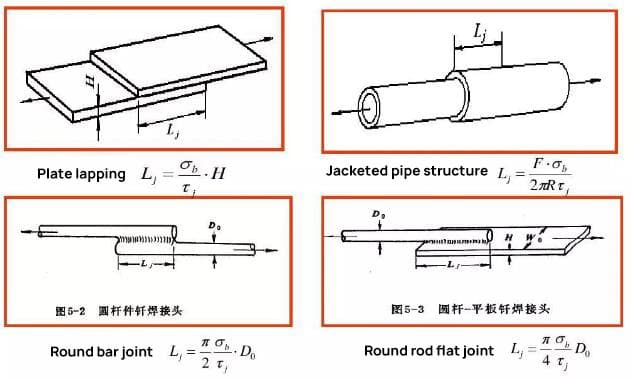
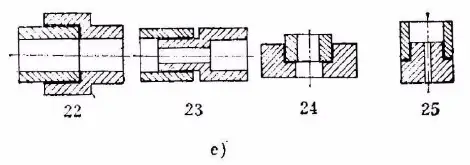
Типы паяных соединений
a) Совместная форма пайки пластин

b) Форма соединения Т-образная и коническая пайка

c) Форма соединения трубы или прутка с пластиной
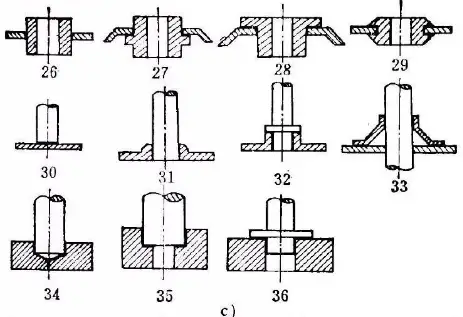
г) Совместная форма контактной пайки проволокой

д) Форма соединения при пайке труб
Метод позиционирования паяного соединения

a) Гравитационное позиционирование b) Плотное прилегание c) Накатка d) Отбортовка
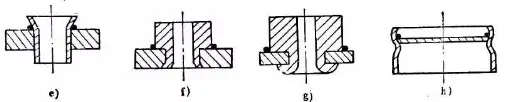
e) Факел f) Спиннинг g) Штамповка h) Неккинг

i) Подрезка j) Паз и гибка k) Зажим l) Позиционирующий штифт
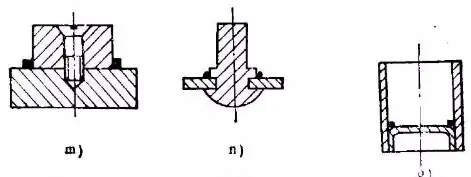
м) Винт н) Клепка о) Точечная сварка
2. Подготовка поверхности сварного шва
Перед процессом пайки необходимо тщательно удалить с поверхности заготовки окислы, жир, грязь и краску.
В некоторых случаях может потребоваться предварительное покрытие деталей специальным металлическим слоем перед пайкой.
(1) Удалите масляное пятно
Масляные пятна можно удалить с помощью органических растворителей.
К распространенным органическим растворителям относятся спирт, четыреххлористый углерод, бензин, трихлорэтилен, дихлорэтан и трихлорэтан.
(2) Удаление оксида
Перед пайкой оксидные пленки на поверхности детали могут быть обработаны механическими методами, методами химического травления и электрохимического травления.
3. Сборка и крепление
Припои используются в различных методах пайки, за исключением пайки пламенем и пайки паяльником, большинство из которых предварительно помещаются на соединение. Необходимо максимально использовать силу тяжести и капиллярность зазора, чтобы припой заполнил зазор при установке.
Пастообразный припой следует наносить непосредственно на паяное соединение, а порошковый припой можно смешать с клеем перед нанесением на соединение.
4. Метод укладки присадочного металла
a) Размещение кольцевого припоя

b) Размещение фольгированного припоя
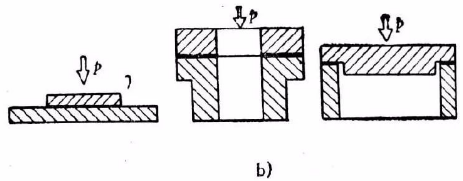
P - прилагаемое давление

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.








