La norma ASME B16.21 no ofrece orientación sobre el grosor de las juntas para arandelas planas no metálicas. La selección del grosor de junta adecuado para una aplicación específica es un problema recurrente, difícil de responder sucintamente.
Por ello, animamos a los usuarios a que, en caso de duda sobre la selección del espesor, consulten con los ingenieros de aplicaciones.
El artículo de hoy pretende dilucidar por qué esta cuestión es compleja, al tiempo que imparte conocimientos de aplicación pertinentes para preparar a los usuarios ante posibles escenarios.
Como ingenieros de aplicaciones para juntas, generalmente abogamos por el uso de juntas más finas siempre que sea factible.
Sin embargo, en determinadas situaciones es aconsejable utilizar una junta más gruesa.
Aclaremos esto: una junta de 3,2 mm de grosor es necesaria y totalmente aceptable para algunas condiciones de funcionamiento comunes, incluidas las siguientes:
- Las bridas finas quedarán desiguales después de apretar los tornillos, como los hierros angulares de 6,4 mm de espesor o chapa de acero bridas.
- Bridas de gran diámetro, como las conformes a la norma AWWA (American Water Works Association), y recipientes a presión de 3 metros de diámetro.
- Bridas de baja presión, de cara completa y gran diámetro con fuerza de atornillado limitada.
- Bridas antiguas que pueden presentar cierto grado de picaduras, alabeos o daños.
Una de las razones por las que se utilizan juntas gruesas para bridas de baja presión y gran diámetro es que estas bridas no tienen suficientes tornillos, principalmente porque la presión interna es baja, por lo que no se necesitan muchos tornillos en el diseño.
Unos pernos limitados implican una compresión limitada de la junta; unas bridas delgadas implican que la brida se deformará después de apretar los pernos, comprimiendo los huecos entre los pernos a un nivel mínimo o no comprimiéndolos en absoluto. Las juntas delgadas no tienen suficiente compresión para compensar estas bridas desiguales.
Esto parece contradecir nuestro pensamiento habitual. Si nos fijamos en nuestra tensión de instalación recomendada, requerimos una mayor tensión (carga) con un aumento del grosor de la junta.
Sin embargo, en lugares donde la carga es muy baja, como las bridas de ángulo de hierro, a menudo no hay suficiente espesor de brida para proporcionar la planitud y el sellado necesarios para las juntas finas.
En la mayoría de los casos, estas bridas tienen una presión interna baja, por lo que no existe un riesgo elevado de reventón para las juntas más gruesas.
Por ejemplo, consideremos el caso de una brida 66: el grosor de la brida es de aproximadamente 6,4 mm, con 20 pernos de 5/8. Para una brida tan grande, el número y el tamaño de los pernos son insuficientes.
El cliente preguntó por una junta autoexpandible aceite-agua de 1,6 mm para aceite sin presión, pero una mejor elección sería una de 3,2 mm de espesor, por dos razones:
- Una separación entre tornillos tan grande da lugar a cargas de compresión muy pequeñas entre dos tornillos. Las juntas finas no se adaptan bien a las bridas alabeadas.
- Sin presión interna, utilizar una junta más gruesa no tiene desventajas ni inconvenientes, ya que la junta no reventará.
Sin embargo, en el caso de las bridas diseñadas para presiones más altas, la situación es muy diferente. Estas bridas son mucho más gruesas, lo que normalmente les permite mantener la planitud, alcanzando una planitud de 0,1 mm cuando se aprietan los tornillos.
En estos casos, el enfoque "cuanto más fino, mejor" es el adecuado.
El uso de juntas finas presenta numerosas ventajas:
(1) Mayor resistencia al reventón debido a una menor superficie expuesta a la presión interna.
(2) Menor índice de fugas, también debido a la menor superficie en contacto con la presión interna.
(3) Mejor retención del par de apriete en los elementos de fijación debido a las menores propiedades de relajación por fluencia de las juntas más finas.
(4) Menor coste debido al menor uso de material.
Aunque cuanto más fina sea la junta, mejor "en la medida de lo posible", este principio es el más difícil de definir; utilizar juntas finas no siempre es posible.
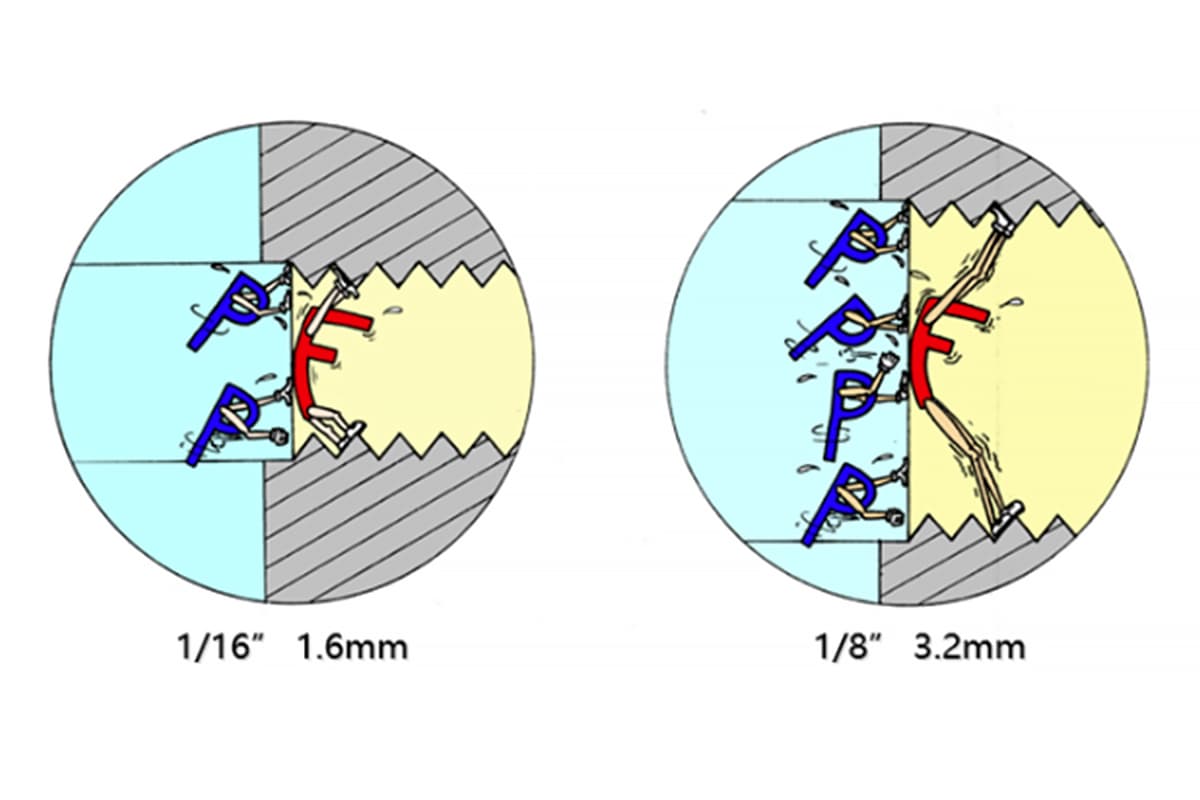
Las juntas más gruesas son más adecuadas para bridas muy dañadas o alabeadas. La capacidad de una junta para rellenar bridas desiguales se basa en la cantidad de compresión bajo una carga determinada. Esta cantidad de compresión se expresa como un porcentaje del grosor original de la junta.
Las juntas más gruesas, con un mayor grosor original, también tienen una mayor cantidad de compresión real. Para una junta de 1,6 mm, un índice de compresión 10% significa una cantidad de compresión de 0,16 mm, mientras que una junta de 3,2 mm comprimida a 10% tiene una cantidad de compresión de 0,32 mm.
Esta compresión adicional de la junta significa que las juntas gruesas pueden rellenar mejor los arañazos profundos o las picaduras que las juntas finas.
Sin embargo, las ventajas de utilizar una junta gruesa pueden ser engañosas. Independientemente de ello, cuando se utilizan juntas más gruesas para sellar bridas más defectuosas, pueden provocar más problemas en el futuro.
Las juntas más gruesas dan lugar a una mayor relajación por fluencia, lo que significa que a lo largo de la vida útil de la conexión de brida, los usuarios pueden necesitar volver a apretar los pernos para mantener una compresión suficiente de la junta.
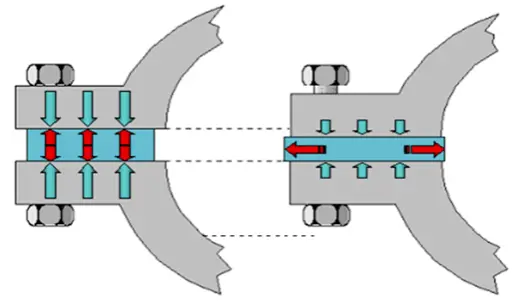
Las juntas más gruesas también pueden provocar una mayor fuerza de reventón, agravada por una mayor superficie en contacto con la presión interna, que genera una mayor fuerza total al intentar empujar la junta fuera de la brida (fuerza de reventón).
(La unidad de presión interna es MPa, y una junta más gruesa parece "más alta" en la dirección opuesta a la presión interna, lo que significa una mayor superficie. La mayor fuerza resulta de la presión interna MPa multiplicada por la mayor superficie).
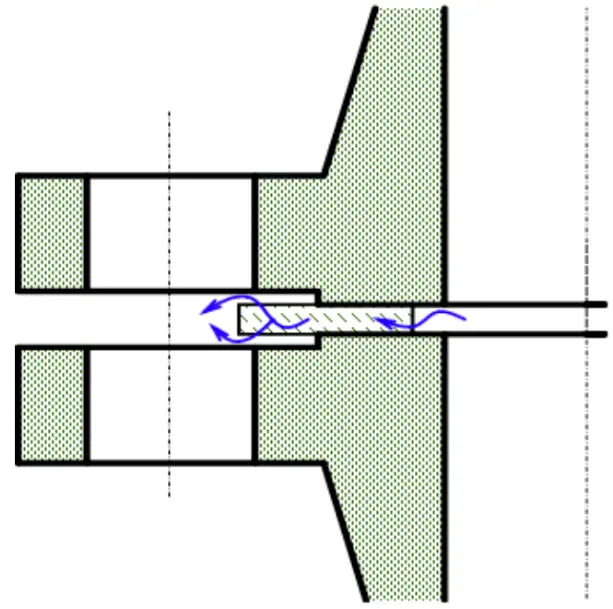
Por último, dado que todos los materiales de las juntas son algo permeables, el medio puede penetrar en el cuerpo de la junta. Las juntas más gruesas crean canales de permeación más grandes, lo que se traduce en un mayor índice de fugas.
Tenga en cuenta que también puede ocurrir lo contrario. Si una junta es demasiado fina para compensar los defectos de la brida, el medio goteará en lugar de filtrarse a través del cuerpo de la junta, y el índice de fugas puede ser mayor que con una junta gruesa.
Las bridas que requieren juntas más gruesas pueden provocar problemas que los fabricantes de juntas no pueden controlar.
La mejor solución es utilizar o diseñar bridas que puedan proporcionar una mayor carga de compresión, mantener un buen estado de la superficie de la brida y utilizar juntas con espesores de 1,6 mm o incluso 0,8 mm.
Cuando se diseñe para utilizar juntas de láminas sin amianto, los usuarios deben considerar la posibilidad de utilizar los valores "M&Y" de 3,2 mm de espesor más elevados en sus cálculos de diseño, pero instalar una junta de 1,6 mm de espesor. Estas recomendaciones eliminarán algunas de las causas más comunes de fallos en las conexiones de brida.
En casos especiales, se necesitan arandelas con grosores muy específicos. Existen numerosas conexiones con arandelas que requieren un grosor de arandela determinado. Para este tipo de conexiones, es fundamental recordar que hay que tener en cuenta el grosor final comprimido de la arandela. Esto podría incluir los siguientes escenarios:
Bombas partidas: El espesor final es crítico ya que afecta a la holgura entre ambos lados de la bomba. Estas bombas suelen utilizar arandelas de compresión sin amianto de 0,4 mm.
En ocasiones, los clientes exigen chapa metálica con una tolerancia de espesor pequeña y una variación de espesor mínima. Es importante recordar que las arandelas con gran compresión no suelen ser aplicables en este caso, ya que el grosor final es diferente.
Sistemas de tuberías de larga distancia diseñados para grosores de arandela específicos. Por ejemplo, una arandela en espiral estándar, cuando está comprimida, mide aproximadamente 3,2 mm de grosor. Si se utilizan arandelas más finas y hay muchas bridas en una misma tubería, podría producirse un problema de espaciado en tuberías de larga distancia, lo que crearía un gran hueco en la última brida.
Arandelas utilizadas en ranuras: Cuando se utilizan superficies machihembradas o bridas planas cóncavas, la arandela debe llenar todo el espacio antes de que el metal de la brida entre en contacto con otro metal. El espesor comprimido de la arandela cargada debe calcularse y debe superar el espacio creado tras el contacto de la brida.
Por ejemplo, si la ranura tiene 3,2 mm de profundidad y la lengüeta 0,6 mm de altura, el grosor comprimido de la arandela debe superar los 2,6 mm; de lo contrario, las bridas entrarán en contacto antes de que la arandela esté totalmente comprimida.
El tipo de material de la arandela y la carga de compresión admisible también pueden afectar al grosor de la arandela que sella una conexión de brida específica. Según la prueba estándar ASTM F36, las arandelas con una relación de compresión más alta no requieren el mismo grosor que las que tienen una relación de compresión más baja, ya que una arandela que se comprime más fácilmente no necesita ser tan gruesa para adaptarse a los defectos de la brida.
Siempre nos piden que sellemos bridas defectuosas. Por lo general, esto puede lograrse considerando cuidadosamente todas las variables de las condiciones de aplicación al elegir el tipo y el grosor del material de la arandela.
Sin embargo, a veces los defectos de la brida o el perno no son totalmente compensables por la arandela. Del mismo modo, la correcta instalación del sistema de conexión de la brida también es crucial.