Le caratteristiche principali della formatura a rilievo della porta antifurto sono: grande pressione di formatura e piccolo piano di lavoro.
Attualmente, l'apparecchiatura principale per la formazione di questa parte è la quattro colonne pressa idraulica o pressa idraulica a telaio diviso con struttura convenzionale.
Questi dispositivi presentano principalmente i seguenti problemi nel processo di applicazione:
(1) La precisione del quattro colonne La pressa idraulica è scarsa.
Dopo un uso prolungato, la precisione dell'apparecchiatura si deteriora e non può essere regolata e ripristinata. Per i modelli complessi con requisiti di precisione elevati, non sono in grado di soddisfare i requisiti di formatura;
(2) Il telaio diviso pressa idraulica ha un'elevata precisione e ritenzione di precisione, ma per le condizioni di lavoro con una grande pressione nominale e un piano di lavoro piccolo, il cilindro dell'olio con struttura convenzionale non può essere disposto nel piano di lavoro effettivo, quindi è necessario aggiungere il piano di lavoro della pressa idraulica, con conseguente scarsa sollecitazione del blocco di scorrimento e struttura complessa e costo elevato del sistema di attrezzature.
La pressa idraulica per la formatura di porte antifurto introdotta in questo post è una nuova struttura di pressa idraulica appositamente progettata per le condizioni di lavoro di grande tonnellaggio e piccolo tavolo.
Può risolvere efficacemente le carenze della struttura convenzionale a quattro montanti e della struttura a telaio diviso nell'applicazione della formatura in rilievo della porta antifurto.
Allo stesso tempo, presenta i vantaggi di un'elevata precisione e di una buona conservazione della precisione.
La formatura a rilievo della porta antifurto viene utilizzata per le piastre anteriori e posteriori della porta antifurto e serve principalmente ad aumentare la resistenza antifurto e l'estetica della porta (Fig. 1).

Fig. 1 Schema della forma a fiore della porta antifurto
La dimensione complessiva della parte (lunghezza) × larghezza) è di 2200 mm × 520 mm, il materiale è acciaio al carbonio ordinario e lo spessore della piastra è di 0,4 ~ 0,8 mm.
Dimensione complessiva (lunghezza) di stampo di formatura × larghezza) è di circa 2400 mm × 1450 mm, lo spessore del pezzo è di 5 ~ 25 mm.
La forza di formatura varia in base alla complessità del disegno, in genere 20000 ~ 30000kN.
La struttura della matrice è illustrata nella Fig. 2.

- 1 - base superiore dello stampo
- Supporto a 2 pezzi
- 3 - nucleo superiore dello stampo
- 4 - nucleo inferiore dello stampo
- 5 - meccanismo di guida
- 6-stampo inferiore piastra di supporto
- 7 - cuscinetto in gomma
- 8 - cassaforma inferiore
Fig. 2 Schema dello stampo di formatura in rilievo
Durante la produzione, il porta-stampi preme prima la periferia del pezzo e forma il modello richiesto attraverso le anime dello stampo superiore e inferiore.
Il processo di formatura richiede un'elevata precisione delle attrezzature. Quando l'accuratezza è scarsa, i pezzi sono soggetti a crepe, fiori eccentrici, linee di rottura delle onde, superficie irregolare della piastra e altri difetti.
Caratteristiche strutturali della pressa idraulica di formatura a rilievo per porte antifurto
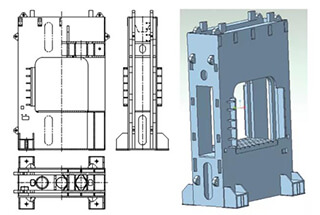
La struttura della carrozzeria adotta la struttura complessiva del telaio a piastre laminate.
La struttura a piastre laminate è la sovrapposizione di piastre d'acciaio indipendenti, in grado di rilasciare efficacemente la stress interno generato durante il funzionamento della pressa idraulica (Fig. 3);

Fig. 3 Schema strutturale
Allo stesso tempo, al fine di rafforzare l'insieme della resistenza e rigidità della fusoliera, le piastre laminate sono collegate in una struttura scatolare mediante saldatura (Fig. 4).

Fig. 4 Schema della struttura del corpo
Questa struttura presenta il duplice vantaggio della struttura a piastre laminate e della struttura scatolare.
In base alle caratteristiche strutturali della pressa idraulica di grande tonnellaggio e di quella a tavola piccola, viene adottata la struttura a cilindri.
La pressa idraulica convenzionale prevede che il blocco cilindri sia fissato sulla trave superiore e che il blocco scorrevole sia azionato dal movimento del pistone o dello stantuffo per realizzare la pressione nominale.
La struttura dinamica del cilindro consiste nel fissare il pistone sul piano inferiore della trave superiore della pressa idraulica, combinare il blocco cilindri e il cursore in un unico elemento e azionare il cursore attraverso il blocco cilindri per realizzare la pressione nominale della pressa idraulica, come illustrato nella Figura 5.

Fig. 5 Schema della struttura dinamica del cilindro
Il vantaggio dello schema migliorato è che la struttura è compatta, in modo che la pressione di un grande tonnellaggio possa essere realizzata in un tavolo di dimensioni ridotte.
A causa della ridotta superficie della tavola della pressa idraulica, i cilindri a pistone sono utilizzati su entrambi i lati e il tonnellaggio principale viene realizzato insieme al cilindro intermedio durante la pressatura.
Allo stesso tempo, viene utilizzato come cilindro di ritorno durante il rientro del cursore.
Il tonnellaggio principale della pressa idraulica è realizzato da tre cilindri ad olio.
Il cilindro a pistone di grande tonnellaggio al centro adotta la struttura dinamica del cilindro.
Il blocco cilindri e il blocco scorrevole formano una struttura scatolare chiusa mediante saldatura (Fig. 6).

Fig. 6 Struttura del blocco di scorrimento del cilindro
L'asta del pistone è fissata sul piano inferiore della trave superiore e al centro del pistone è presente un foro per l'olio per realizzare l'ingresso dell'olio nel cilindro.
Su entrambi i lati sono presenti due piccoli cilindri a pistone di uguale tonnellaggio, in grado di realizzare le funzioni di pressione e ritorno del cursore.
La modalità di installazione dei due piccoli cilindri a pistone è quella convenzionale, ovvero il blocco cilindri è fissato sulla parte della trave della fusoliera e lo stelo del pistone aziona il blocco scorrevole per il movimento di pressione e ritorno.
La struttura di questo tipo di cilindro dell'olio è compatta e la dimensione minima della tavola della pressa idraulica con pressione nominale di 30000kN può essere di 2600mm × 1500mm.
Negli ultimi anni, con il miglioramento della diversità delle forme delle porte antifurto, i loro modelli stanno diventando sempre più complessi e i requisiti di precisione delle attrezzature e degli stampi sono sempre più elevati.
La guida di scorrimento della pressa idraulica per la goffratura di porte antifurto adotta una guida regolabile a cuneo inclinato a forma di X (Fig. 7), che presenta un'elevata precisione di guida, una forte regolabilità e una ritenzione di precisione.

Fig. 7 Struttura della guida del cursore
La piastra di guida del blocco di scorrimento è realizzata in lega a base di rame, con una buona tenuta della precisione.
La piastra di guida sul corpo adotta 42CrMoche, dopo uno speciale trattamento termico, presenta una buona resistenza all'usura.
Allo stesso tempo, per migliorare la precisione di funzionamento del cursore, la lunghezza della guida del cilindro principale del pistone viene allungata, in modo da migliorare la precisione di funzionamento del cilindro principale stesso.
Per migliorare la qualità della progettazione, la pressa idraulica strutturale adotta l'analisi agli elementi finiti di modellazione tridimensionale nella fase di progettazione per condurre un'analisi dettagliata e una dimostrazione della resistenza, della rigidità e delle sollecitazioni della fusoliera e delle parti chiave del cursore (Fig. 8 e Fig. 9).
Lo schema di progettazione viene ottimizzato in base ai risultati dell'analisi.

Fig. 8 Analisi agli elementi finiti del corpo

Fig. 9 Analisi agli elementi finiti del cursore
Risultati pratici
Questo tipo di apparecchiatura ha funzionato in modo stabile presso l'utente (Fig. 10 e Fig. 11), con prestazioni affidabili e alta precisione, ed è in grado di soddisfare la formazione in rilievo di porte antifurto con vari modelli complessi.
Il costo di questa attrezzatura strutturale è 30% inferiore a quello della pressa idraulica a telaio convenzionale e la precisione può raggiungere quella della pressa idraulica a telaio convenzionale.
La regolazione della precisione è comoda, stabile e affidabile.

Fig. 10 Applicazione pratica delle apparecchiature

Fig. 11 Parti formate
La ricerca e lo sviluppo dell'attrezzatura strutturale forniscono la convenienza per la divulgazione e l'applicazione del processo di formatura in rilievo della porta antifurto e forniscono una soluzione affidabile per la progettazione di attrezzature di grande tonnellaggio e di piccole dimensioni.