
Формовка металла: Полное руководство
Заинтригованы чудесами штамповки металла? В этой статье блога мы погрузимся в увлекательный мир отбортовки, затылования и развальцовки отверстий. Наш эксперт, инженер-механик, проведет вас...
Задумывались ли вы когда-нибудь о том, как создаются замысловатые узоры на противоугонных дверях? В этой статье рассматривается передовая технология гидравлических прессов для тиснения этих дверей. Вы узнаете о сложностях, возникающих при использовании обычных прессов, и об инновационных решениях, обеспечивающих точность и долговечность. Узнайте, как специализированный гидравлический пресс с большой грузоподъемностью и компактным столом превращает простые металлические листы в детализированные, надежные дверные панели. Погрузитесь в процесс, чтобы понять механику, конструктивные усовершенствования и практическое применение этой важнейшей технологии.
Основными особенностями тиснения для противокражных дверей являются: большое давление формовки и небольшая площадь стола.
В настоящее время основным оборудованием для формирования этой части является четырехколонный гидравлический пресс или гидравлический пресс с разъемной рамой с обычной конструкцией.
В основном эти устройства сталкиваются со следующими проблемами в процессе применения:
(1) Точность четыре колонки гидравлический пресс плохой.
После длительного использования точность оборудования ухудшается, и его невозможно отрегулировать и восстановить. Для сложных деталей с высокими требованиями к точности они не могут соответствовать требованиям к формовке;
(2) Разборная рама гидравлический пресс имеет высокую точность и точность удержания, но для рабочих условий с большим номинальным давлением и небольшой столешницей, масляный цилиндр с обычной структурой не может быть расположен в эффективной столешнице, поэтому необходимо добавить столешницу гидравлического пресса, что приводит к плохой нагрузке на скользящий блок и сложной структуре и высокой стоимости системы оборудования.
Гидравлический пресс для формирования тиснения на противоугонных дверях, представленный в этом посте, является новой конструкцией гидравлического пресса, специально разработанной для условий работы с большим тоннажем и небольшим столом.
Она может эффективно решить недостатки традиционных четырехстоечных конструкций и разъемных рамных конструкций в применении противокражного тиснения дверей.
В то же время он обладает такими преимуществами, как высокая точность и хорошая сохранность точности.
Формирование тиснения на противокражных дверях используется для передней и задней пластин противокражных дверей, что в основном используется для повышения прочности и эстетики противокражных дверей (рис. 1).

Рис. 1 Схематическая диаграмма противокражной двери в форме цветка
Габаритные размеры детали (длина) × ширина) составляют 2200 мм × 520 мм, материал - обычная углеродистая сталь, толщина листа - 0,4 ~ 0,8 мм.
Габаритные размеры (длина) формовочный штамп × ширина) составляет около 2400 мм × 1450 мм, толщина детали - 5 ~ 25 мм.
Усилие формовки зависит от сложности рисунка, обычно 20000 ~ 30000 кН.
Структура матрицы показана на рис. 2.

Рис. 2 Принципиальная схема формовочного штампа для тиснения
В процессе производства держатель заготовок сначала прижимает периферийную часть детали и формирует требуемый узор через верхний и нижний штамповые сердечники.
Процесс формовки предъявляет высокие требования к точности оборудования. При низкой точности детали подвержены появлению трещин, эксцентричных цветов, линий волнообразного излома, неровной поверхности листа и других дефектов.
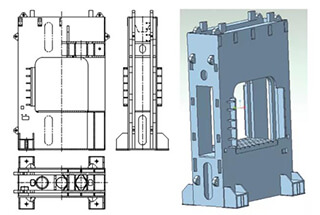
В конструкции кузова используется многослойная пластинчатая рамная конструкция.
Ламинированная структура пластин представляет собой суперпозицию независимых стальных пластин, которая может эффективно высвобождать внутреннее напряжение образующихся при работе гидравлического пресса (рис. 3);

Рис. 3 Структурная схема
В то же время, чтобы укрепить общую прочность и жёсткость фюзеляжа, ламинированные пластины соединяются в коробчатую конструкцию с помощью сварки (рис. 4).

Рис. 4 Схема строения тела
Эта конструкция обладает двойными преимуществами ламинированной пластинчатой и коробчатой структуры.
В соответствии с конструктивными особенностями крупнотоннажных и малогабаритных настольных гидравлических прессов, принята цилиндрическая конструкция.
Традиционный гидравлический пресс состоит в том, что блок цилиндров закреплен на верхней балке, а подвижный блок приводится в движение движением поршня или плунжера для создания номинального давления.
Динамическая структура цилиндра заключается в фиксации поршня на нижней плоскости верхней балки гидравлического пресса, объединении блока цилиндров и ползуна в единое целое и приводе ползуна через блок цилиндров для реализации номинального давления гидравлического пресса, как показано на рисунке 5.

Рис. 5 Схематическая диаграмма динамической структуры цилиндра
Преимуществом усовершенствованной схемы является компактность конструкции, что позволяет реализовать давление большого тоннажа на небольшом столе.
Из-за небольшой площади стола гидравлического пресса в конструкции используются поршневые цилиндры с обеих сторон, а основной тоннаж во время прессования реализуется вместе с промежуточным цилиндром.
В то же время он используется в качестве возвратного цилиндра при возврате ползуна.
Основной тоннаж гидравлического пресса обеспечивается тремя масляными цилиндрами.
Плунжерный цилиндр большого тоннажа в центре имеет динамическую структуру цилиндра.
Блок цилиндров и подвижный блок образуют замкнутую коробчатую конструкцию с помощью сварки (рис. 6).

Рис. 6 Структура блока цилиндрических направляющих
Шток плунжера закреплен на нижней плоскости верхней балки, а в середине плунжера имеется отверстие для подачи масла в цилиндр.
С обеих сторон расположены два небольших поршневых цилиндра одинакового тоннажа, которые могут выполнять функции прижима и возврата ползуна.
Режим установки двух малых поршневых цилиндров - обычный, то есть блок цилиндров закреплен на балочной части фюзеляжа, а шток поршня приводит в движение подвижный блок для нажатия и возвратного движения.
Структура расположения этого вида масляного цилиндра компактна, а минимальный размер стола гидравлического пресса с номинальным давлением 30000 кН может составлять 2600 мм × 1500 мм.
В последние годы, по мере совершенствования разнообразия форм противокражных дверей, их узоры становятся все более сложными, а требования к точности оборудования и пресс-форм - все выше.
В направляющей гидравлического пресса для тиснения противоугонных дверей используется Х-образная наклонная клиновая регулируемая направляющая (рис. 7), которая имеет высокую точность направления, сильную регулируемость и точность удержания.

Рис. 7 Структура направляющих ползунов
Направляющая пластина на скользящем блоке изготовлена из сплава на медной основе, который хорошо сохраняет точность.
Направляющая пластина на корпусе принимает 42CrMoПосле специальной термической обработки он приобретает хорошую износостойкость.
В то же время, чтобы повысить точность работы ползуна, длина направляющей главного цилиндра плунжера удлиняется, что позволяет повысить точность работы самого главного цилиндра.
Чтобы улучшить качество конструкции, на этапе проектирования структурного гидравлического пресса применяется трехмерное моделирование с использованием анализа конечных элементов, что позволяет провести детальный анализ и продемонстрировать прочность, жесткость и напряжение фюзеляжа и ключевых частей слайдера (рис. 8 и рис. 9).
Схема конструкции оптимизирована в соответствии с результатами анализа.

Рис. 8 Конечно-элементный анализ тела

Рис. 9 Конечно-элементный анализ слайдера
Это оборудование стабильно работает у пользователя (рис. 10 и рис. 11), имеет надежную производительность и высокую точность, и может удовлетворить тиснение для противокражных дверей с различными сложными рисунками.
Стоимость этого структурного оборудования на 30% ниже, чем у обычного рамного гидравлического пресса, а точность может достигать точности обычного рамного гидравлического пресса.
Регулировка точности удобна, стабильна и надежна.

Рис. 10 Практическое применение оборудования

Рис. 11 Сформированные детали
Исследование и разработка структурного оборудования обеспечивают удобство для популяризации и применения процесса формирования тиснения противокражных ворот, а также обеспечивают надежное решение для проектирования крупнотоннажного и малогабаритного настольного оборудования.

Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.







