Fissura por flexão do aço: Factores e medidas de melhoria
Já se interrogou porque é que o aço por vezes racha durante a dobragem? Neste artigo, exploramos o fascinante mundo da tecnologia de dobragem do aço, descobrindo as razões por detrás de defeitos comuns como fissuras nos cantos e no centro. Descubra como as técnicas adequadas e a qualidade do material podem fazer toda a diferença na prevenção destes problemas. Prepare-se para aprender conhecimentos práticos que podem melhorar a sua compreensão e aplicação do processamento do aço!
A tecnologia de processamento de dobragem é um tipo de tecnologia de processamento de aço que é amplamente utilizada em vários domínios, como o fabrico de automóveis, máquinas de engenharia, pontes, navios e construção.
Sob a pressão da matriz superior ou inferior na máquina de dobragem, a chapa metálica sofre primeiro uma deformação elástica e depois uma deformação plástica.
Na fase inicial da dobragem plástica, à medida que a matriz superior ou inferior dobra a chapa metálica, a chapa metálica encaixa gradualmente na superfície interna da ranhura em V da matriz superior ou inferior, enquanto o raio de curvatura também diminui gradualmente.
Como a pressão continua até ao fim do curso, as matrizes superior e inferior entram em contacto total com o chapa metálicaA forma da curva em V, que é normalmente processada utilizando máquinas de dobragem e equipamento de laminagem.
A fissuração por flexão é um defeito importante na utilização do processamento do aço. De acordo com a localização da fissuração, esta pode ser dividida em fissuração de canto e fissuração central.
Os factores que causam a fissuração incluem uma tecnologia de processamento inadequada e defeitos de qualidade do material, que têm um impacto negativo nas empresas de produção de aço.
Os investigadores analisaram, resumiram e estudaram casos típicos de qualidade e referiram-se a materiais relevantes para analisar vários factores que causam fissuras por flexão e propor medidas de melhoria.
Amostras típicas de ensaios de flexão, fissuração e físico-químicos
1.1 Amostras de fendas de canto
1.1.1 Morfologia macroscópica
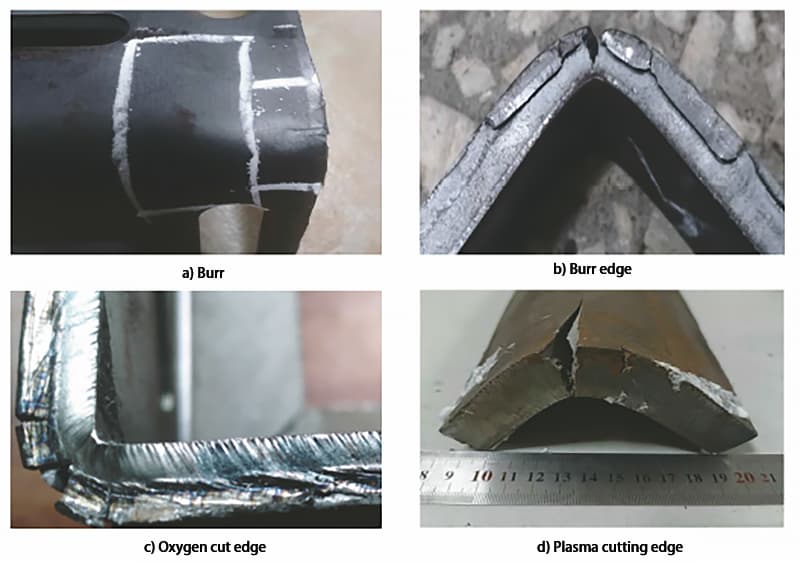
A fissuração de cantos é o tipo de defeito mais comum na fissuração por flexão e, normalmente, existem rebarbas, arestas rugosas, arestas de corte de oxigénio ou corte por plasma arestas na posição de fissuração de canto. Se o bordo da peça de trabalho não for jato de areia ou for tratado de forma incompleta durante o processo de dobragem, ocorrerão fissuras nos cantos, e as fissuras nos cantos são normalmente curtas e localizadas na área endurecida do canto.
Defeitos típicos de Q235B e o aço Q355B foram seleccionados para análise, e a morfologia macroscópica da fissuração nos cantos é apresentada na Figura 1.
Figura 1: Aspeto macroscópico da fissuração de cantos de aço.
1.1.2 Análise da composição química
Foram seleccionadas quatro amostras típicas de fendas de canto do aço Q235B e do aço Q355B para análise da composição química, e os resultados satisfizeram os requisitos.
1.1.3 Ensaio de propriedades mecânicas
As propriedades mecânicas das quatro amostras típicas de fendas nos cantos do aço Q235B e do aço Q355B acima referidas foram testadas, e os resultados são apresentados no Quadro 1 (D é o diâmetro de flexão, a é a espessura da amostra), e os resultados satisfazem os requisitos.
Quadro 1: Resultados dos ensaios de desempenho mecânico das amostras de aço Q235B e Q355B com fissuração nos cantos
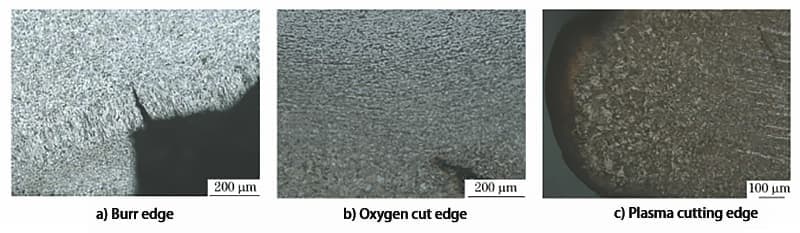
O exame metalográfico foi efectuado nas posições de fissuração das quatro amostras de fissuras de canto típicas do aço Q235B e do aço Q355B acima referidas, e os resultados são apresentados na Figura 2. Como se pode ver na Figura 2, há deformação a frio do grão no tecido na posição de fissuração e há uma estrutura de influência térmica na posição de fissuração por corte com oxigénio e por corte com plasma.
Figura 2: Aspeto comum das amostras com fissuras nos cantos.
1.2 Amostras de fendas de flexão
1.2.1 Morfologia macroscópica
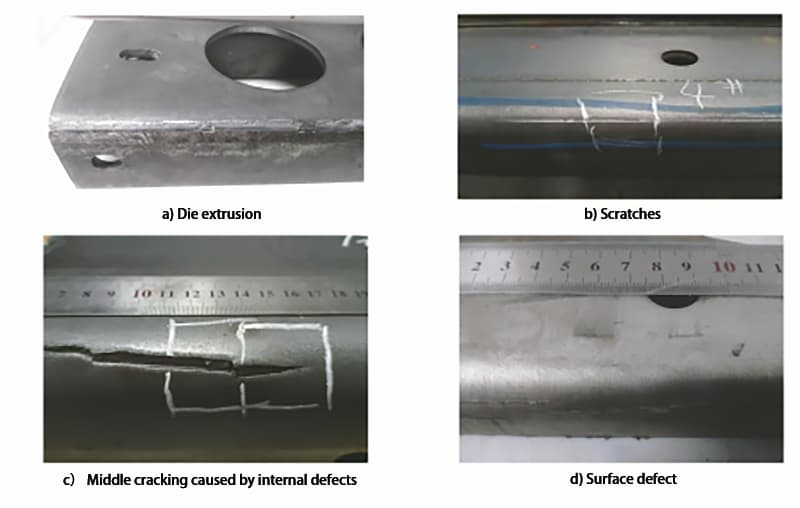
A fissuração central manifesta-se frequentemente como fissuração não contínua no meio da peça de trabalho, e as fissuras são geralmente longas, com alguns casos de fissuras curtas. A morfologia macroscópica da fissuração central é mostrada na Figura 3.
Figura 3: Aspeto macroscópico das amostras com fissuração central.
1.2.2 Análise da composição química
Foram seleccionadas seis amostras típicas de fendas centrais do aço Q235B, do aço Q355B e do aço 610L para análise da composição química, tendo os resultados cumprido os requisitos.
1.2.3 Ensaio de propriedades mecânicas
As propriedades mecânicas das seis amostras de fissuras centrais típicas do aço Q235B, do aço Q355B e do aço 610L acima referidas foram testadas, sendo os resultados apresentados no Quadro 2, e os resultados satisfazem os requisitos.
1.2.4 Exame metalográfico
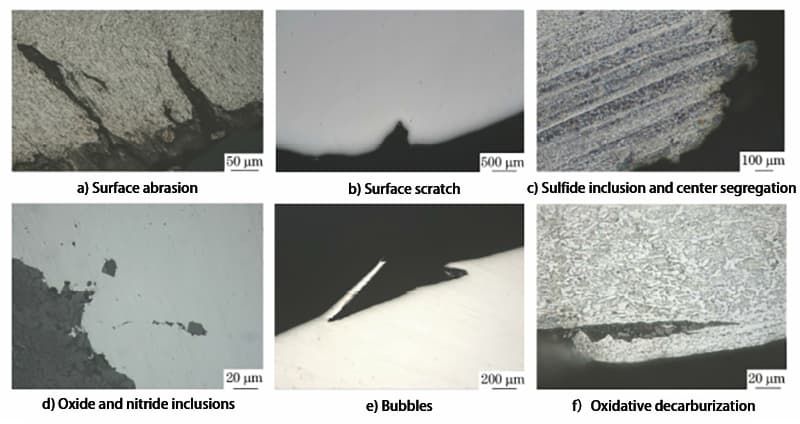
O exame metalográfico foi efectuado nas seis amostras de fendas centrais típicas do aço Q235B, do aço Q355B e do aço 610L acima referidas, e os resultados são apresentados na Figura 4.
Figura 4: Aspeto microscópico do provete com fissuração central.
Como se pode ver na Figura 4, existe deformação a frio do grão na posição de extrusão da ferramenta de retificação, e podem ser vistas aberturas de riscos na raiz de fendas mais longas e rectas. As amostras também contêm inclusões de sulfureto agrupadas, segregação central, partículas de oxidação a alta temperatura, descarbonização devido à oxidação, e características das bolhas.
Análise das causas dos defeitos de fissuração por flexão
2.1 Técnicas de processamento incorrectas
2.1.1 A influência do diâmetro de flexão
Quando dobragem de açoQuando a espessura do material é constante, a camada externa da área dobrada sofre tensão enquanto a camada interna sofre compressão. Quando a espessura do material é constante, quanto menor for a raio de curvaturaquanto mais severas forem as tensões de tração e compressão no material. Se a tensão de tração no canto exterior exceder a resistência máxima do material, ocorrerá fissuração ou fratura, principalmente no meio da peça de trabalho e, por vezes, nos cantos.
2.1.2 A influência das ferramentas de dobragem
Se as ranhuras em V das ferramentas de dobragem forem rugosas, a peça de trabalho será sujeita a forças desiguais ao passar pela máquina de dobragem, causando desgaste da superfície ou pressão local, levando a defeitos na superfície, seguidos de fissuras por extrusão. As fissuras são normalmente rectas e longas, com deformação a frio visível dos grãos nas raízes das fissuras.
2.1.3 A influência da logística
Durante o transporte, a carga e a descarga do aço, podem ocorrer riscos na superfície, que destroem a continuidade da superfície do substrato. A fissuração é suscetível de ocorrer na área riscada durante a flexão. Estas fissuras são normalmente mais longas e rectas, com aberturas de riscos visíveis na raiz da fissura.
2.2 A influência dos defeitos dos materiais
2.2.1 A influência dos elementos nocivos, das inclusões e dos gases no aço
Durante o processo de fundição, o elevado teor de enxofre e fósforo no aço conduz a um elevado teor de inclusões de sulfuretos ou, mesmo que o teor global não exceda a norma, estes elementos agregam-se localmente e causam uma grave segregação central nas inclusões. Isto leva a uma diminuição da plasticidade e da tenacidade do aço, tornando-o suscetível à flexão e à fissuração.
Além disso, as microfissuras na superfície do lingote são oxidadas a altas temperaturas durante a laminagem, e o elevado teor de oxigénio e azoto no aço, especialmente o elemento azoto, forma facilmente TiN com titânio. As partículas de TiN precipitadas ao longo dos limites dos grãos durante a fundição contínua podem causar fissuras originais no lingote, o que pode levar a fissuras durante a flexão.
2.2.2 A influência da qualidade da superfície do aço
As microfissuras e os orifícios de ar na superfície do aço são susceptíveis de fissurar no local da fissura sob tensão após a flexão. Podem ser visíveis várias pequenas fissuras no arco de curvatura a olho nu.
2.2.3 A influência das propriedades mecânicas e da anisotropia do aço
Quanto melhor for a plasticidade do material, mais estável será a deformação plástica, e quanto maior for o alongamento na rutura, melhor será o desempenho de flexão. Mesmo que o diâmetro de dobragem seja pequeno, não é fácil de fissurar.
Além disso, as propriedades longitudinais e transversais do aço são diferentes, e a estrutura longitudinal em banda é mais severa do que a transversal. Isto significa que o índice de plasticidade longitudinal do aço é mais elevado, pelo que, quando se dobra ao longo de uma direção perpendicular à direção de laminagem, o desempenho de dobragem do aço é melhor e menos propenso a fissuras em comparação com a dobragem ao longo da direção transversal.
Medidas de melhoria
(1) Soluções para o problema da fissuração causada por rebarbas, arestas vivase corte com oxigénio em áreas de canto: lixar manualmente e arredondar as rebarbas e arestas afiadas, ou utilizar uma máquina de rebarbação para as remover automaticamente e eliminar a área de processamento endurecida para reduzir a taxa de fissuração.
Alterar o processo de dobragem para a perfilagem contínua e, em seguida, cortar após a perfilagem para evitar o processamento endurecido causado pelo corte. Corrigir defeitos menores através de processos de soldadura subsequentes.
(2) Para resolver o problema dos pequenos raios de curvatura, o ângulo R deve ser aumentado dentro da gama admissível do projeto para evitar um raio de curvatura demasiado pequeno.
(3) Evitar riscos na superfície durante o processo logístico de transporte e descarga de materiais de aço.
(4) No processo de fabrico do aço, melhorar a pureza do aço, reduzir o conteúdo e a agregação de inclusões no aço. O processo de sopro de árgon deve ser plenamente utilizado para garantir que os sulfuretos maiores no aço sejam completamente flutuados e separados.
O campo de fluxo adequado deve ser mantido durante o processo de fluxo do aço para garantir um campo de fluxo adequado e estável no cristalizador, que pode remover ainda mais as inclusões no aço, evitando a contaminação por aprisionamento de escória.
Controlar razoavelmente a temperatura de fundição, a taxa de tração e a taxa de arrefecimento durante a fundição contínua. A utilização adequada da tecnologia de prensagem leve e da tecnologia de agitação electromagnética pode melhorar a qualidade interna do lingote, reduzir a segregação central e evitar a formação de fissuras na linha central.
(5) No processo de laminagem, reforçar o controlo do aquecimento, da temperatura de laminagem e dos processos de arrefecimento pós-laminagem, evitar a formação de estruturas anormais, como a bainite, martensitee cristais mistos, e reduzem a resistência dentro da gama permitida pelas normas do produto, melhorando simultaneamente a plasticidade e a tenacidade.
Perguntas mais frequentes
Seguem-se as respostas a algumas perguntas frequentes:
O que causa as fissuras durante a flexão de metais?
As fissuras durante a dobragem de metal são causadas principalmente por vários factores inter-relacionados. Um fator-chave são as propriedades e a direção do material, como a direção de laminagem do metal. A dobragem paralela a esta direção pode aumentar a probabilidade de fissuras devido ao alinhamento da estrutura do grão. Além disso, os metais como o alumínio sofrem um endurecimento por trabalho, o que aumenta a fragilidade e a suscetibilidade de fissuração sob deformação adicional.
O processo de dobragem e a geometria também desempenham um papel crucial. Um raio de curvatura apertado pode conduzir a uma tensão de tração excessiva nas fibras exteriores do metal, podendo exceder a resistência à tração do material e provocar fissuras. As curvas estreitas podem agravar ainda mais este problema, criando um estado de esmagamento. A qualidade da superfície, incluindo a rugosidade da superfície e a direção das rebarbas, afecta o limite de alongamento do material, sendo que superfícies mais lisas reduzem a probabilidade de fissuras.
Factores externos, como a temperatura, têm um impacto significativo no processo de quinagem. A quinagem a temperaturas mais baixas pode aumentar a fragilidade, particularmente em ligas de alta resistência ou materiais endurecidos por trabalho. O pré-aquecimento do metal pode aumentar a ductilidade e reduzir o risco de fissuração. A qualidade e o alinhamento das ferramentas também são cruciais; ferramentas inadequadas ou desalinhamento podem levar a concentrações de tensão e a um maior risco de fissuração.
A escolha da liga correta com maior ductilidade ou design específico para dobragem, como certas ligas de alumínio, pode atenuar a fissuração. Aumentar o raio de curvatura, pré-aquecer o material e evitar a deformação excessiva são medidas preventivas eficazes. Compreender estes factores e implementar estratégias adequadas pode minimizar significativamente o risco de fissuração durante a dobragem de metal.
Como posso evitar fissuras ao dobrar metal?
Para evitar fissuras ao dobrar metal, devem ser considerados e implementados vários factores e técnicas fundamentais. Em primeiro lugar, é crucial selecionar o material apropriado e garantir que tem a dureza adequada; os metais mais macios são geralmente mais maleáveis e menos propensos a fissuras. Dobrar o metal em ângulos rectos em relação à direção de laminagem também minimiza o risco de fissuras. É essencial calcular e respeitar o raio de curvatura mínimo com base no material e na sua espessura; por exemplo, o aço requer normalmente um raio de uma a três vezes a espessura da chapa.
Diminuir a velocidade de dobragem pode ajudar a reduzir a tensão no material e garantir que a direção da rebarba é definida no interior da dobragem também pode atenuar as fissuras. A utilização de matrizes pré-formadas que se ajustam ao raio interno desejado pode produzir dobras precisas sem fissuras. Para determinadas ligas, em particular o alumínio, o aquecimento do material antes da dobragem (dobragem a quente) pode torná-lo mais macio e dúctil, reduzindo a probabilidade de fissuras. Técnicas como o método da fuligem podem ajudar a controlar a temperatura durante este processo.
A preparação das arestas é outro fator importante. Minimizar a zona afetada pelo calor (HAZ) durante os processos de corte, como o corte a laser ou plasma, pode evitar que as arestas se tornem demasiado frágeis. A realização de dobras de teste em peças de amostra antes de trabalhar na chapa metálica real é uma boa prática para garantir que os parâmetros de dobragem estão corretos. Por último, a melhoria da rugosidade da superfície pode aumentar o limite de alongamento do material, tornando-o menos suscetível de rachar durante a dobragem. Seguindo estas orientações, pode obter resultados mais fiáveis e precisos nos seus projectos de metalurgia.
Como é que as propriedades do material afectam as fissuras de flexão?
As propriedades do material influenciam significativamente a ocorrência de fissuras de flexão nos metais. A composição da liga é crucial, uma vez que diferentes séries (por exemplo, 1000, 2000, 7000) apresentam níveis variáveis de ductilidade e resistência. As ligas que são tratadas termicamente para aumentar a resistência têm frequentemente uma ductilidade reduzida, tornando-as mais susceptíveis a fissuras durante a flexão. A ductilidade, ou a capacidade de um material sofrer deformação plástica antes de fraturar, é vital; os materiais com baixa ductilidade são mais propensos a fissurar.
A estrutura do grão também desempenha um papel importante, com os grãos grosseiros ou irregulares a constituírem pontos fracos para a iniciação de fissuras. O endurecimento por trabalho, que ocorre quando o metal é dobrado, aumenta a dureza mas diminui a ductilidade, contribuindo para a fragilidade e uma maior probabilidade de fissuração. O raio de curvatura é outro fator crítico; as curvas apertadas podem criar uma tensão de tração excessiva nas fibras exteriores, conduzindo a fissuras se a tensão ultrapassar a resistência à tração do material. A temperatura também tem impacto no comportamento de dobragem, com os materiais a tornarem-se mais frágeis e propensos a fissuras a temperaturas mais baixas. O aquecimento do metal antes da dobragem pode melhorar a ductilidade e reduzir os riscos de fissuração.
Além disso, a deformação por cisalhamento na direção da espessura do material pode criar zonas de cisalhamento que conduzem a rugas e fissuras por flexão. A anisotropia do material, em que as propriedades variam em diferentes direcções, também afecta a capacidade de dobragem. A presença de inclusões e a microestrutura do material podem influenciar ainda mais a probabilidade de fissuras por flexão. Ao considerar cuidadosamente estas propriedades do material e ao controlar o processo de dobragem, os engenheiros podem minimizar o risco de fissuras de dobragem e garantir a integridade estrutural do produto final.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já se deparou com desafios na dobragem de chapas de aço inoxidável? Este artigo desvenda as complexidades da quinagem de aço inoxidável, desde a força necessária até ao impacto do retorno elástico. Aprender...
Alguma vez se perguntou como é que as peças de chapa metálica são concebidas e fabricadas com precisão? Nesta publicação do blogue, vamos mergulhar no fascinante mundo da tolerância à curvatura - uma...
Já se interrogou sobre como calcular com precisão a força de flexão necessária para o fabrico de chapas metálicas? Nesta publicação perspicaz do blogue, vamos explorar os meandros do cálculo da força de flexão, desenho...
Já alguma vez se interrogou sobre a forma como os diferentes materiais afectam a dobragem de chapas metálicas? Neste artigo perspicaz, um engenheiro mecânico experiente partilha os seus conhecimentos sobre o impacto dos tipos de materiais, espessura e...
Nesta publicação do blogue, vamos explorar o fascinante mundo da flexão de ar e os diagramas de forças que o tornam possível. Junte-se a nós e mergulhe na ciência por detrás deste...
Atenção a todos os fabricantes e projectistas de chapas metálicas! Tem dificuldade em determinar o raio de curvatura ideal para os seus projectos? Não procure mais! Nesta publicação do blogue, vamos mergulhar no...
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...
Alguma vez se perguntou como é que as peças metálicas são dobradas em várias formas? Neste artigo fascinante, vamos aprofundar a arte e a ciência da dobragem na estampagem de metais. O nosso especialista...