Explicación de los ejes de la plegadora (3, 4, 6 8 ejes)
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las plegadoras y desvela los secretos que se esconden tras sus funciones. Aprenda cómo el dominio de estos ejes puede elevar su trabajo en metal a nuevos niveles de precisión y eficiencia. Prepárese para descubrir los mecanismos que hacen posible un plegado perfecto.
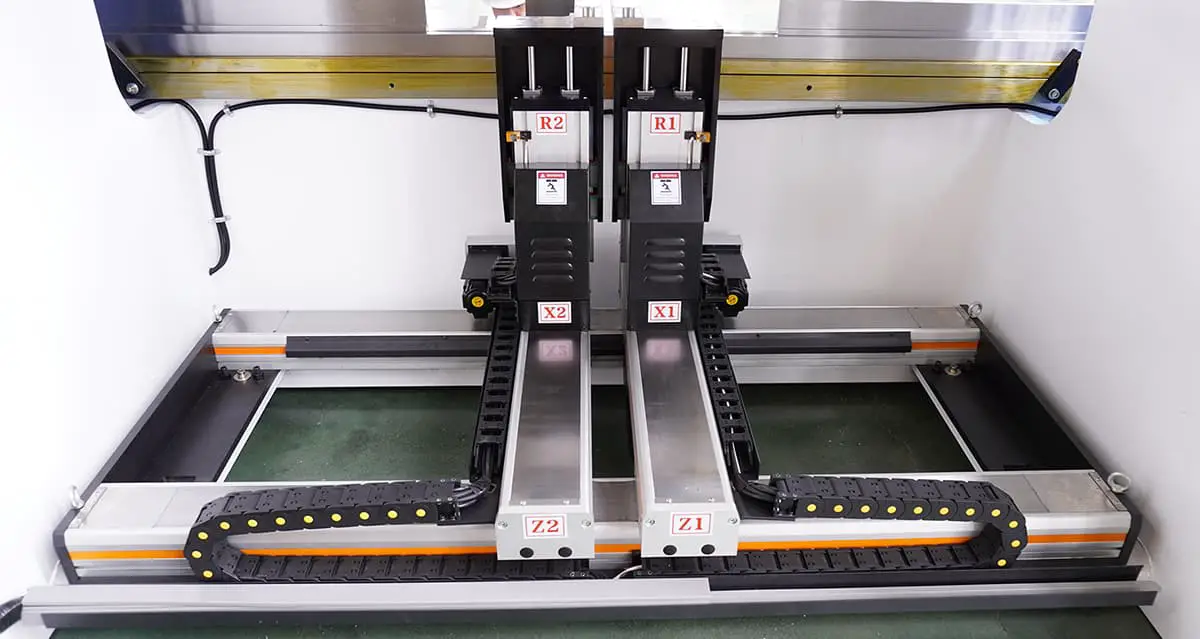
En el mundo de las plegadoras, comprender los distintos ejes que intervienen en el funcionamiento de la máquina es crucial tanto para la eficacia como para la precisión. Cada eje tiene una función específica y se denomina con una letra o un número, como X, R, V, Y1, Y2, Z1 y Z2.
Para utilizar eficazmente una plegadora, los operarios deben tener una idea clara de las funciones y el papel de estos ejes.
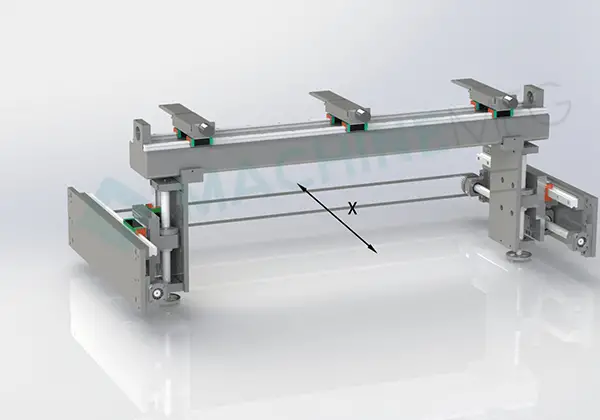
En Eje X es responsable del movimiento del tope trasero, principalmente de su posicionamiento horizontal. Este eje garantiza la correcta alineación de la pieza y contribuye a la precisión general del proceso de plegado. El ajuste del eje X permite al operario controlar la longitud de plegado y posicionar la pieza de trabajo para conseguir plegados uniformes y precisos.
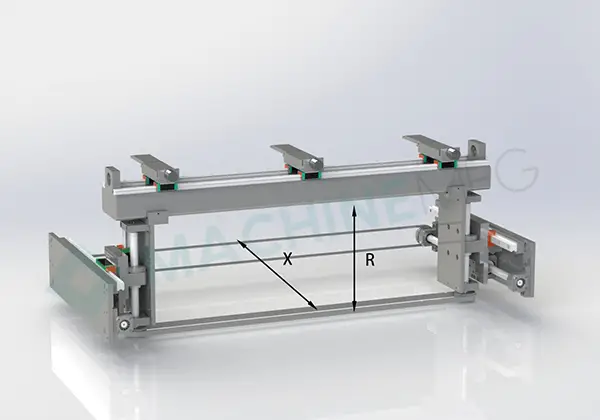
Mientras tanto, el Eje R se refiere al movimiento vertical del tope trasero. Ajustando el eje R, los operarios pueden controlar la altura de plegado, lo que permite variar el grosor de la pieza o el ángulo de plegado deseado. Este eje es fundamental para controlar la profundidad del plegado y obtener resultados uniformes, precisos y repetibles.
En Eje V está asociada a la apertura de la matriz, que es crucial para determinar la fuerza de plegado adecuada. Ajustando el eje V y seleccionando la anchura correcta de la matriz, la plegadora puede ejercer la fuerza adecuada sobre la pieza, garantizando unos plegados limpios y precisos y minimizando el riesgo de daños o imperfecciones.
En Ejes Y1 e Y2 controlar el descenso de la viga superior de la plegadora durante la proceso de plegado. Los ejes Y1 e Y2 funcionan de forma independiente, lo que permite un funcionamiento más refinado y sincronizado que garantiza la precisión y repetibilidad en los doblados. Mediante el ajuste preciso de los ejes Y1 e Y2, los operarios pueden conseguir los ángulos de plegado deseados y mantener la uniformidad en múltiples plegados.
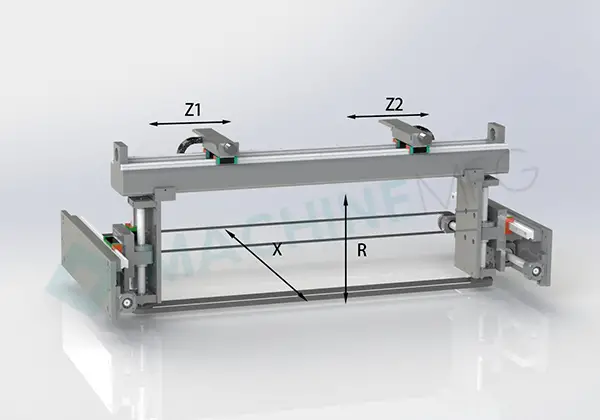
Por último, el Ejes Z1 y Z2 gestionar el movimiento horizontal de los dedos del tope trasero a ambos lados de la máquina. Esto permite un mejor control y flexibilidad a la hora de posicionar la pieza de trabajo, lo que permite a los operarios tener en cuenta diferentes longitudes de plegado y tamaños de piezas de trabajo. El ajuste de los ejes Z1 y Z2 garantiza el posicionamiento exacto de la pieza de trabajo en cada pliegue, lo que contribuye a la precisión y eficacia generales.
Al comprender las funciones y los papeles de estos ejes, los operarios no sólo pueden mejorar su eficiencia, sino también aumentar significativamente la calidad y la consistencia de las curvas que producen utilizando una plegadora. Con el conocimiento y el ajuste adecuados de estos ejes, el funcionamiento de la plegadora se convierte en un proceso más preciso y controlado.
¿Qué es el eje de la prensa plegadora?
El eje de la prensa plegadora puede definirse sencillamente como el movimiento y los componentes funcionales controlados por el controlador en la prensa. máquina de frenado. A menudo se denomina eje de la prensa plegadora para abreviar.
En general, el eje de la prensa plegadora se denomina según la posición en la que la posición espacial de cada eje en la máquina se ajusta al sistema de coordenadas.
Sin embargo, algunos otros movimientos y componentes funcionales se denominan según el uso convencional o las normas consuetudinarias internacionales.
UN CNC prensa plegadora La máquina suele estar equipada con varios ejes, que se configuran en función de los requisitos de proceso de la pieza del usuario.
Tipos de ejes de prensas plegadoras
Eje de la prensa plegadora
Las funciones definidas por cada eje de la plegadora son las siguientes:
Eje X: Eje de movimiento mecánico de bucle semicerrado del tope trasero. Si está equipado con el eje X1, es el eje de control del dedo de tope izquierdo.
Ejes X1 y X2: Controla el movimiento del dedo de tope hacia delante y hacia atrás.
Eje Y: Controla el movimiento vertical del vástago del cilindro en el extremo izquierdo y derecho del cilindro.
Eje Y1: Controla el movimiento vertical del vástago del cilindro en el extremo izquierdo del cilindro.
Eje Y2: Controla el movimiento vertical del vástago del cilindro en el extremo derecho del cilindro.
Eje R, R1, R2: Controla el movimiento ascendente y descendente del dedo de tope.
Ejes Z, Z1 y Z2: Controla el movimiento a izquierda y derecha del dedo de tope.
Eje V: Controlar el movimiento vertical del vástago del cilindro de compensación convexo del travesaño inferior.
Ejes Y1 e Y2: controlan el movimiento ascendente y descendente del cilindro.
Eje V: controla la cantidad de compensación de la desviación de la máquina.
Ejes X, R, Z1, Z2, X': todos son ejes de control del sistema de posicionamiento del respaldo, que controlan el posicionamiento del tope trasero (las definiciones de cada eje pueden verse en la figura).
Ejes T1 y T2: soporte de material servoseguido, que soporta el procesado chapa metálica junto con la chapa de plegado durante el plegado para garantizar que la chapa procesada no se mueva ni se deforme.
Entre los ejes antes mencionados, Y1, Y2, y V son necesarios para cada plegadora CNC, mientras que el calibrador trasero y los ejes de soporte de material de servo-seguimiento pueden ser seleccionados opcionalmente por los usuarios de acuerdo a las necesidades de las piezas procesadas.
Al seleccionar el calibrador trasero, hay que tener en cuenta que el eje X' no puede seleccionarse solo y debe utilizarse junto con los ejes Z1 y Z2 para que tenga importancia práctica.
El eje V es el eje de compensación de la desviación, y actualmente existen dos métodos de aplicación:
Uno es el control de posición, que proporciona una cantidad igual de antideformación en el punto correspondiente basándose en la curva de deformación de la mesa de trabajo durante el plegado para compensar la deformación elástica de la máquina herramienta durante la carga de plegado;
El otro es el control de la presión, que ajusta la presión de varios cilindros de compensación de desviación en función de la fuerza de flexión de modo que la resistencia a la fuerza de flexión se genere en varios puntos de la placa de apoyo de la mesa de trabajo para evitar la deformación por flexión.
En lo que respecta a la curva de deformación real, el primer método es superior y puede lograr una mayor precisión de flexión.
La precisión de los ejes Y1, Y2 y V desempeña un papel importante en el ángulo y el rectitud de las piezas procesadas. Cabe señalar que, en el caso de las chapas finas (menos de 3 mm), la calidad de la propia chapa, como el tamaño de los errores de grosor, la uniformidad del material y la dirección de la textura de laminado, ¡determina directamente la precisión de las piezas dobladas!
¿Qué significan los ejes 3+1, 4+1, 6+1, 8+1?
En primer lugar, es esencial tener en cuenta que el eje "+1" se refiere al eje de coronación de la plegadora, que es el eje V. Los ejes Y1 e Y2 controlan el movimiento ascendente y descendente de los cilindros de aceite izquierdo y derecho por separado.
Por lo tanto, es fácil entender los ejes 3+1, 4+1, 6+1 y 8+1, y sus detalles son los siguientes:
Eje 3+1: Y1, Y2, X, +V
Y1-El eje Y1 se refiere al movimiento vertical del lado izquierdo del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado izquierdo del troquel superior a medida que se mueve hacia arriba y hacia abajo.
Y2-El eje Y2 se refiere al movimiento vertical del lado derecho del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado derecho del troquel superior a medida que se mueve hacia arriba y hacia abajo.
X-El eje X se refiere al movimiento horizontal del tope trasero en relación al centro del troquel inferior. El eje X controla la posición de la galga trasera al acercarse o alejarse de la matriz inferior.
V-El eje V controla el movimiento vertical del troquel inferior relativo a la superficie de trabajo. Este eje controla la altura del troquel inferior a medida que se mueve hacia arriba y hacia abajo.
4+1 ejes: Y1, Y2, X, R, +V
Y1-El eje Y1 se refiere al movimiento vertical del lado izquierdo del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado izquierdo del troquel superior a medida que se mueve hacia arriba y hacia abajo.
Y2-El eje Y2 se refiere al movimiento vertical del lado derecho del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado derecho del troquel superior a medida que se mueve hacia arriba y hacia abajo.
X-El eje X se refiere al movimiento horizontal del tope trasero en relación al centro del troquel inferior. El eje X controla la posición del tope trasero cuando se mueve hacia y desde el troquel inferior.
R-El eje R se refiere al movimiento vertical del tope trasero en relación con la superficie inferior de la matriz. El eje R controla la altura del tope trasero a medida que se mueve hacia arriba y hacia abajo.
V-El eje V controla el movimiento vertical del troquel inferior relativo a la superficie de trabajo. Este eje controla la altura del troquel inferior a medida que se mueve hacia arriba y hacia abajo.
Eje 6+1: Y1, Y2, X, R, Z1, Z2, +V
Y1-El eje Y1 se refiere al movimiento vertical del lado izquierdo del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado izquierdo del troquel superior a medida que se mueve hacia arriba y hacia abajo.
Y2-El eje Y2 se refiere al movimiento vertical del lado derecho del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado derecho del troquel superior a medida que se mueve hacia arriba y hacia abajo.
X-El eje X se refiere al movimiento horizontal del tope trasero en relación al centro del troquel inferior. El eje X controla la posición del tope trasero cuando se mueve hacia y desde el troquel inferior.
R-El eje R se refiere al movimiento vertical del tope trasero en relación con la superficie inferior de la matriz. El eje R controla la altura del tope trasero a medida que se mueve hacia arriba y hacia abajo.
Z1-El eje Z1 controla el movimiento del lado izquierdo del tope trasero de izquierda a derecha.
Z2-El eje Z2 controla el movimiento del lado derecho del tope trasero de derecha a izquierda.
V-El eje V controla el movimiento vertical del troquel inferior relativo a la superficie de trabajo. Este eje controla la altura del troquel inferior a medida que se mueve hacia arriba y hacia abajo.
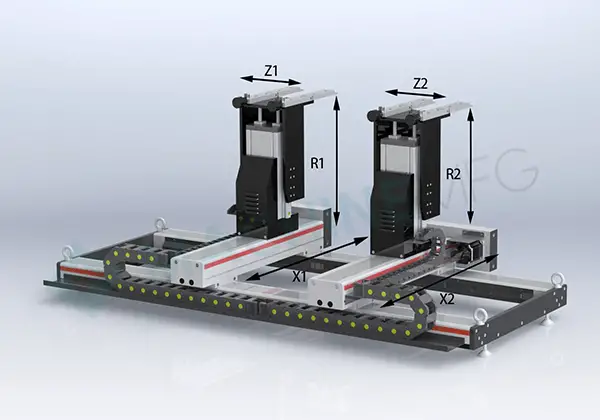
Eje 8+1: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V
Y1-El eje Y1 se refiere al movimiento vertical del lado izquierdo del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado izquierdo del troquel superior a medida que se mueve hacia arriba y hacia abajo.
Y2-El eje Y2 se refiere al movimiento vertical del lado derecho del troquel superior con respecto a la superficie de trabajo. Este eje es responsable de controlar la altura del lado derecho del troquel superior a medida que se mueve hacia arriba y hacia abajo.
X1-El eje X1 se refiere al movimiento horizontal del lado izquierdo de la galga trasera alejándose del troquel inferior. Este eje controla la distancia entre el tope trasero y el troquel inferior.
X2-El eje X1 se refiere al movimiento horizontal del lado derecho de la galga trasera alejándose del troquel inferior. Este eje controla la distancia entre el tope trasero y el troquel inferior.
R1-El eje R1 se refiere al movimiento vertical de la galga trasera izquierda en relación a la superficie inferior del troquel. Este eje controla la altura del tope trasero a medida que se desplaza hacia arriba.
R2-El eje R2 se refiere al movimiento vertical del tope trasero derecho en relación con la superficie inferior de la matriz. Este eje controla la altura del tope trasero a medida que se desplaza hacia abajo.
Z1-El eje Z1 controla el movimiento del lado izquierdo del tope trasero de izquierda a derecha.
Z2-El eje Z2 controla el movimiento del lado derecho del tope trasero de derecha a izquierda.
V-El eje V controla el movimiento vertical del troquel inferior relativo a la superficie de trabajo. Este eje controla la altura del troquel inferior a medida que se mueve hacia arriba y hacia abajo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los mecánicos y aficionados a la ingeniería! ¿Alguna vez te has preguntado por los entresijos del funcionamiento de una máquina plegadora? En esta entrada del blog, nos sumergiremos en el mundo...
Elegir entre una plegadora eléctrica y una hidráulica puede tener un impacto significativo en la eficiencia y los costes de su empresa. Las prensas plegadoras eléctricas ofrecen un mayor ahorro energético, ventajas medioambientales y...
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Su prensa plegadora hidráulica le causa más quebraderos de cabeza de los que debería? Garantizar el buen funcionamiento de estas complejas máquinas es vital para evitar costosos tiempos de inactividad y reparaciones. Este artículo trata del mantenimiento esencial...
¿Alguna vez se ha preguntado por qué sus dobleces de metal no siempre son perfectos? El secreto está en el coronado de la prensa plegadora, una técnica que garantiza la precisión y la calidad en la fabricación de metal. Este artículo le revelará...
¿Qué diferencia a los controladores de prensas plegadoras E21 y E200P, y cuál se adapta mejor a sus necesidades? En este artículo, comparamos estos dos controladores, ambos de Estun, analizando sus...
¿Cómo consigue una máquina alta precisión y eficacia en el plegado de metales? Descubra los secretos de la servoprensa electrohidráulica. Este artículo profundiza en los intrincados mecanismos, procedimientos de...
¿Se ha preguntado alguna vez por qué son tan fascinantes los troqueles de las prensas plegadoras? En esta cautivadora entrada del blog, nos adentraremos en el intrincado mundo de estas herramientas esenciales que dan forma al metal...