As tesouras de chapa oscilante são amplamente utilizadas devido à sua estrutura simples, baixa taxa de falha, alta eficiência de corte e capacidade de evitar curvatura, deformação e distorção da chapa após o corte, ao contrário das tesouras de chapa comuns. Isto deve-se principalmente ao facto de adoptarem maioritariamente uma aresta de corte oblíqua.
Durante o processo de corte, a torre da tesoura oscilante roda, provocando a alteração do ângulo e da folga da lâmina. No entanto, no processo de conceção, o cálculo da força de corte do corte da viga oscilante baseia-se frequentemente na fórmula de cálculo da força de corte do movimento em linha reta do suporte da lâmina. Isto pode levar a cálculos imprecisos, a desvios do tamanho do projeto e pode afetar ainda mais o seu desempenho normal.
1. Cálculo da força de corte
O cálculo da força de corte em máquinas de corte de lâmina oblíqua que movem a coluna da ferramenta em linha reta utiliza principalmente a fórmula Nosari, que foi proposta por académicos da antiga União Soviética.
Na fórmula:
- σ - Limite de resistência da chapa a cortar, N / mnm;
- δ - Ductilidade da chapa a cortar;
- H - Espessura da chapa a cortar, mm;
- α - Ângulo de corte, grau;
- X, Y, Z - O força de flexão coeficiente de pressão, valor relativo da folga lateral da lâmina de corte e coeficiente de pressão do material.
Claramente, a fórmula (1) não tem em conta o processo de corte após a alteração do ângulo de corte e a folga de corte também é considerada com base num valor único. Como resultado, só é adequada para a estrutura da faca que efectua o corte por movimento linear.
2. Ângulo de cisalhamento e folga de cisalhamento
Nas tesouras de chapa do tipo oscilante, para manter uma folga de corte e um ângulo de corte constantes durante o processo de corte, a superfície de montagem da lâmina no suporte da ferramenta deve ser maquinada numa superfície espiralada no espaço.
No entanto, na prática, para simplificar o processo de maquinação e ter em conta a forma da lâmina (que é geralmente retangular com uma superfície traseira plana), a superfície espiral é maquinada diretamente num plano paralelo ao eixo de rotação do suporte da ferramenta.
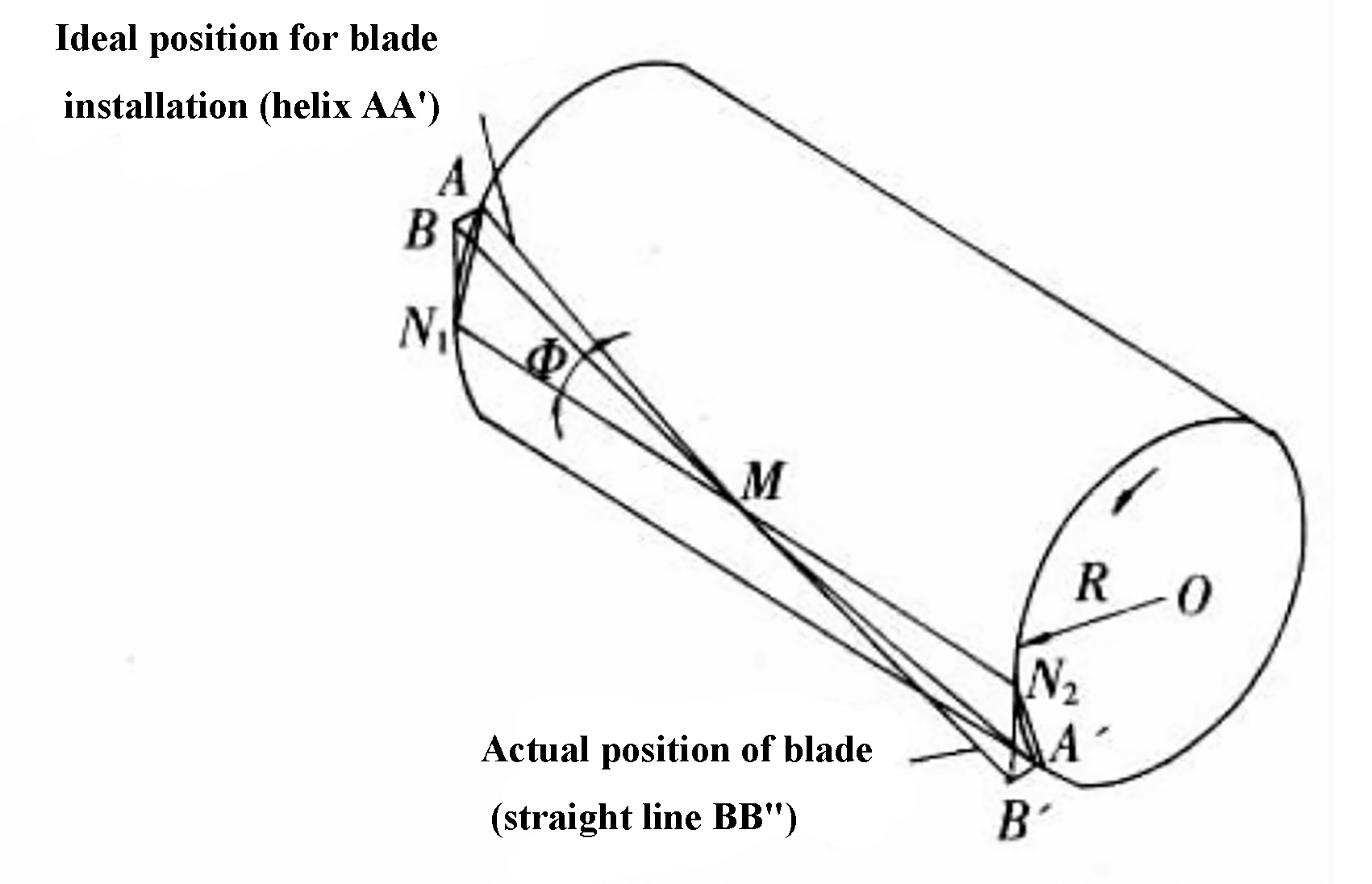
Como se mostra na Figura 1, existe uma posição de instalação ideal em AA' e uma posição de instalação real em BB' (em que Ф representa o ângulo de corte na figura).
2.1 Ângulo de corte
Uma vez que a ferramenta não é instalada de acordo com a superfície em espiral, o método de instalação atual consiste em tornar a lâmina tangencial à superfície de instalação a uma determinada altura.
Isto significa que, quando a lâmina é montada no suporte da ferramenta num determinado ângulo de corte Ф, a lâmina é sempre tangente a AA' (como se mostra na Figura 1) devido ao aperto dos parafusos.
Fig. 1 Esquema de instalação da lâmina em tesouras de chapa do tipo oscilante
Para garantir a qualidade do corte, a tesoura de chapa do tipo oscilante é elevada acima do plano y do eixo rotativo da mesa para manter um ângulo de folga constante γ durante o processo de corte.
No entanto, uma vez que o plano de montagem da lâmina é paralelo ao eixo de rotação do porta-ferramentas, uma determinada espessura e altura da lâmina só pode ser instalada em BB' ou paralelamente a este.
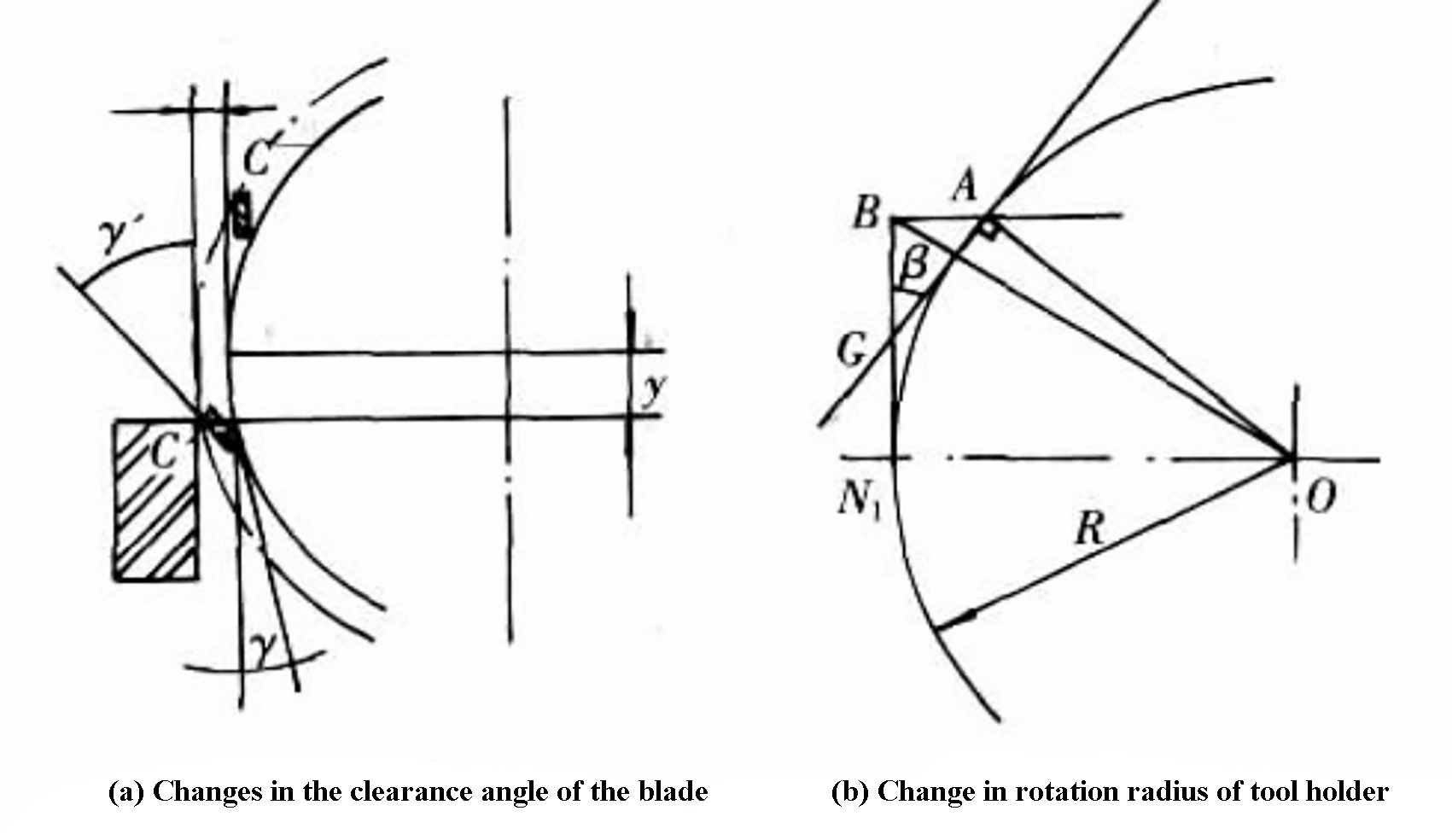
Como se mostra no lado esquerdo da Figura 1, a lâmina muda da posição ideal tangente ao ponto A para a posição BN tangente ao ponto N. Isto resulta numa mudança no ângulo de corte como se mostra na Figura 2.
Quando o ponto de corte é deslocado do ponto M para o ponto B, o ângulo de corte muda gradualmente de γ (que tem de ser mantido num valor constante) para γ = γ' + β.
Quando o ponto de cisalhamento se desloca do ponto B para o ponto M, γ' = γ - β, como mostra a Figura 2(a).
Fig. 2 Alteração do ângulo e do raio de rotação do gume da faca no processamento de cisalhamento de placas do tipo oscilante
Se o comprimento do lâmina de cisalhamento é l, o ângulo de cisalhamento é Ф, e o raio de rotação da lâmina é R, a relação geométrica mostrada na Figura 2b é obtida quando a lâmina inteira é usada.
Se forem utilizadas n lâminas e a espessura for ajustada com calços de ajustamento, assim:
A partir do comprimento total, pode observar-se que a amplitude do ângulo traseiro da lâmina durante o corte é γ ± β.
2.2 Folga de corte
Para facilitar a instalação e melhorar a qualidade do corte, as tesouras de chapa do tipo oscilante utilizam geralmente lâminas longas.
Quando a lâmina é instalada no porta-ferramentas ao longo da direção do eixo com um ângulo de cisalhamento Ф, se o ponto de cisalhamento se mover de B' para B (Figura 1) durante o processo de cisalhamento, o raio de rotação real do porta-ferramentas aumentará.
Assumindo que o raio de rotação é R, que o ângulo de corte é Ф e que o comprimento do porta-ferramentas é l, a diferença entre o raio de rotação máximo OB e R é mostrada na Figura 2(b):
Para garantir que a aresta de corte não danifica a mesa durante o processo de corte, é necessário manter uma folga de corte △ que seja superior a △R.
Tomando como exemplo a tesoura de placa do tipo oscilante QC12Y-6×200, com um raio de rotação de R=469mm, um ângulo de corte de Ф=1,5°, e um comprimento de lâmina de 1100mm com 3 peças, substituindo estes valores nas fórmulas (3) e (4) obtém-se β ≈ 5° e △R = 1,87mm, respetivamente.
3. Impacto
Durante o processo de cisalhamento da placa, a qualidade e a força do cisalhamento são altamente dependentes da folga de cisalhamento. Os efeitos de cisalhamento e arrancamento coexistem durante o processo, e o aumento da folga de cisalhamento resulta numa maior proporção de arrancamento, mas ao mesmo tempo, a qualidade do cisalhamento piora.
Para o cisalhamento de chapas grossas, a folga de cisalhamento deve ser geralmente controlada dentro da faixa de 8% a 12% com base na experiência. No entanto, a utilização da tecnologia simplificada da superfície de montagem da lâmina da tesoura de chapa do tipo oscilante dificulta o cumprimento deste requisito.
Quando a folga de corte excede o valor empírico, conduz inevitavelmente a alterações na força de corte. A equação (1) mostra que um aumento da folga de corte leva a um aumento do valor relativo da folga lateral da lâmina de corte, o que, em última análise, resulta num aumento da força de corte necessária durante o processo de corte.
Durante o processo de cisalhamento, a ação de cisalhamento aumentará o movimento de cisalhamento de duas formas:
Em primeiro lugar, aumentará a força de cisalhamento, resultando numa maior perda de potência.
Em segundo lugar, aumentará a deformação plástica da placa, levando a um aumento do atrito entre a lâmina e a placa cortada. Isto aumentará a força de corte necessária para o corte e reduzirá a vida útil da ferramenta.
Por conseguinte, para o cisalhamento de placa do tipo oscilante, é adequado escolher um valor relativamente maior da folga lateral da lâmina de cisalhamento e do coeficiente de desgaste da lâmina ao utilizar a fórmula (1) para calcular a força de cisalhamento, a fim de compensar o impacto dos factores acima referidos.
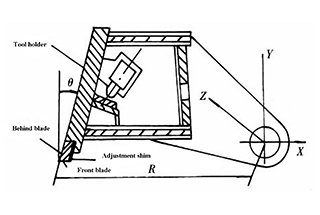
Para garantir a qualidade do corte e evitar a fricção da placa entre a lâmina e a superfície da lâmina traseira, o design da tesoura de chapa do tipo oscilante exige que o ângulo entre a lâmina traseira e a superfície vertical da mesa seja de 1,5° a 2,0° durante o processo de corte.
Com base na análise anterior, a alteração do ângulo de folga da placa de corte do tipo oscilante é γ ± β durante o processo de corte.
Depois de calcular β ≈ 5° no QC12Y-6×200 corte de viga de balançoNo processo de corte, é difícil garantir os requisitos de conceção do ângulo traseiro. No processo de corte, mesmo um ângulo traseiro negativo pode intensificar o desgaste e o calor da lâmina, e até produzir extrusão, reduzindo a resistência da lâmina.
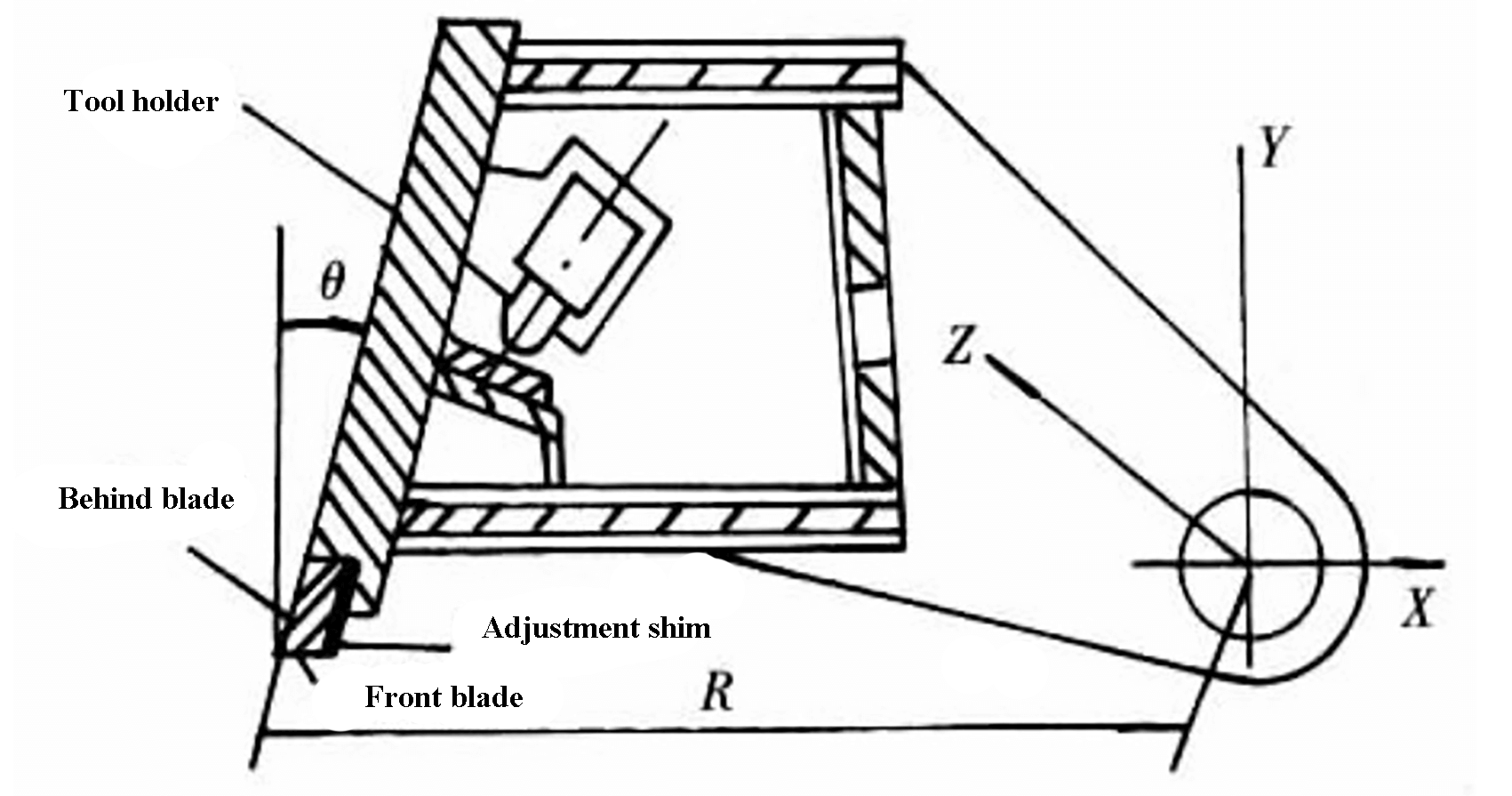
Para evitar esta situação, é necessário um ângulo fixo θ entre a frente da lâmina e a superfície vertical da mesa no projeto do porta-ferramentas da tesoura de chapa do tipo oscilante (ver Figura 3). Desde que se estabeleça que θ é maior ou igual a -β, não haverá fenómeno de compressão entre a lâmina e a placa. Este ângulo não é descrito em alguns documentos e recomenda-se que seja de 5° a 7°.
Fig. 3 Diagrama esquemático da estrutura da lâmina no cisalhamento rotativo hidráulico
4. Conclusão
O cálculo da força de corte em tesouras de chapa do tipo oscilante é normalmente efectuado utilizando o porta-ferramentas para obter um movimento linear na fórmula para o corte oblíquo da lâmina.
Embora teoricamente possível, o processo de maquinação real envolve a simplificação da superfície de montagem da lâmina de uma superfície espiral espacial para um plano. Isto resulta em mudanças na folga de cisalhamento e no ângulo traseiro de cisalhamento durante o processo de cisalhamento.
Alterações na folga de cisalhamento podem afetar a força de cisalhamento e diminuir a qualidade do processo de cisalhamento. Por outro lado, alterações no ângulo traseiro após o corte podem causar desgaste e até extrusão entre a lâmina e a placa, aumentando a força de corte.
Atualmente, o processo simplificado é normalmente utilizado no fabrico da superfície de montagem da lâmina das tesouras de chapa do tipo oscilante. Por conseguinte, é essencial considerar a influência da folga de corte e a alteração do ângulo traseiro ao calcular a força de corte.