Dobrar chapa de aço inoxidável: Estratégias para vencer o retorno elástico
Já se deparou com desafios na dobragem de chapas de aço inoxidável? Este artigo desvenda as complexidades da dobragem de aço inoxidável, desde a força necessária até ao impacto da mola de retorno. Aprenda as principais técnicas e dicas para dominar este processo essencial de metalurgia!
I. Pontos-chave da dobragem de chapas de aço inoxidável
Devido à sua elevada resistência ao escoamento, dureza e efeito proeminente de trabalho a frio, a dobragem de chapa de aço inoxidável tem as seguintes características:
Devido à sua menor condutividade térmica em comparação com o aço normal de baixo teor de carbono, tem uma taxa de alongamento inferior e requer uma força de deformação maior.
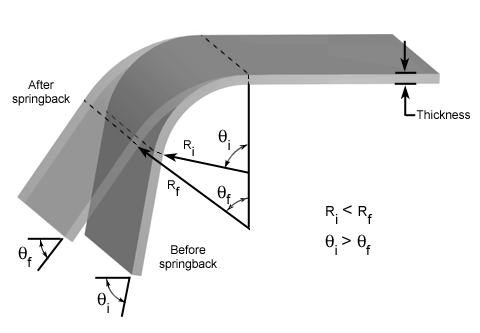
As chapas de aço inoxidável têm uma tendência mais forte para rebater quando dobradas, em comparação com o aço-carbono.
A percentagem de alongamento do aço inoxidável chapa de aço é inferior ao do aço-carbono, conduzindo a um maior ângulo de flexão da peça (R) ou à possibilidade de fissuras.
Dado o elevado dureza do aço inoxidável que apresenta um endurecimento significativo no trabalho a frio, deve ser escolhida uma matriz de punção feita de aço ferramenta, com uma dureza superior a 60 HRC após tratamento térmico. O rugosidade da superfície das ferramentas de dobragem será superior ao das ferramentas de dobragem em aço-carbono.
De acordo com as características acima referidas, de um modo geral:
Para o mesmo tamanho de unidade, quanto mais espessa for a placa, mais força de flexão é necessário. A força de flexão aumenta à medida que a espessura da placa aumenta.
Com o mesmo tamanho de unidade, quanto maior for a resistência à tração, menor será a taxa de alongamento, maior será a força de flexão necessária e maior deverá ser o ângulo de flexão.
Ao projetar a espessura da placa em relação à raio de curvaturaDe acordo com a experiência, o tamanho desdobrado da peça de trabalho com uma dobra deve ser calculado adicionando os dois lados do ângulo reto e depois subtraindo duas espessuras. Isto satisfaz plenamente o requisito de precisão do projeto. A utilização de uma fórmula empírica para calcular a quantidade pode simplificar o processo de cálculo e melhorar significativamente a eficiência da produção.
Quanto maior for o limite de elasticidade do material, maior será a mola de retorno. Por conseguinte, o ângulo da matriz de punção para a peça dobrada a 90 graus deve ser mais pequeno.
Em comparação com o aço-carbono, para a mesma espessura de aço inoxidável, o ângulo de flexão é maior. É importante prestar especial atenção a este ponto, uma vez que podem surgir fissuras de flexão que afectam a resistência da peça de trabalho.
II. A mola de retorno do aço inoxidável
O fenómeno de retorno elástico no aço inoxidável apresenta desafios significativos nos processos de conformação de metais, atribuíveis a vários factores-chave:
Dureza do material: Existe uma correlação direta entre a dureza do material e a magnitude do retorno elástico. Por exemplo, ao trabalhar com o aço inoxidável 301-EH (Extra Duro), foi observado um retorno elástico de aproximadamente 14 graus. Este elevado grau de retorno deve-se ao aumento do limite de elasticidade do material e às caraterísticas de endurecimento por trabalho.
Relação entre o raio de curvatura e a espessura do material: À medida que este rácio aumenta, também aumenta o efeito de retorno da mola. Esta relação é regida pelo momento fletor e pela distribuição de tensões através da espessura do material durante a conformação.
Composição da liga: Diferentes tipos de aço inoxidável apresentam comportamentos diferentes de retorno elástico. Por exemplo, o SUS301 demonstra tipicamente um maior retorno elástico em comparação com o SUS304. Sob condições de conformação idênticas, o SUS304 pode apresentar aproximadamente 2 graus a menos de retorno elástico do que o SUS301. Esta diferença é atribuída às variações na sua composição química e microestrutura, particularmente o teor mais elevado de carbono e azoto no 301, que aumenta a sua taxa de endurecimento por trabalho.
Origem geográfica: Curiosamente, o aço inoxidável 301 produzido no Japão tende a apresentar um maior retorno elástico em comparação com o seu homólogo de Taiwan. Esta variação resulta provavelmente de diferenças subtis nos elementos de liga, técnicas de processamento ou normas de controlo de qualidade entre fabricantes.
Metodologia de conformação: Os processos de conformação numa única etapa resultam geralmente num maior retorno elástico em comparação com as abordagens de conformação em várias etapas. Isto deve-se ao facto de os processos em várias etapas permitirem a redistribuição de tensões e a deformação plástica gradual, reduzindo a recuperação elástica global.
Para enfrentar estes desafios, é crucial uma abordagem iterativa ao projeto e ajuste do molde. Após cada teste de conformação, o molde deve ser revisto para ter em conta o retorno angular e radial. Este processo requer uma colaboração estreita entre técnicos especializados e engenheiros de projeto para implementar eficazmente as modificações necessárias.
Na prática, o processamento de lotes de aproximadamente 5 peças de cada vez permite iterações e ajustes rápidos. A eficácia deste processo depende em grande medida dos conhecimentos e da experiência do técnico no trabalho com a conformação de aço inoxidável.
Para otimizar ainda mais o processo de moldagem e atenuar o retorno elástico:
Considerar a utilização de simulações de engenharia assistida por computador (CAE) para prever o comportamento do retorno da mola antes da criação de protótipos físicos.
Explorar técnicas de enformação avançadas, como a enformação a quente ou a enformação a alta velocidade, que podem reduzir o retorno elástico em determinadas aplicações.
Implementar medidas precisas de controlo do processo, incluindo propriedades consistentes do material, distribuição uniforme da temperatura e aplicação precisa da força durante a conformação.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Já se interrogou porque é que o aço por vezes racha durante a dobragem? Neste artigo, exploramos o fascinante mundo da tecnologia de dobragem do aço, descobrindo as razões por detrás de defeitos comuns, como...
Já se interrogou sobre como calcular com precisão a força de flexão necessária para o fabrico de chapas metálicas? Nesta publicação perspicaz do blogue, vamos explorar os meandros do cálculo da força de flexão, desenho...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Nesta publicação do blogue, vamos explorar o fascinante mundo da flexão de ar e os diagramas de forças que o tornam possível. Junte-se a nós e mergulhe na ciência por detrás deste...
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...
Alguma vez se perguntou como é que as peças metálicas são dobradas em várias formas? Neste artigo fascinante, vamos aprofundar a arte e a ciência da dobragem na estampagem de metais. O nosso especialista...