Spiegazione degli assi delle presse piegatrici (3, 4, 6, 8 assi)
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come la padronanza di questi assi possa elevare la vostra lavorazione del metallo a nuovi livelli di precisione ed efficienza. Preparatevi a scoprire i meccanismi che rendono possibili le piegature perfette!
Nel funzionamento delle presse piegatrici, una conoscenza completa degli assi della macchina è fondamentale per ottenere efficienza e precisione ottimali. Ogni asse, designato da lettere o numeri come X, R, V, Y1, Y2, Z1 e Z2, svolge un ruolo specifico nel processo di piegatura. La padronanza di questi assi consente agli operatori di eseguire piegature complesse con elevata precisione e ripetibilità.
L'asse X controlla il posizionamento orizzontale del calibro posteriore, un componente fondamentale per l'allineamento del pezzo. Regolando l'asse X, gli operatori possono impostare con precisione la lunghezza di piegatura e garantire un posizionamento coerente del materiale. Questo asse è fondamentale per ottenere la precisione dimensionale del prodotto finale.
L'asse R regola il movimento verticale del calibro posteriore. Consente di regolare con precisione l'altezza di piegatura, adattandosi alle variazioni di spessore del materiale o agli angoli di piegatura desiderati. L'asse R è essenziale per mantenere la coerenza della piegatura su più pezzi e per adattarsi alle diverse proprietà dei materiali.
L'asse V si riferisce alla larghezza dell'apertura dello stampo, un fattore cruciale per determinare la forza di piegatura appropriata. Una corretta regolazione dell'asse V, insieme alla scelta dello stampo, assicura una distribuzione ottimale della forza durante il processo di piegatura. In questo modo si minimizza il ritorno elastico, si riduce il rischio di sovrapiegatura e si contribuisce alla qualità complessiva della piegatura.
Gli assi Y1 e Y2 controllano il movimento sincrono o indipendente del pestone della pressa piegatrice (trave superiore). Questi assi sono responsabili della precisione e del parallelismo dell'operazione di piegatura. Regolando con precisione Y1 e Y2, gli operatori possono compensare la deflessione della macchina, garantire una distribuzione uniforme della pressione sul pezzo e ottenere angoli di piegatura uniformi anche nei pezzi lunghi.
Gli assi Z1 e Z2 gestiscono il movimento laterale delle dita del calibro posteriore. Questa funzionalità consente una manipolazione complessa dei pezzi, permettendo agli operatori di creare curve multiple su un singolo pezzo senza riposizionamenti manuali. Le regolazioni dell'asse Z sono fondamentali per la produzione di pezzi con flange di lunghezza variabile o progetti asimmetrici.
Le presse piegatrici avanzate possono incorporare assi aggiuntivi, come l'asse D per la regolazione della corona o l'asse W per il movimento ausiliario del calibro posteriore. Questi assi supplementari aumentano ulteriormente la versatilità e la precisione della macchina, consentendo operazioni di piegatura più complesse e una migliore qualità dei pezzi.
La padronanza dell'interazione tra questi assi è essenziale per ottimizzare le prestazioni della pressa piegatrice. Gli operatori devono considerare fattori quali le proprietà del materiale, la geometria del pezzo e le tolleranze desiderate quando regolano ciascun asse. Le moderne presse piegatrici a controllo numerico sono spesso dotate di controllo automatico degli assi, ma una conoscenza approfondita delle funzioni degli assi rimane fondamentale per la programmazione, la risoluzione dei problemi e il raggiungimento di risultati di piegatura superiori.
Sfruttando tutte le capacità di questi assi, gli operatori possono aumentare significativamente la produttività, ridurre gli scarti e produrre pezzi complessi con una precisione eccezionale. Questo controllo completo del processo di piegatura è fondamentale per soddisfare le esigenti tolleranze della produzione moderna e mantenere un vantaggio competitivo nella fabbricazione di lamiere di precisione.
Che cos'è l'asse della pressa piegatrice?
L'asse di una pressa piegatrice si riferisce al movimento controllato e ai componenti funzionali all'interno della macchina. macchina pressa piegatricegovernato dal controllore della macchina. Questo termine comprende i vari gradi di libertà e gli elementi operativi che consentono di eseguire operazioni precise di piegatura e formatura.
Gli assi delle presse piegatrici sono tipicamente designati in base al loro orientamento spaziale all'interno del sistema di coordinate della macchina. Tuttavia, alcuni movimenti e componenti funzionali possono essere denominati in base a convenzioni industriali o standard internazionali per garantire coerenza e chiarezza tra i diversi produttori e regioni.
La configurazione degli assi di una pressa piegatrice CNC è personalizzata per soddisfare i requisiti specifici del processo di fabbricazione dei pezzi. Gli assi più comuni sono:
Asse Y: Controlla il movimento verticale dell'ariete (trave superiore)
Asse X: Gestisce il posizionamento da davanti a dietro del calibro posteriore
Asse R: Regola l'altezza delle dita del registro posteriore.
Asse Z: Consente di spostare lateralmente le dita del registro posteriore.
Sistema di coronamento controllato da CNC: Compensa la deflessione della trave
Bombé (sistema antideviazione): Assicura angoli di curvatura costanti lungo la lunghezza del pezzo.
Le presse piegatrici CNC avanzate possono incorporare assi aggiuntivi per una maggiore precisione e versatilità, come ad esempio:
Delta X: regolazione fine della posizione delle singole dita del calibro posteriore
Assi ausiliari: Controllo di utensili specializzati o di sistemi di movimentazione dei materiali
La comprensione della funzione e dell'interazione di questi assi è fondamentale per ottimizzare le prestazioni della pressa piegatrice, ottenere piegature di alta precisione e massimizzare l'efficienza produttiva nei processi di fabbricazione della lamiera.
Tipi di assi di presse piegatrici
Asse della pressa piegatrice
Le presse piegatrici utilizzano più assi per controllare vari aspetti del processo di piegatura. Ogni asse svolge una funzione specifica per ottenere una formatura del metallo precisa e accurata. Gli assi principali e le loro funzioni sono i seguenti:
Asse Y: controlla il movimento verticale della slitta. In genere è suddiviso in assi Y1 e Y2:
Y1: controlla il lato sinistro dell'ariete
Y2: controlla il lato destro dell'ariete Questi assi sono fondamentali per determinare l'angolo di piegatura e mantenere il parallelismo.
Asse X: governa il posizionamento del calibro posteriore, controllando la profondità di curvatura. Spesso include:
X: Movimento principale dello scartamento posteriore (da fronte a retro)
X1 e X2: controllo individuale delle dita di arresto destra e sinistra
Asse R: regola l'altezza delle dita del calibro posteriore. Può includere:
R: Regolazione dell'altezza complessiva
R1 e R2: Controllo individuale dell'altezza delle dita destra e sinistra
Asse Z: gestisce il movimento laterale delle dita del calibro posteriore. Può includere:
Z: Movimento laterale complessivo
Z1 e Z2: posizionamento indipendente del dito destro e sinistro
Asse V: controlla la compensazione della deflessione, fondamentale per mantenere angoli di piegatura costanti sulla lunghezza del pezzo. Due metodi principali:
Controllo della posizione: Applica una compensazione predeterminata in base alle curve di deflessione calcolate.
Controllo della pressione: Regola dinamicamente più cilindri di compensazione in base alla forza di flessione.
Gli assi aggiuntivi possono includere:
T1 e T2: bracci di supporto materiale servoassistiti
X': Posizionamento avanzato del calibro posteriore, utilizzato insieme a Z1 e Z2 per geometrie complesse.
Gli assi Y1, Y2 e V sono essenziali per tutte le presse piegatrici CNC, mentre la configurazione degli assi del calibro posteriore e del supporto del materiale può essere personalizzata in base alle specifiche esigenze di produzione.
La precisione dell'asse, in particolare per Y1, Y2 e V, influisce in modo significativo sulla qualità finale del pezzo, influenzando sia l'accuratezza dell'angolo di piegatura che la rettilineità complessiva. Tuttavia, è importante notare che per le lamiere sottili (< 3 mm), anche le proprietà del materiale, come la tolleranza di spessore, l'uniformità e la direzione di laminazione, giocano un ruolo fondamentale nell'ottenere curve precise.
Quando si sceglie la configurazione di una pressa piegatrice, i produttori devono considerare attentamente le loro esigenze di produzione, la complessità dei pezzi e la precisione richiesta per determinare la configurazione ottimale degli assi per le loro applicazioni specifiche.
Cosa significa asse 3+1, 4+1, 6+1, 8+1?
Nel contesto delle presse piegatrici, l'asse "+1" si riferisce costantemente all'asse di coronamento, indicato come asse V. Questo asse è fondamentale per compensare la flessione della trave e garantire una piegatura uniforme lungo il pezzo. Questo asse è fondamentale per compensare la deflessione della trave e garantire una piegatura uniforme lungo il pezzo. Gli assi Y1 e Y2 controllano il movimento verticale dei cilindri idraulici destro e sinistro in modo indipendente, consentendo un posizionamento preciso del cilindro e la regolazione del parallelismo.
Le configurazioni numeriche di 3+1, 4+1, 6+1 e 8+1 assi rappresentano sistemi di presse piegatrici sempre più sofisticati, ognuno dei quali offre maggiore controllo e versatilità:
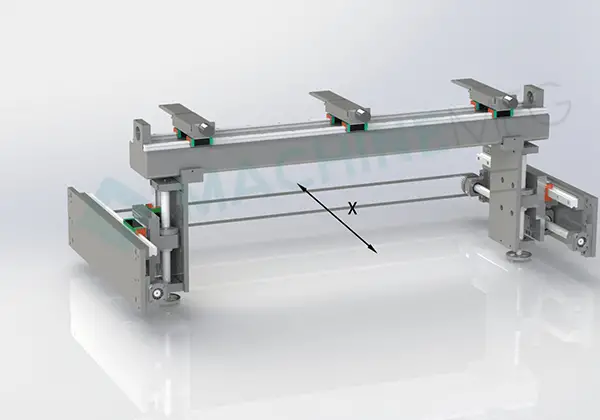
Asse 3+1: Y1, Y2, X, +V
Y1 - L'asse Y1 regola il movimento verticale del lato sinistro della matrice superiore rispetto alla superficie del pezzo. Questo asse controlla con precisione l'elevazione e la discesa della parte sinistra della matrice superiore, consentendo un'applicazione accurata della forza di piegatura e mantenendo un allineamento corretto durante il processo di formatura.
Y2 - L'asse Y2 gestisce il movimento verticale del lato destro della matrice superiore rispetto alla superficie del pezzo. Lavorando in tandem con Y1, questo asse assicura il controllo sincronizzato della sezione destra dello stampo superiore, consentendo una distribuzione uniforme della pressione e la possibilità di eseguire curve coniche quando richiesto.
X - L'asse X dirige il posizionamento orizzontale del calibro posteriore rispetto alla linea centrale dello stampo inferiore. Questo asse facilita il posizionamento preciso del materiale controllando il movimento in avanti e indietro del calibro posteriore, fondamentale per ottenere posizioni di piegatura precise e mantenere lunghezze di flangia uniformi su più pezzi.
V - L'asse V, spesso indicato come asse ausiliario o "plus", regola la regolazione verticale della matrice inferiore rispetto alla superficie del pezzo. Questo asse permette di regolare con precisione l'apertura dello stampo, consentendo di ottenere angoli di piegatura ottimali, di compensare il ritorno elastico del materiale e di adattarsi a spessori diversi del materiale senza cambiare utensile.
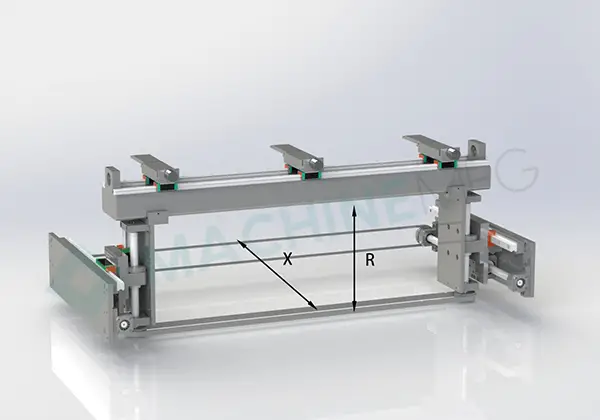
Asse 4+1: Y1, Y2, X, R, +V
Y1 - L'asse Y1 regola lo spostamento verticale del lato sinistro dello stampo superiore rispetto alla superficie del pezzo. Questo asse controlla con precisione l'altezza del lato sinistro durante il movimento di salita e discesa della pressa piegatrice, consentendo un'applicazione accurata della forza di piegatura e garantendo il parallelismo con l'asse Y2 per ottenere angoli di piegatura uniformi sul pezzo.
Y2 - L'asse Y2 gestisce il movimento verticale del lato destro della matrice superiore rispetto alla superficie del pezzo. Lavorando in tandem con Y1, questo asse mantiene la planarità dello stampo superiore e controlla l'altezza del lato destro durante l'intero ciclo di piegatura, fondamentale per ottenere una distribuzione uniforme della pressione e della qualità della piegatura lungo l'intera lunghezza del pezzo.
X - L'asse X dirige il posizionamento orizzontale del calibro posteriore rispetto alla linea centrale dello stampo inferiore. Questo asse facilita il posizionamento preciso del pezzo controllando il movimento in avanti e indietro del calibro posteriore, consentendo un posizionamento preciso della linea di piegatura e permettendo complesse operazioni di multipiegatura con tolleranze ristrette.
R - L'asse R regola il posizionamento verticale del calibro posteriore rispetto alla superficie inferiore dello stampo. Controllando l'altezza del dorso, questo asse consente di adattare gli spessori dei materiali e le geometrie delle curve, assicurando lunghezze uniformi delle flange e consentendo la produzione di pezzi con profili a gradini o rastremati.
V - L'asse V, spesso considerato un asse supplementare, controlla il movimento verticale della matrice inferiore rispetto alla superficie di lavoro. Questo asse consente di regolare con precisione la distanza tra gli stampi, fondamentale per ottimizzare la distribuzione della forza di piegatura, ridurre al minimo il ritorno elastico e adattarsi alle diverse proprietà e spessori dei materiali senza modificare la posizione dello stampo superiore.
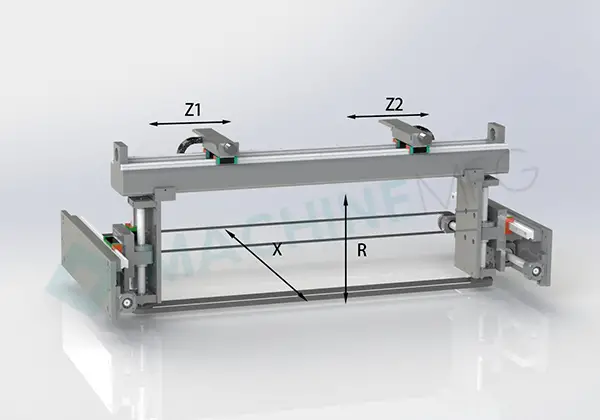
Asse 6+1: Y1, Y2, X, R, Z1, Z2, +V
Y1-L'asse Y1 regola lo spostamento verticale del lato sinistro della matrice superiore rispetto alla superficie del pezzo. Questo asse controlla con precisione l'altezza del lato sinistro durante il movimento di salita e discesa dello stampo, consentendo un'applicazione accurata della forza di piegatura e garantendo una distribuzione uniforme della pressione sul pezzo.
Y2-L'asse Y2 gestisce il movimento verticale del lato destro dello stampo superiore rispetto alla superficie del pezzo. Lavorando in tandem con Y1, questo asse assicura il controllo sincronizzato dell'altezza del lato destro, consentendo una regolazione precisa del parallelismo e compensando la potenziale deflessione durante le operazioni di piegatura.
X-L'asse X orchestra la traslazione orizzontale del calibro posteriore rispetto alla linea centrale dello stampo inferiore. Questo asse facilita il posizionamento accurato del materiale controllando il movimento in avanti e indietro del calibro posteriore, fondamentale per ottenere posizioni di piegatura coerenti e mantenere la precisione dimensionale in pezzi complessi.
R-L'asse R dirige il posizionamento verticale del calibro posteriore rispetto alla superficie inferiore dello stampo. Controllando l'altezza del calibro posteriore, questo asse consente il posizionamento adattivo per diversi spessori di materiale e geometrie di piegatura, garantendo un supporto e un allineamento ottimali durante il processo di piegatura.
Z1-L'asse Z1 regola il movimento laterale del lato sinistro del calibro posteriore. Questo asse permette di regolare in modo indipendente la posizione del dito sinistro, consentendo il posizionamento asimmetrico del pezzo e facilitando la creazione di complesse sequenze di piegatura nella lavorazione della lamiera.
Z2-L'asse Z2 gestisce il movimento laterale del lato destro del dorso del calibro. In combinazione con Z1, questo asse fornisce capacità di posizionamento flessibili per il dito destro, consentendo l'allineamento preciso di pezzi di forma irregolare e permettendo la produzione di pezzi di larghezza variabile.
V-L'asse V controlla la regolazione verticale della matrice inferiore rispetto alla superficie di lavoro. Questo asse consente di regolare con precisione l'angolo di piegatura modificando l'apertura effettiva dello stampo, permettendo di compensare il ritorno elastico del materiale e facilitando la produzione di angoli acuti e ottusi con elevata precisione.
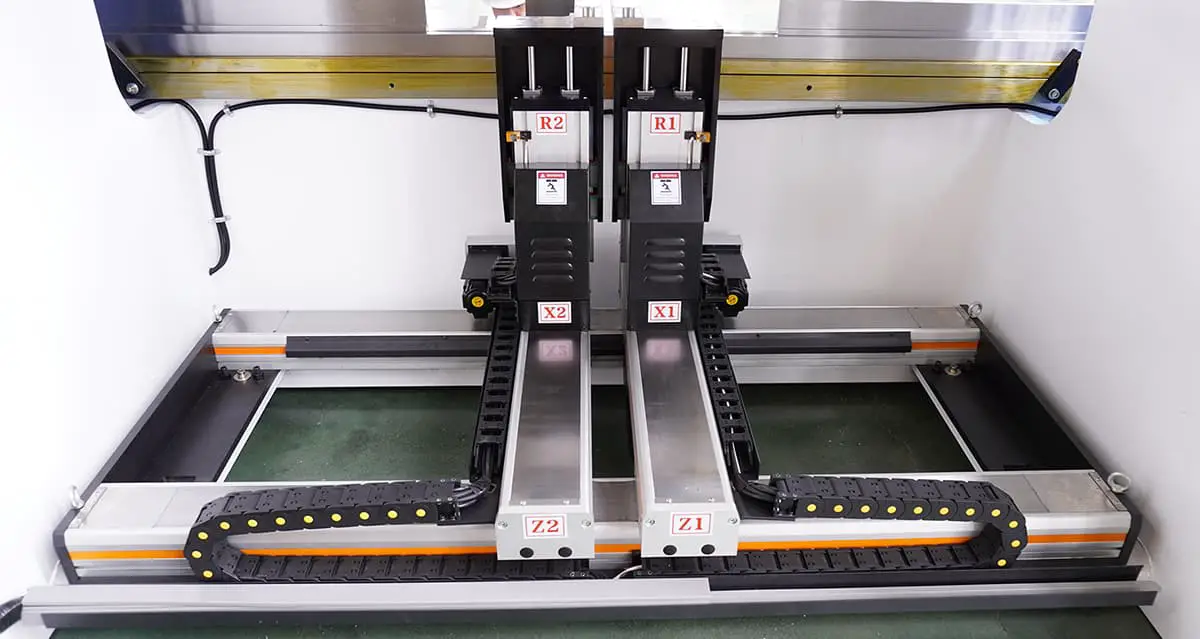
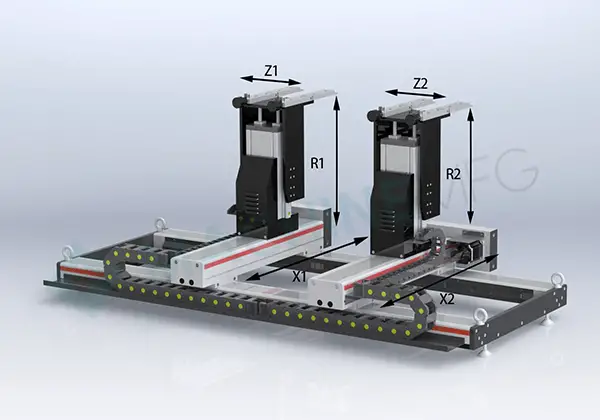
Asse 8+1: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V
Y1 - L'asse Y1 regola lo spostamento verticale del lato sinistro dello stampo superiore rispetto alla superficie del pezzo. Questo asse controlla con precisione l'altezza del lato sinistro durante il ciclo di piegatura, garantendo una distribuzione accurata e costante della pressione di formatura.
Y2 - L'asse Y2 gestisce il movimento verticale del lato destro della matrice superiore rispetto alla superficie del pezzo. Lavorando in tandem con Y1, questo asse consente il movimento sincronizzato o differenziale della matrice, fondamentale per creare curve complesse o compensare il ritorno elastico del materiale.
X1 - L'asse X1 controlla il posizionamento orizzontale del lato sinistro del calibro posteriore rispetto alla matrice inferiore. Questo asse facilita il posizionamento preciso del pezzo, consentendo linee di piegatura accurate e ripetibilità nelle operazioni di formatura in più fasi.
X2 - L'asse X2 dirige il movimento orizzontale del lato destro del calibro posteriore rispetto alla matrice inferiore. In combinazione con X1, consente di effettuare regolazioni indipendenti o sincronizzate del calibro, essenziali per gestire pezzi asimmetrici o flange di lunghezza variabile.
R1 - L'asse R1 gestisce la regolazione verticale del calibro posteriore sinistro rispetto alla superficie inferiore della matrice. Questo asse consente variazioni dinamiche dell'altezza, fondamentali per le sequenze multipiega e per accogliere diversi spessori di materiale senza riconfigurazione.
R2 - L'asse R2 controlla il posizionamento verticale del calibro posteriore destro rispetto alla superficie inferiore dello stampo. Complementare a R1, consente di regolare in modo indipendente l'altezza del calibro, fondamentale per la creazione di profili complessi o per compensare le variazioni di materiale.
Z1 - L'asse Z1 regola il movimento laterale del lato sinistro del calibro posteriore. Questo asse facilita il posizionamento preciso per le diverse larghezze dei pezzi e consente la creazione di curve coniche o non lineari se utilizzato insieme a Z2.
Z2 - L'asse Z2 gestisce il movimento laterale del lato destro del calibro posteriore. Lavorando con Z1, permette di regolare dinamicamente la larghezza, essenziale per gestire pezzi di dimensioni variabili o per creare geometrie di piegatura speciali.
V - L'asse V controlla il posizionamento verticale dello stampo inferiore rispetto alla superficie di lavoro. Questo asse consente di regolare con precisione l'angolo di piegatura, compensa l'usura degli utensili e facilita il cambio rapido degli stampi, migliorando la flessibilità e l'efficienza del processo complessivo.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo blog post, ci immergeremo nel mondo delle presse piegatrici...
Gli operatori delle presse piegatrici svolgono un ruolo cruciale nel plasmare il mondo che ci circonda, ma il loro lavoro non è privo di rischi. In questo articolo esploreremo i consigli essenziali per la sicurezza...
Gli utensili della vostra pressa piegatrice si consumano troppo rapidamente? Questo articolo approfondisce le tecniche di riparazione essenziali per prolungare la durata di vita dei vostri utensili, garantendo prestazioni ottimali nella vostra...
Vi siete mai chiesti quali siano le origini del termine "pressa piegatrice"? In questo avvincente post del blog, intraprenderemo un affascinante viaggio nella storia per scoprire le ragioni...
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Nel vasto mondo dell'industria manifatturiera, una macchina spicca: la pressa piegatrice. Grazie alla sua capacità di piegare e modellare il metallo con precisione e potenza, è diventata una macchina indispensabile...
Vi siete mai chiesti cosa fa funzionare senza problemi una pressa piegatrice CNC? La risposta è nell'olio idraulico. Questo fluido essenziale garantisce prestazioni ottimali e longevità della macchina. Il nostro articolo...
La corretta riparazione del cilindro idraulico di una pressa piegatrice è fondamentale per mantenere le prestazioni e la sicurezza della macchina. Il cilindro idraulico è tipicamente composto da pistone, camicia, stelo e vite....
Avete mai avuto difficoltà a impostare la corretta lunghezza della corsa della pressa piegatrice? Molti operatori lo fanno, spesso ricorrendo a tentativi ed errori. Questo articolo demistifica il processo, fornendo una formula chiara per calcolare...