Alguma vez se perguntou como é que as peças metálicas são dobradas em várias formas? Neste artigo fascinante, vamos aprofundar a arte e a ciência da dobragem na estampagem de metais. O nosso engenheiro mecânico especialista guiá-lo-á através dos principais conceitos, desafios e técnicas envolvidos na criação de componentes curvados precisos. Prepare-se para descobrir o mundo oculto por detrás das peças metálicas curvas que nos rodeiam todos os dias!
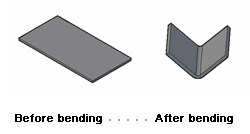
A dobragem é um processo fundamental de formação de metal que envolve a deformação controlada de uma peça de trabalho para criar uma forma angular desejada. Esta operação é normalmente efectuada utilizando ferramentas especializadas numa prensa dobradeira ou numa máquina semelhante. O processo aplica uma tensão localizada ao material, fazendo com que este se deforme plasticamente ao longo de um eixo linear, mantendo o seu perfil de secção transversal.
Os principais aspectos da dobragem incluem:
Ferramentas: São utilizados conjuntos de punções e matrizes de precisão para obter ângulos e raios de curvatura específicos.
Propriedades do material: A espessura da peça de trabalho, o limite de elasticidade e a orientação do grão influenciam significativamente o processo de quinagem e a qualidade do produto final.
Compensação do retorno elástico: A recuperação elástica do material após a dobragem é tida em conta na conceção da ferramenta e nos parâmetros do processo.
Tolerância de dobragem: A quantidade de material necessária no padrão plano para alcançar a geometria de dobra desejada é cuidadosamente calculada.
Controlo da força: A aplicação correta da força de flexão é crucial para evitar defeitos como fissuras ou flexão excessiva.
Exemplo de dobragem
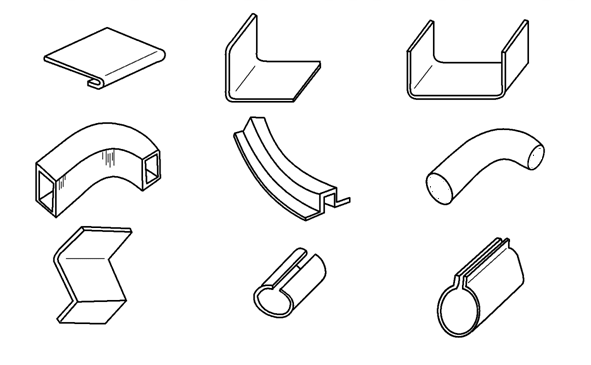
Partes tortas da vida
Formação de peças curvas com um molde-1
Formação de peças dobradas com um molde-2
O molde utilizado para dobrar é designado por molde de dobragem
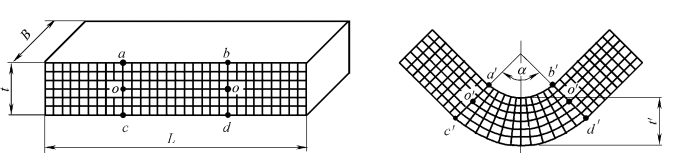
Características de deformação da zona de deformação por flexão:
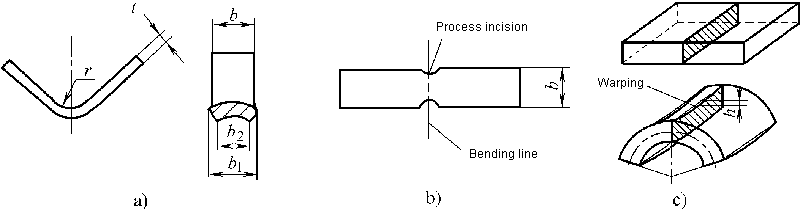
A peça de trabalho está dividida em duas partes, arestas rectas e cantos arredondados. A deformação ocorre principalmente nos cantos arredondados. Os cantos arredondados são a principal área de deformação da deformação por flexão.
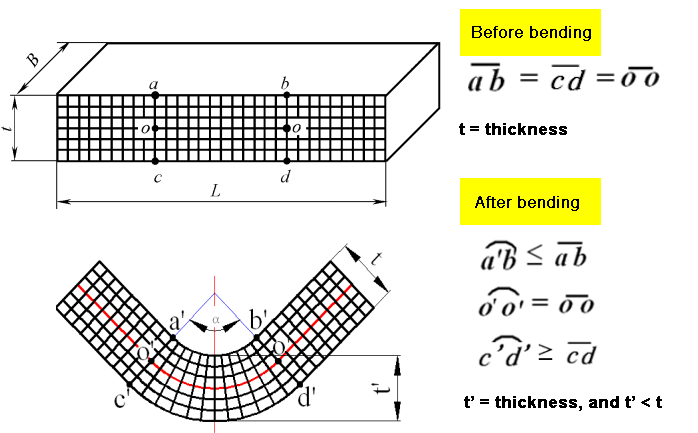
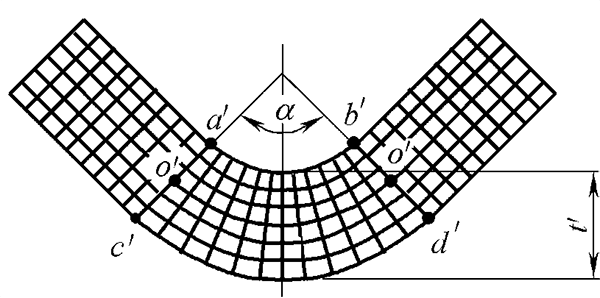
A zona de deformação não é uniformemente deformada: a zona exterior é esticada na direção tangencial; a zona interior é comprimida na direção tangencial, e surge uma camada neutra em termos de tensão - uma camada metálica cujo comprimento não se altera antes e depois da deformação.
A espessura da zona de deformação torna-se mais fina, η= t '/ t≤1, e o grau de afinamento está relacionado com o tamanho de r.
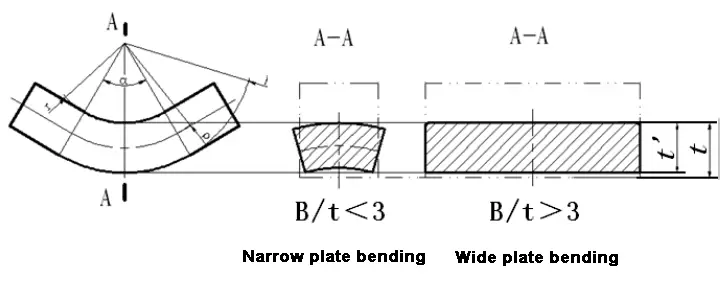
Alterações na secção transversal: a placa larga permanece inalterada, a área interior da placa estreita torna-se mais larga e a área exterior torna-se mais estreita.
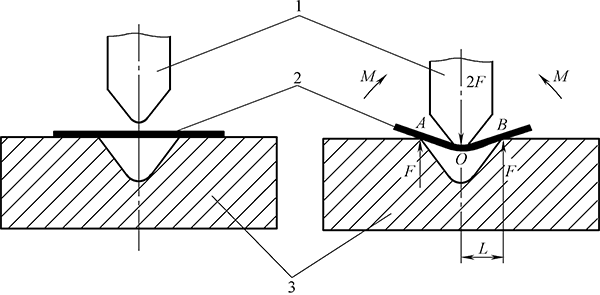
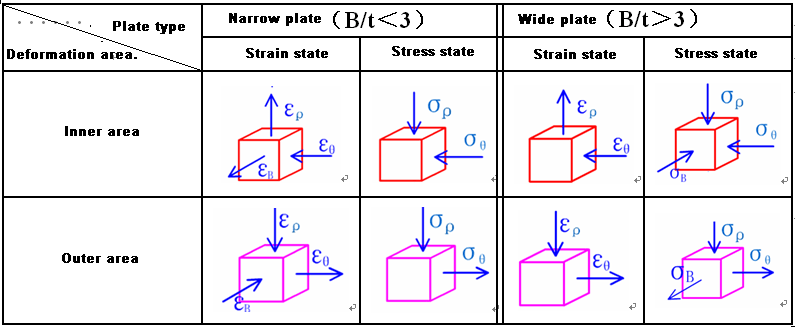
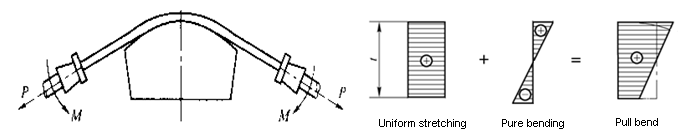
1.3 Estado de tensão e deformação na zona de deformação por flexão
Análise e controlo da qualidade de peças de dobragem
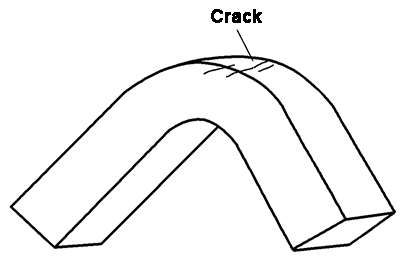
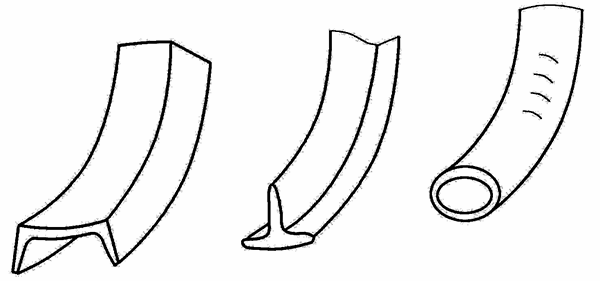
2.1 Fenda de flexão
A fissura por flexão é um fenómeno em que ocorrem fissuras na camada exterior do material na zona de deformação por flexão.
A principal razão para a ocorrência de fendas de flexão é o facto de o grau de deformação de flexão exceder o limite de formação do material que está a ser dobrado.
A fissuração por flexão pode ser evitada.
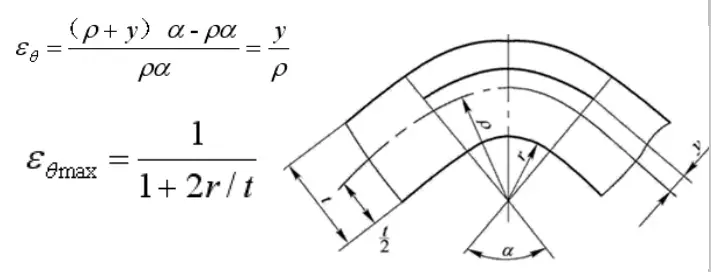
Deformação por flexão
r / t--Representa o grau de deformação por flexão.
Quanto menor for r/t, maior será o grau de deformação por flexão, existindo um mínimo relativo de raio de curvatura rmin /t.
Raio de curvatura mínimo relativo e factores que o influenciam
O raio de curvatura mínimo relativo refere-se à relação entre o raio de curvatura da fibra mais exterior e a espessura da chapa quando a chapa está dobrada e quase fissurada.
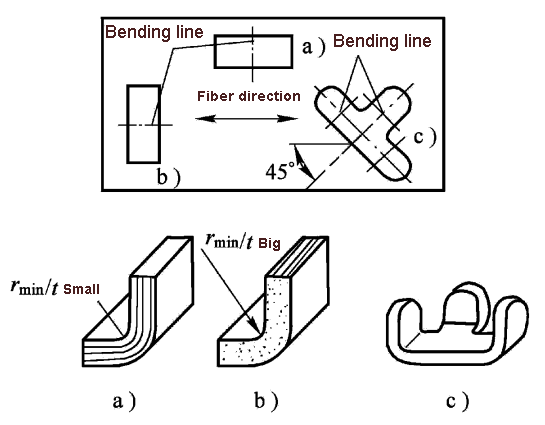
Factores que afectam o raio de curvatura mínimo relativo:
1) Propriedades mecânicas do material: boa plasticidade, pequeno rmin/t.
2) A direção das fibras da folha: a linha de dobragem é perpendicular à direção da fibra, rmin/t é pequeno
3) A qualidade da superfície e dos lados da folha: a qualidade da superfície e dos lados é boa, rmin/t é pequeno
4) A espessura da folha é fina: rmin/t é pequeno
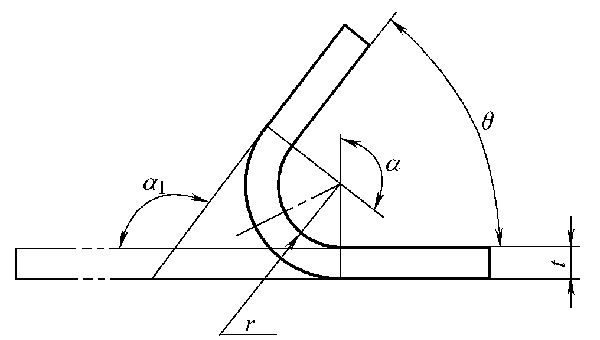
Definição de vários parâmetros do processo de curvatura:
(1) O raio de filete r da área de deformação por flexão é designado por raio de flexão.
(2) A relação r/t entre o raio de curvatura e a espessura da chapa é designada por raio de curvatura relativo.
(3) O raio de curvatura quando a fibra mais exterior da folha está próxima de se rasgar durante a curvatura é designado por raio de curvatura mínimo rmin.
(4) A relação entre o raio de curvatura mínimo e a espessura da chapa designa-se por raio de curvatura mínimo relativo rmin/t.
(5) O ângulo em que a peça de trabalho é dobrada, ou seja, o ângulo complementar α1 do ângulo reto da peça de trabalho após a dobragem é designado por ângulo de flexão.
(6) O ângulo diagonal α do ângulo reto entre as partes dobradas é designado por ângulo central de flexão.
(7) O ângulo θ do lado direito do produto após a dobragem é designado por ângulo da parte dobrada.
Medidas de controlo da flexão
(1) Selecionar um material com boa plasticidade para a flexão e efetuar uma recozimento tratamento no material endurecido por trabalho a frio antes da dobragem.
(2) Flexão com r/t superior a rmin/t é utilizado.
(3) Ao dispor, a linha de dobragem deve ser perpendicular à direção da estrutura da fibra da folha.
(4) Direcionar o lado da rebarba para o lado do punção de dobragem, ou remover a rebarba antes de dobrar. Evitar quaisquer riscos, fissuras e outros defeitos no exterior da peça em bruto curvada.
2.2 Recuperação
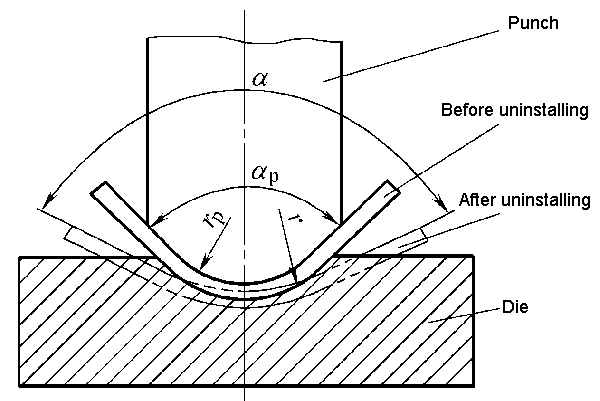
O ressalto de dobragem refere-se ao fenómeno em que a forma e o tamanho da peça dobrada se tornam inconsistentes com o molde quando esta é retirada do molde, o que é referido como ressalto ou dorso da mola.
A razão para o ressalto é que a deformação total durante a flexão plástica é composta por duas partes: deformação plástica e deformação elástica. Quando a carga externa é removida, a deformação plástica permanece, e a deformação elástica desaparece completamente.
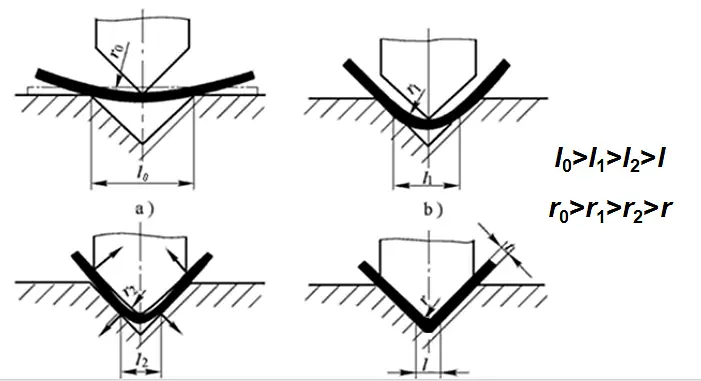
Forma de ressalto
(1) O raio de curvatura muda de rp durante a carga para r durante a descarga
(2) Alteração do ângulo da peça de flexão, a quantidade de alteração:
Δα=α-αP
Quando Δα> 0, é designado por ressalto positivo
Quando Δα<0, é designado por ressalto negativo
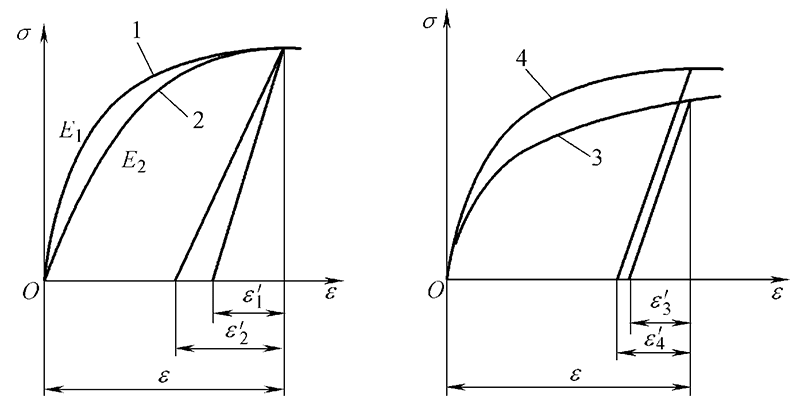
Factores que afectam a recuperação
1) Propriedades mecânicas do material: Quanto maior for o limite de elasticidade e quanto maior for o índice de endurecimento, maior será o retorno elástico; quanto maior for o módulo de elasticidade, menor será o retorno elástico.
2) Quanto maior for o raio de curvatura relativo, maior será o ressalto.
3) Quanto maior for o ângulo central de flexão, maior será o comprimento da zona de deformação e maior será a dorso da mola valor de acumulação, pelo que o retorno elástico aumentará.
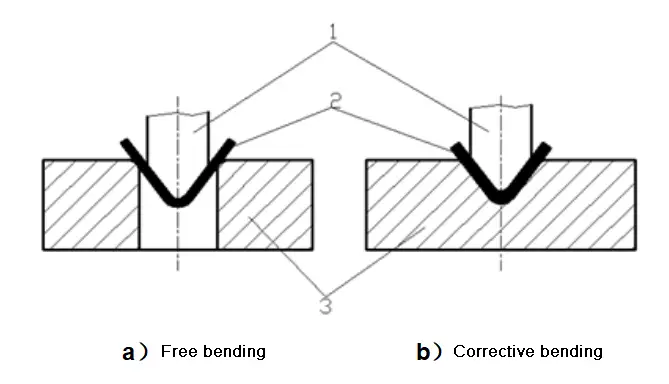
4) Método de dobragem: O retorno elástico da flexão por correção é muito reduzido em comparação com a flexão livre.
5) Forma da peça de trabalho: Quanto mais complicada for a forma, quanto maior for o ângulo de uma flexão, menor será o retorno elástico.
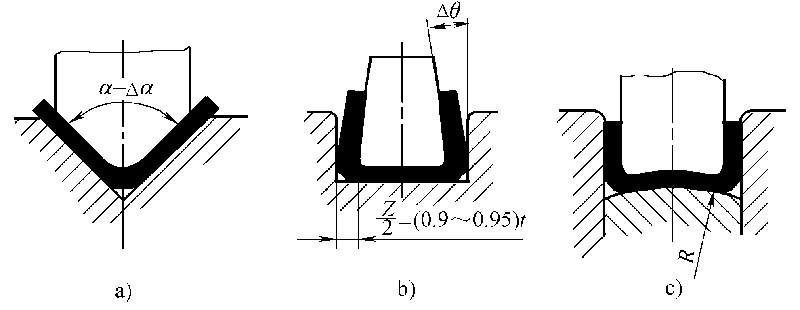
(1) Melhorar a conceção das peças dobradas e selecionar os materiais adequados
1) Evitar escolher r/t demasiado grande.
2) Tentar utilizar uma chapa com um limite de elasticidade pequeno, um índice de endurecimento pequeno e um módulo de elasticidade grande para a flexão.
(2) Adotar um processo de flexão adequado para alterar o estado de tensão-deformação da zona de deformação.
1) Utilizar a dobragem correctiva em vez da dobragem livre.
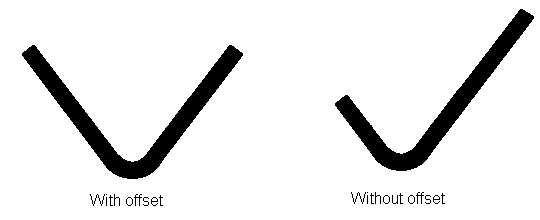
2) Utilizar o processo de dobragem
3) O material para endurecimento por trabalho a frio deve ser recozido primeiro para reduzir o ponto de escoamento σs. Para os materiais com grande ressalto, pode ser utilizada a dobragem por calor, se necessário.
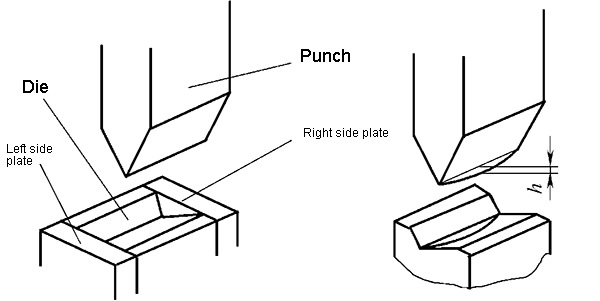
O desvio refere-se ao fenómeno em que a folha em bruto se desloca no molde durante o processo de dobragem.
Como resultado do desvio, o comprimento dos dois lados rectos da peça dobrada não cumpre os requisitos do desenho, pelo que o desvio deve ser eliminado.
Razões para a compensação
(1) A forma da peça bruta da parte dobrada é assimétrica à esquerda e à direita.
(2) O posicionamento da peça em bruto é instável e o efeito da prensagem não é o ideal.
(3) A estrutura do molde é assimétrica à esquerda e à direita.
Medidas de controlo do desvio
1) Escolher um método fiável de posicionamento e prensagem e utilizar uma estrutura de molde adequada
2) Para pequenas peças de dobragem assimétricas, deve ser adotado o processo de dobragem em pares e depois de corte
2.4 Distorção e empeno de secções transversais de chapas
2.5 A zona de deformação torna-se mais fina e o comprimento da peça dobrada aumenta
Este facto dificulta a determinação exacta do tamanho da peça em bruto.
A etapa de conceção da matriz de dobragem consiste em conceber primeiro a matriz de dobragem e, em seguida, a matriz de corte.
Cálculo do processo de dobragem
3.1 Cálculo da dimensão do bloco da peça a dobrar
Posição da camada neutra de deformação
A camada neutra em termos de tensão refere-se a uma camada metálica com um comprimento constante antes e depois da deformação por flexão ou a uma camada metálica com tensão tangencial nula numa região de deformação por flexão.
Volume igual antes e depois da dobragem: Lbt=π(R2-r2)bα/2π
Simplificado: ρ=(r+ηt/2)η
Abreviado como: ρ=r+χt
2. o cálculo do comprimento da peça bruta da peça de flexão
(1) Peças dobradas com raio de filete r> 0,5t
1) A partir de uma extremidade da peça dobrada, divida-a em vários segmentos rectos e circulares.
2) Encontre o coeficiente de deslocamento da camada neutra χ de acordo com a Tabela 4-3.
3) Determinar o raio de curvatura ρ da camada neutra de cada segmento de arco segundo a fórmula (4-3)
4) De acordo com o raio de curvatura ρ1, ρ2 de cada camada neutra e os correspondentes ângulos de centro de curvatura α1, α2 ..., calcular o comprimento de cada segmento de arco ll, l2 ... li=πρiαi/180°
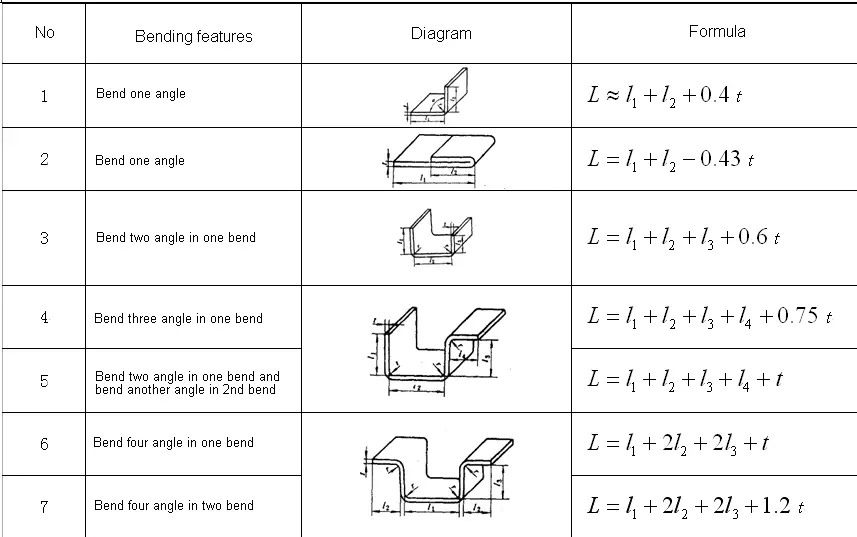
5) Calcular o comprimento total de expansão L = a + b + c + ... + l1 + l2 + l3 + …
(2) Curvas com raio de filete r <0,5t-fórmula empírica
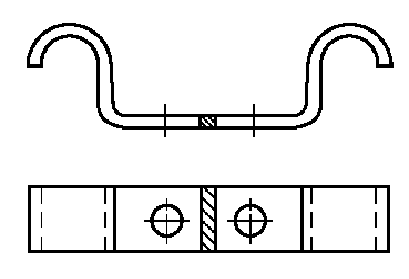
Exemplo de cálculo do comprimento desdobrado de uma peça curva
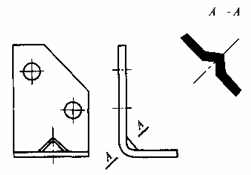
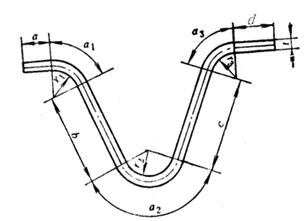
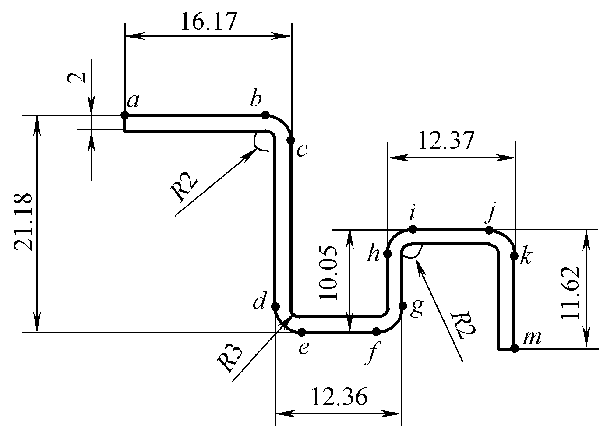
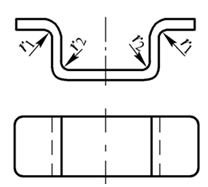
Exemplo 4-1 Dobrar a peça de trabalho mostrada na Figura 4-30 e tentar calcular o seu comprimento desdobrado.
Solução: (1) A peça de trabalho está dividida em segmentos de reta lab, lcd, lef, lgh, ljj, lkm e segmentos de arco lbc, lde, lfg, loi, ljk do ponto a.
(2) Calcular o comprimento alargado do segmento de arco.
Para os arcos lbc, loi, ljk: R = 2mm, t = 2mm, então r/t = 2/2 = 1, e se χ= 0,3 for encontrado na Tabela 4-3, então:
Comprimento do arco lbc = loi = ljk = (2土0,3 × 2) × π/2 = 4,082 (mm)
Para o arco lde, lfg: R = 3mm, t = 2mm, então r/t = 3/2 = 1,5. De acordo com a Tabela 4-3, χ= 0,36, então:
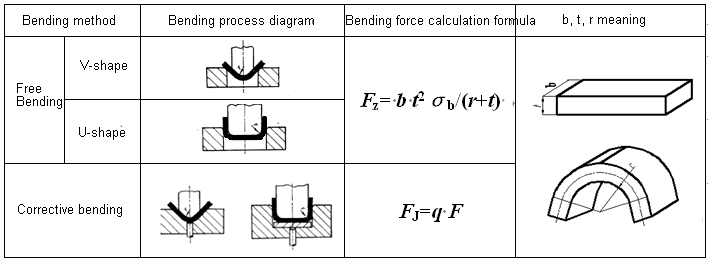
Para a dobragem livre com prensagem, a seleção da tonelagem da prensa deve ter em conta a força de dobragem e a força de prensagem, ou seja:
Fimprensa≥1.2(Fz+FY)
Para a correção da flexão, apenas a correção da força de flexão pode ser considerada ao selecionar a tonelagem da prensa, ou seja:
Fimprensa≥1.2FJ
Exemplo de seleção de imprensa
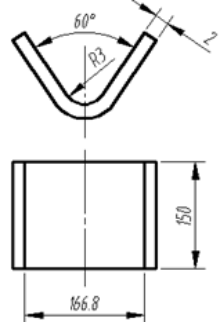
Exemplo 4-2 Dobrar a peça em forma de V mostrada na Figura 4-32. O material conhecido é o aço 20 e a resistência à tração é de 400 MPa. Tentar calcular a flexão livre e corrigir a força de flexão, respetivamente. Ao utilizar o dispositivo de prensagem, tentar selecionar a tonelagem da prensa.
Solução: A partir da fórmula da Tabela 4-6:
Quando se dobra livremente: FZ = b * t2σb / (r + t) = 150 × 2 × 2 × 400 / (3 + 2) = 48000 (N)
FY = CYFZ = 0.4 × 48000 = 19200 (N)
Então a potência total do processo é: FZ + FY = 48000 + 19200 = 67,2 (KN) e, em seguida, a tonelagem do equipamento: Fimprensa ≥ 1.2 (FZ + FY) = 1,2 × 67,2 = 80,64 (KN).
Quando a flexão é corrigida, q pode ser tomado como 50MPa a partir da Tabela 4-7, e pode ser obtido a partir da fórmula na Tabela 4-6:
FJ = q * A = 50 × 166,8 × 150 = 1251 (KN)
Em seguida, a tonelagem do equipamento: Fimprensa ≥ 1.2 * FJ = 1,2 × 1251 = 1501,2 (KN).
Conceção do processo de dobragem
4.1 Análise do processo de dobragem
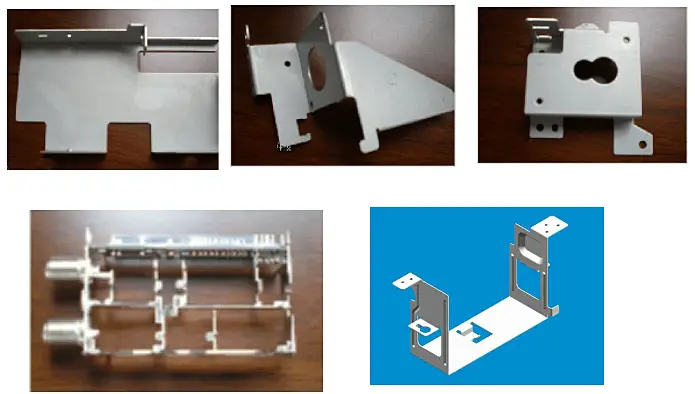
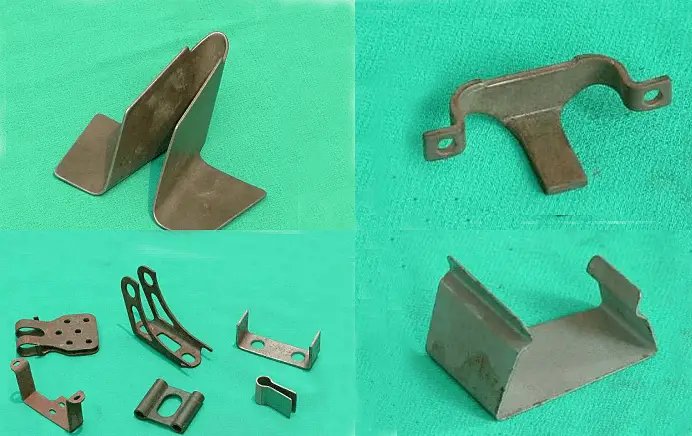
A capacidade de fabrico da peça de dobragem refere-se ao facto de a forma, dimensão, precisão, materiais e requisitos técnicos da peça de dobragem corresponderem aos requisitos tecnológicos do processo de dobragem, ou seja, a adaptabilidade da peça de dobragem ao processo de dobragem - um requisito do ponto de vista da conceção do produto.
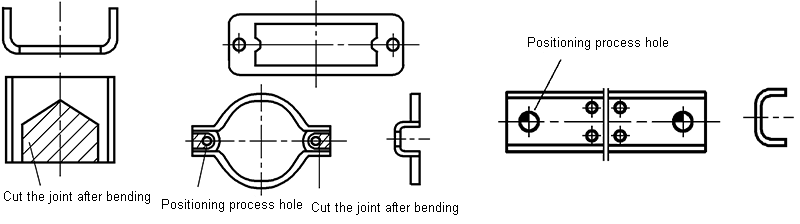
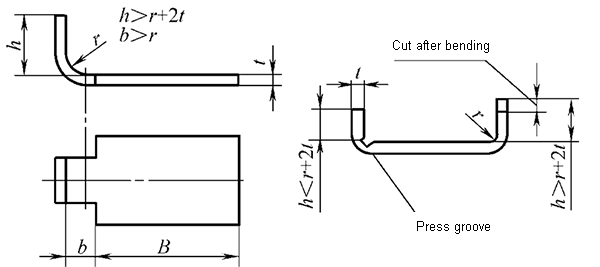
Requisitos de forma para peças curvas
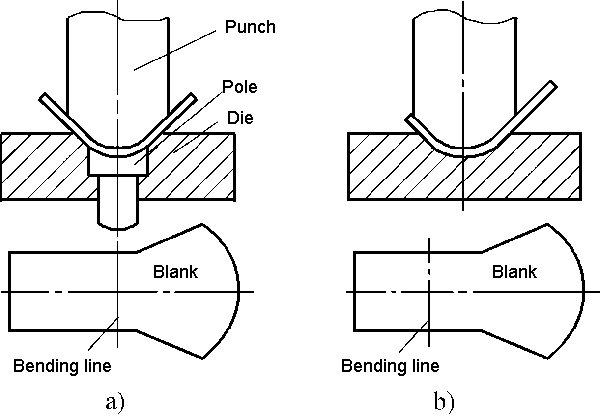
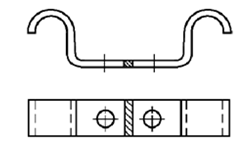
(1) Para evitar deslocações durante a dobragem, é necessário que a forma e a dimensão da peça a dobrar sejam tão simétricas quanto possível.
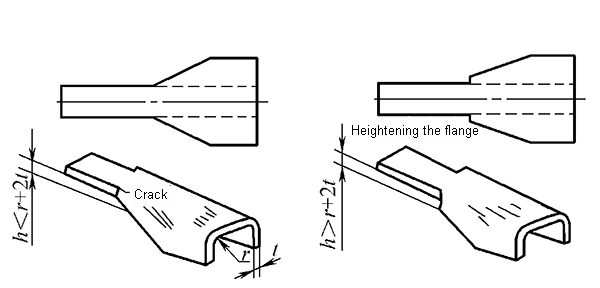
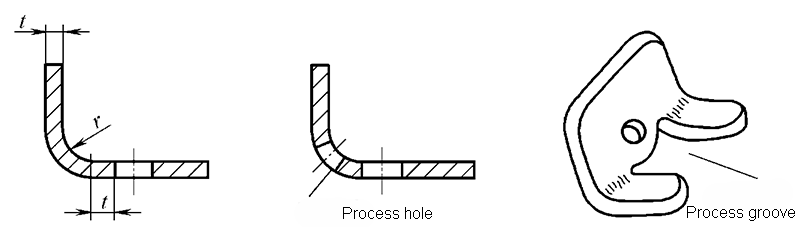
(2) Ao dobrar uma secção de bordo localmente, para evitar rasgar a raiz da dobra, deve ser cortada uma ranhura entre a parte dobrada e a parte não dobrada ou o orifício do processo deve ser perfurado antes de dobrar
(3) Acrescentar as correias de ligação e os orifícios do processo de posicionamento.
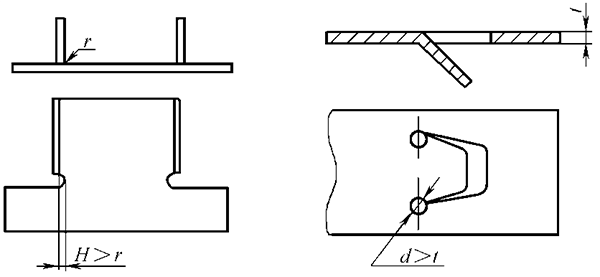
2.requisitos dimensionais para peças dobradas
(1) O raio de curvatura não deve ser inferior ao raio de curvatura mínimo.
(2) A altura do lado reto da parte curva deve corresponder a: h> r + 2t
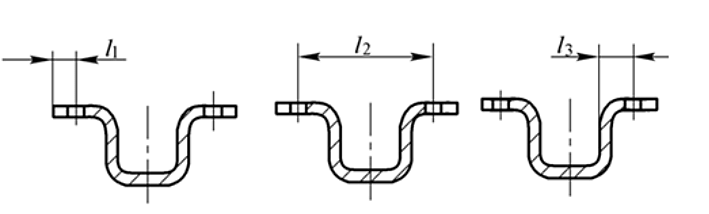
(3) A distância entre o bordo do orifício da peça de dobragem deve cumprir os seguintes requisitos:
Requisitos de precisão para peças de dobragem
A tolerância dimensional das peças dobradas deve estar em conformidade com GB / T13914-2002,
A tolerância angular está de acordo com GB / T13915-2002,
A tolerância de posição não marcada está em conformidade com GB / T13916-2002,
O desvio limite das dimensões sem tolerâncias está em conformidade com GB / T15055-2007
Requisitos de materiais para peças curvas
O material da peça de flexão deve ter uma boa plasticidade, um pequeno coeficiente de elasticidade e um grande módulo de elasticidade
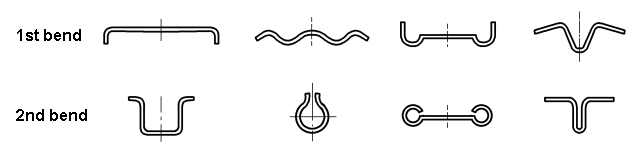
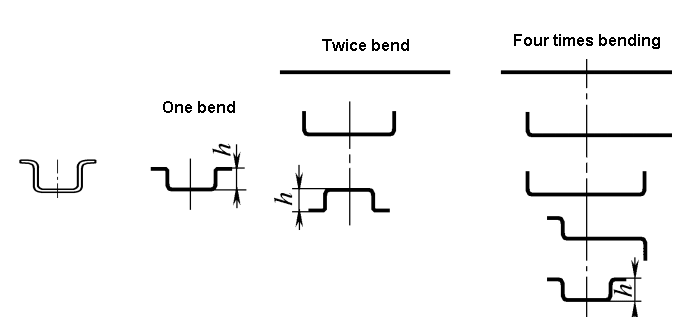
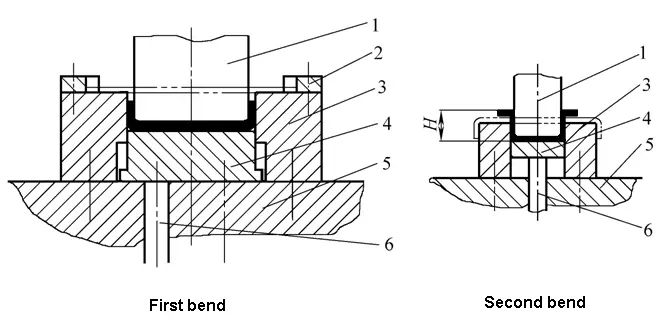
1) Peças curvas simples: dobragem de uma só vez. Peças curvas com formas complexas: Duas ou mais formas de flexão.
2) Peças de dobragem com grandes lotes e pequenas dimensões: Utilizar, tanto quanto possível, uma matriz progressiva ou uma matriz composta.
3) Quando são necessárias várias dobras: dobre primeiro as duas extremidades e, em seguida, dobre a parte intermédia. A dobragem anterior deve ter em conta o posicionamento fiável da última dobragem.
4) Quando a forma da peça a dobrar não é simétrica: dobre o mais possível e depois corte-a.
Disposição do processo de peças de dobragem típicas
Uma dobra
Dobrar duas vezes
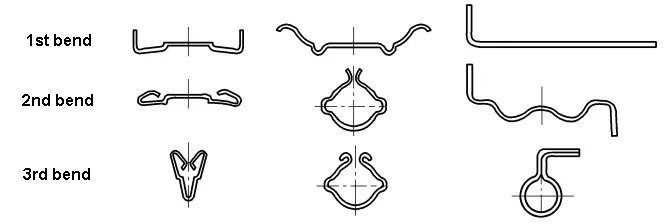
Curvatura tripla
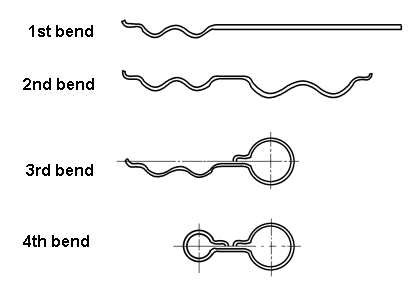
Quatro curvas
Disposição flexível das peças de dobragem
Forma da peça de trabalho
Requisitos de precisão
Tamanho do lote
Conceção do molde de dobragem
5.1 Tipo e estrutura do molde de dobragem
De acordo com o grau de combinação do processo, a matriz de dobragem pode ser dividida em:
Matriz de dobragem de processo único
Matriz de dobragem composta
Matriz de dobragem progressiva
De acordo com a forma da peça de trabalho, a matriz de dobragem pode ser dividida em:
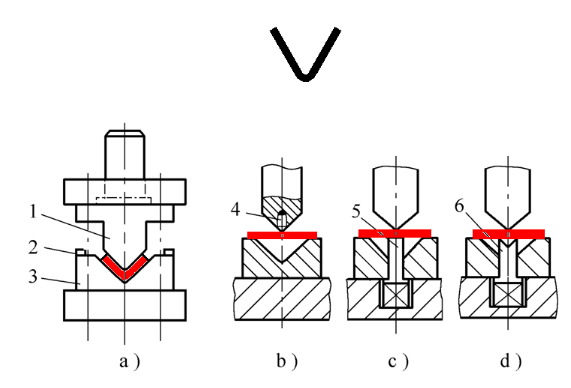
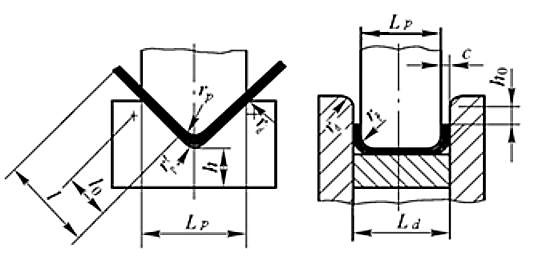
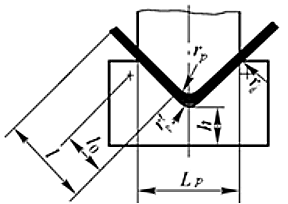
Matriz de dobragem em forma de V
Matriz de dobragem em forma de L
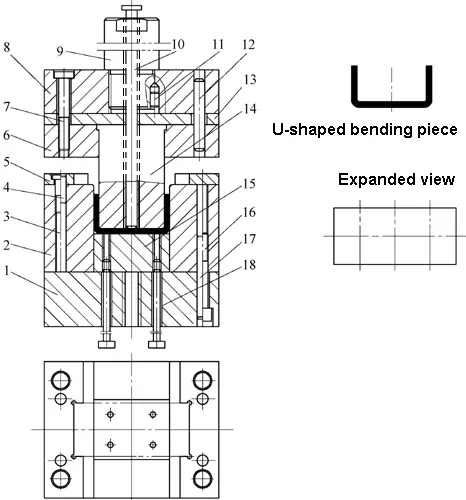
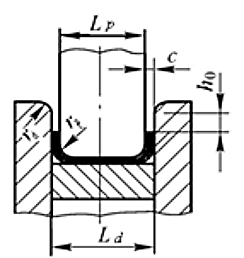
Matriz de dobragem em forma de U
Matriz de dobragem quadrilateral
Matriz de dobragem em forma de Z
Matriz de dobragem redonda
Molde de dobragem para dobradiça
…
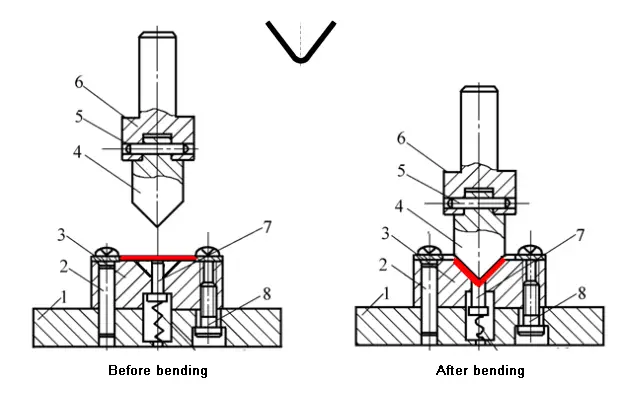
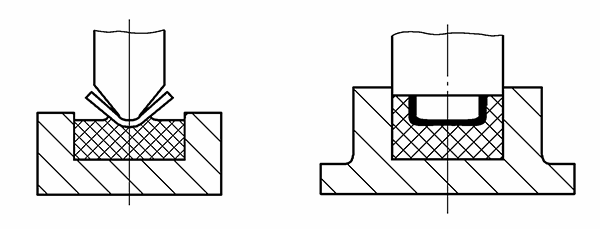
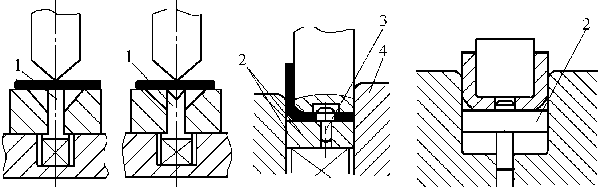
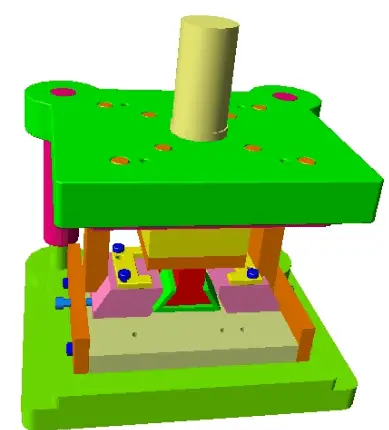
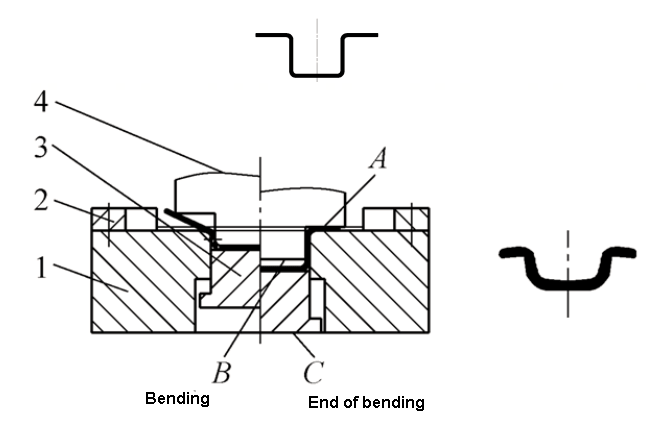
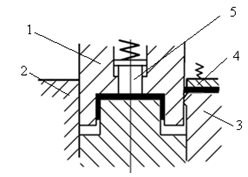
Matriz de dobragem em forma de V
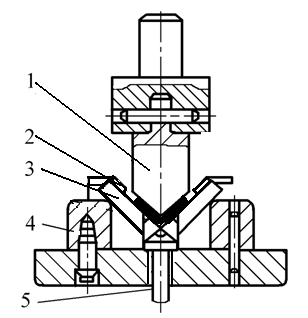
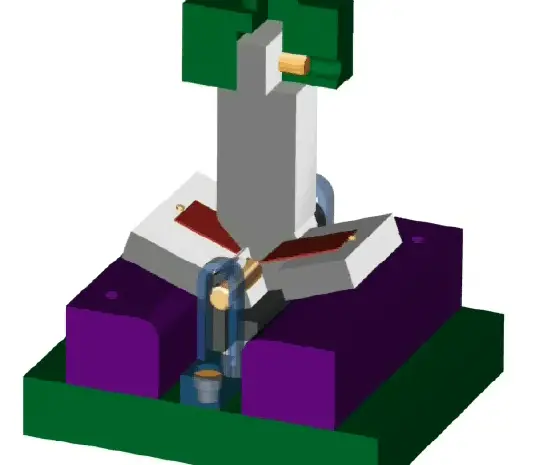
Matriz de dobragem de precisão em forma de V
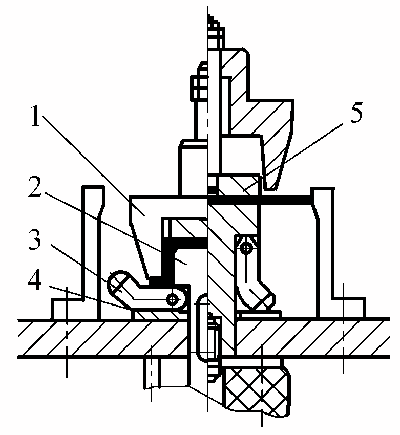
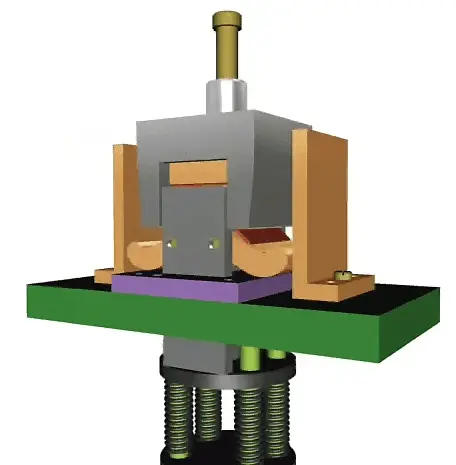
1 - soco
Placa de 2 posições
Cunho de 3 movimentos
4- placa de suporte
5- ejetor
Matriz de dobragem de precisão em forma de V
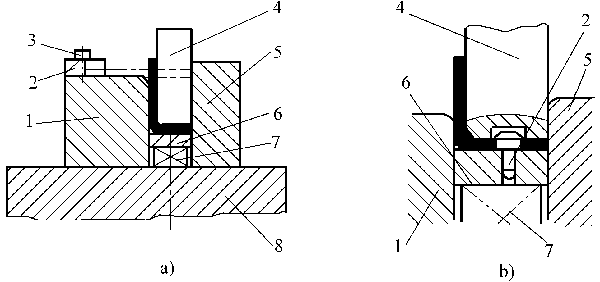
Matriz de dobragem em forma de L
3. matriz de dobragem em forma de U
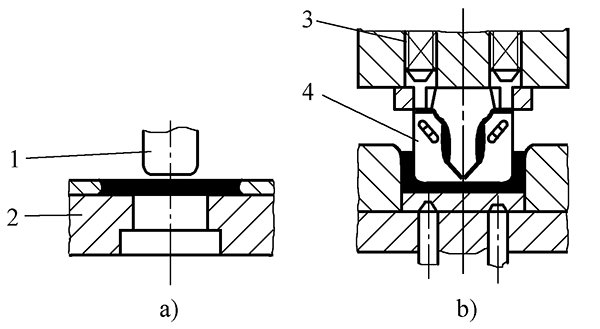
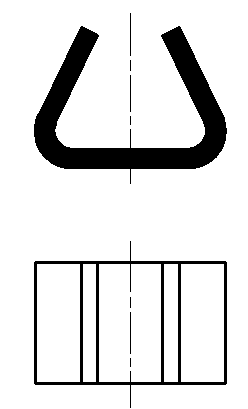
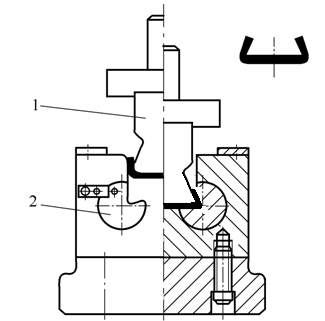
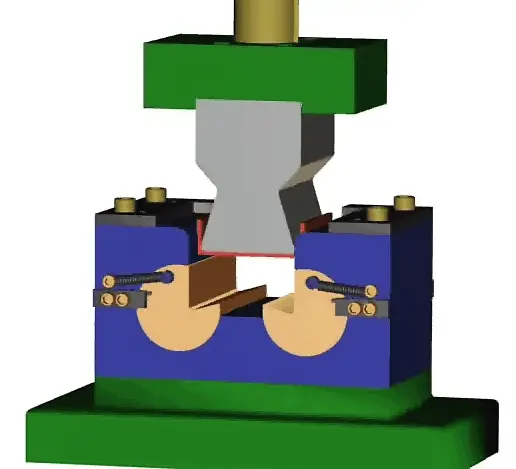
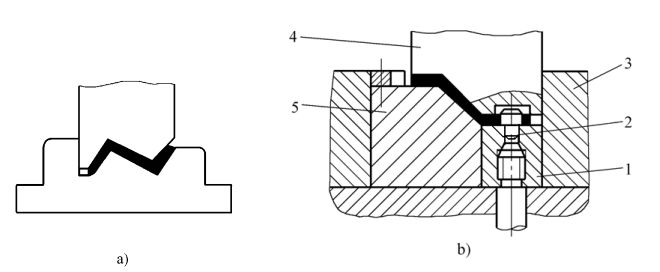
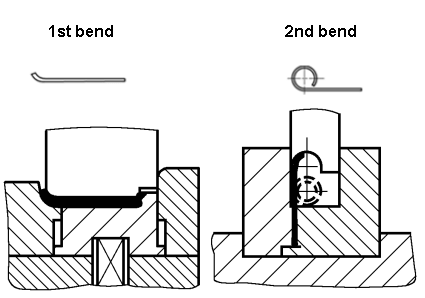
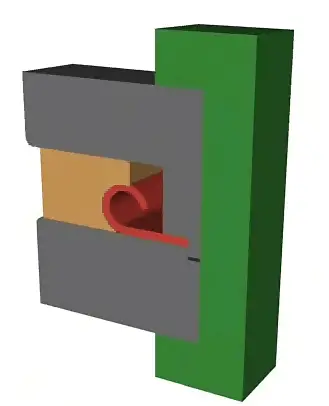
Matriz de dobragem para peças de ângulo fechado
Matriz de flexão de ângulo fechado-1
Matriz de flexão de ângulo fechado-2
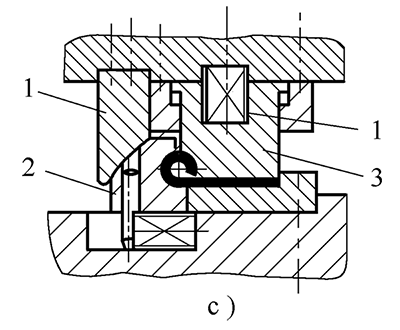
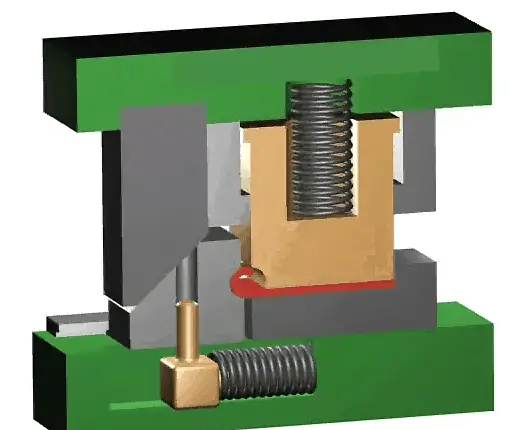
1-matriz macho 2-matriz fêmea rotativa 3-mola
4.Matriz de flexão quadrilateral
Matriz de dobragem de formação quadrilateral de uma só vez
Matriz de dobragem para a conformação de quadriláteros em duas partes
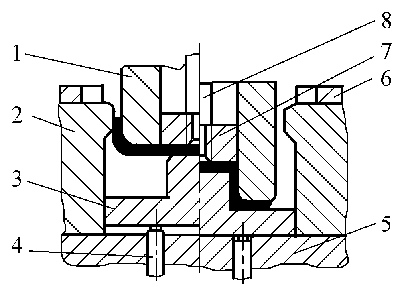
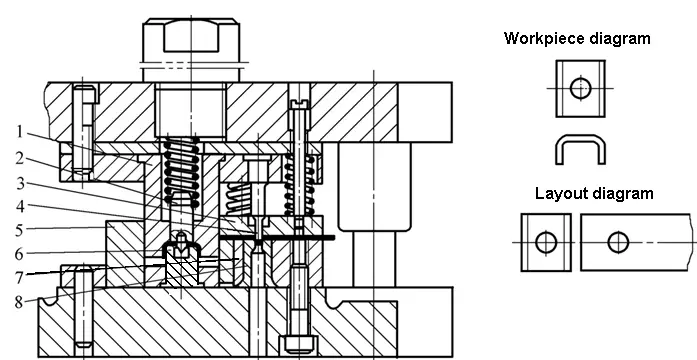
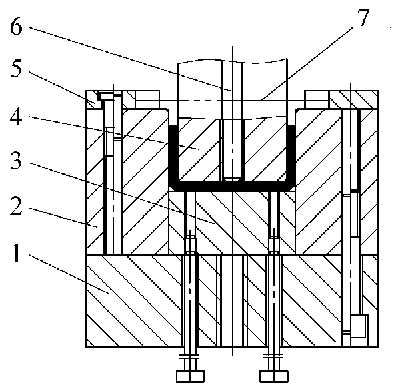
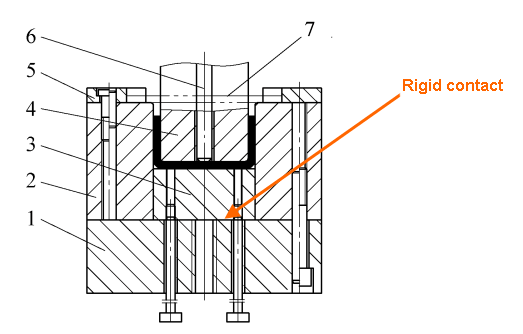
Molde de flexão composta para quadrilátero
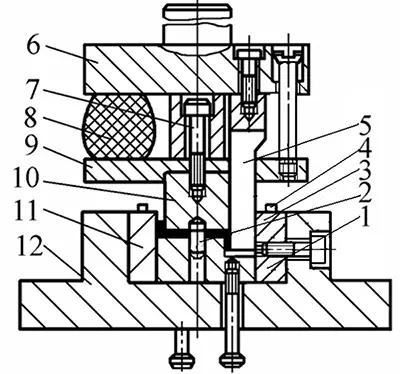
1-Matriz côncava e côncava
2-Fêmea morre
3-Soco em movimento
4-Ejetor
5-Base inferior do molde
6-Quadro de posicionamento
7-Bloco de pressão
8-Bastão de pressão
Molde de flexão composta para quadrilátero
Matriz de flexão quadrilateral com pêndulo
1-Die
2 punções amovíveis
3-Bloco pendular
4-Placa de apoio
5-Bloco de empurrar
Matriz de dobragem de matriz côncava quadrilateral oscilante
Matriz de dobragem em forma de Z
Matriz de dobragem única em forma de Z
Matriz de dobragem para dobrar peças em forma de Z em duas etapas
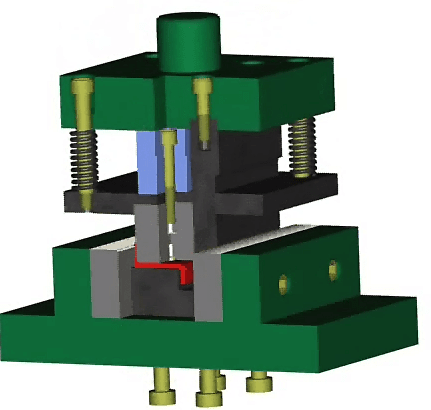
Matriz de dobragem redonda
Matriz de dobragem redonda - dobragem dupla
Matriz de dobragem redonda - uma dobra
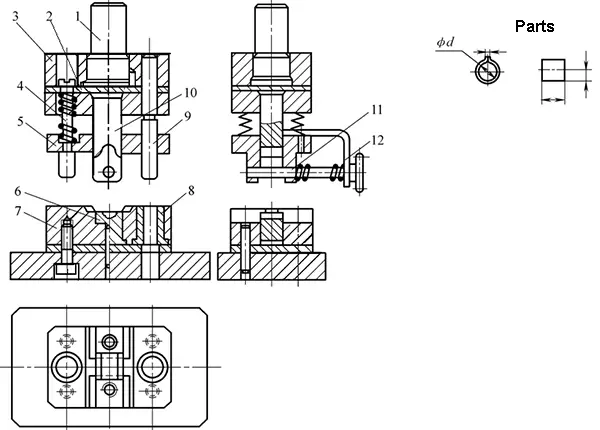
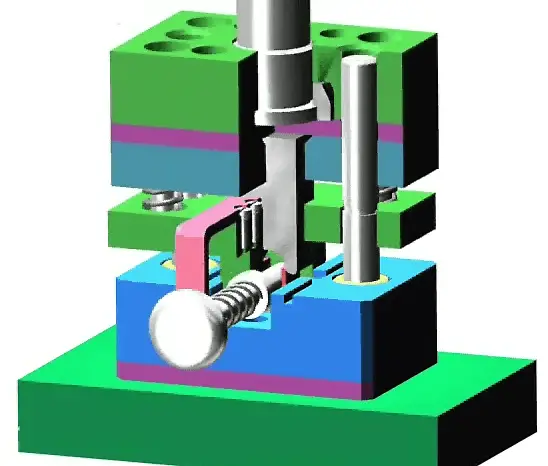
Dobragem única matriz de formação para peça circular com matriz oscilante
1- apoio
2 punções
Cunho de 3 balanços
Placa de 4 ejectores
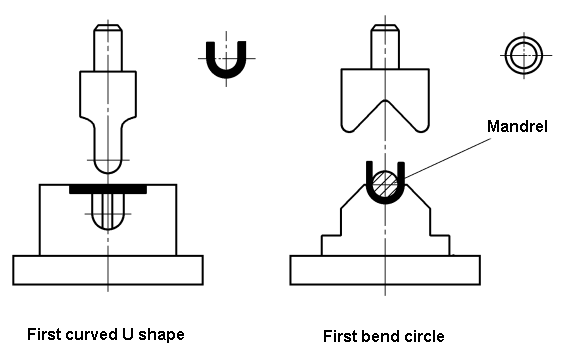
Matriz de dobragem única para peças redondas de grandes dimensões com matriz oscilante
Dois processos que dobram um grande círculo
Três passos que dobram o grande círculo
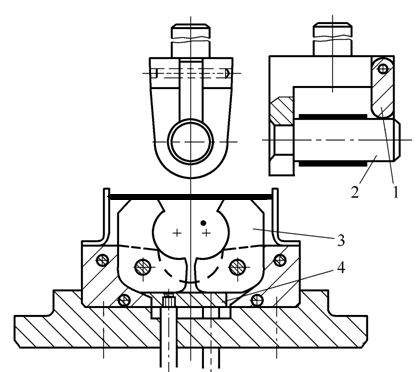
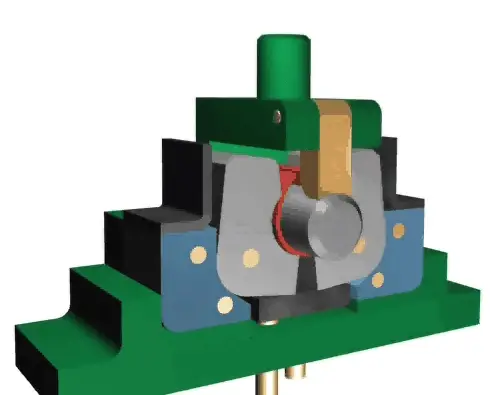
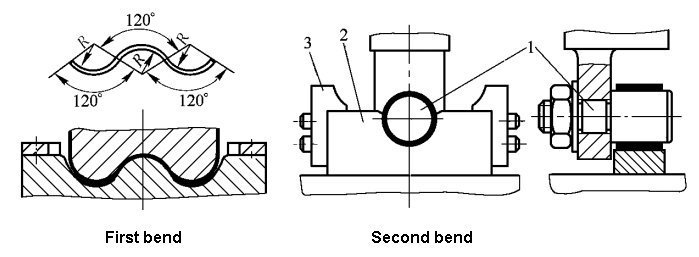
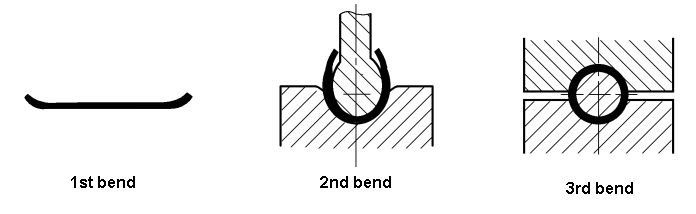
Molde de dobragem para dobradiça
Peça de dobradiça para dobrar duas vezes
Peça da dobradiça, matriz de dobragem única
Outras matrizes de dobragem
(1) Corte e dobragem do molde composto
(2) Matriz de flexão progressiva
5.2 Conceção da peça do molde de dobragem
Conceção dos elementos de trabalho
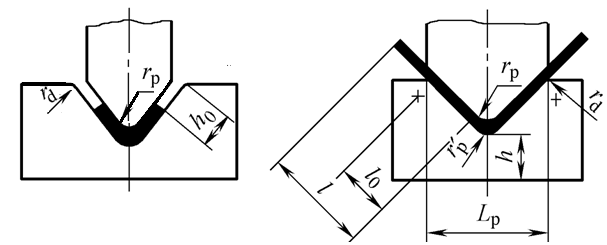
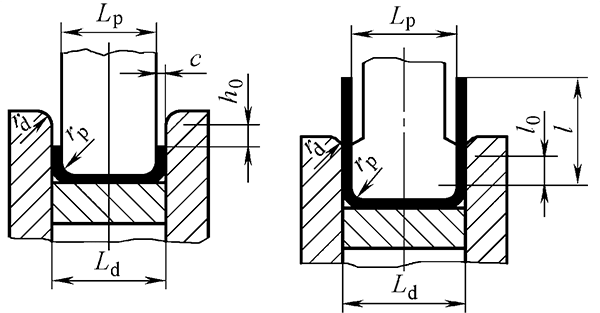
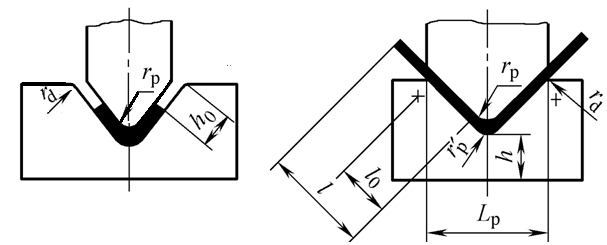
(1) Raio de filete do punção
(2) Raio de filete da matriz
(3) Profundidade da matriz
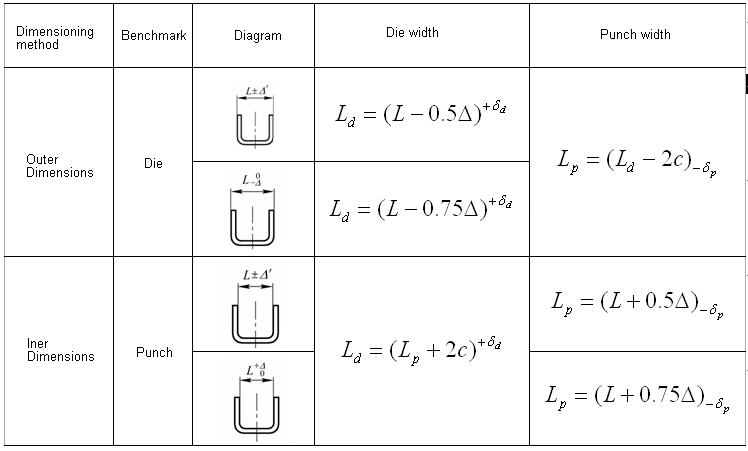
(4) Folga da matriz convexa e côncava
(5) Largura da matriz convexa e côncava em U
(1)Raio do filete de perfuração
1) Quando r≥rmin, toma rp = r, em que rmin é o raio de curvatura mínimo permitido pelo material.
2) Quando r <rmin, toma rp> rmin. O raio de filete r da peça de trabalho é obtido por moldagem, mesmo que o raio de filete rz do punção de moldagem é igual ao raio r da peça de trabalho.
3) Quando r/t> 10, o retorno elástico deve ser considerado e o raio do raio de filete do punção deve ser corrigido.
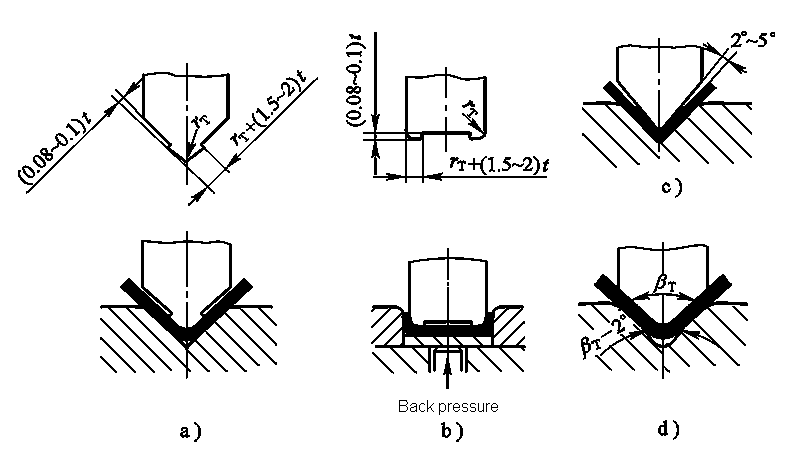
4) A parte inferior da matriz de dobragem em forma de V pode ser aberta ou retraída com ranhura ou um raio de filete: r'p = (0.6-0.8) (rp + t).
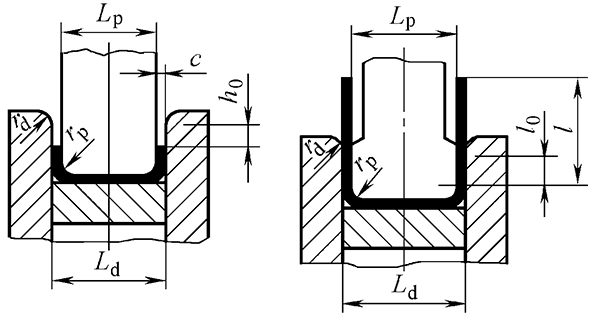
(2) Raio de filete da matriz
O tamanho do raio do canto da matriz afecta a força de dobragem, a vida útil da matriz de dobragem e a qualidade da peça de dobragem durante o processo de dobragem.
O tamanho da folga entre a matriz macho e a matriz fêmea afecta a força de dobragem, a vida útil da matriz de dobragem e a qualidade da peça de dobragem.
Quando a precisão da parte dobrada é elevada, o valor da folga deve ser adequadamente reduzido, e c = t pode ser adotado.
A folga da matriz da peça de dobragem em forma de V não precisa de ser projectada. Pode ser obtida através do ajuste da altura de fecho da prensa.
(5)Largura da matriz curvada convexa e côncava em forma de U
2. conceção de peças de posicionamento
Uma vez que a chapa introduzida na matriz de dobragem é uma chapa única, as peças de posicionamento utilizadas na matriz de dobragem são placas ou pinos de posicionamento.
3. conceção de peças de prensagem, descarga e alimentação
4. conceção de partes fixas
Incluindo: punho da matriz, assento superior da matriz, assento inferior da matriz, coluna de guia, manga de guia, placa de apoio, placa de fixação, parafusos, pinos, etc., consulte a branqueamento desenho da matriz.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Já alguma vez se interrogou sobre a arte e a ciência por detrás da modelação de chapas metálicas em formas complexas? Nesta cativante publicação do blogue, mergulhamos profundamente no fascinante mundo das chapas...
Imagine dobrar chapa metálica sem deixar uma única marca ou risco. Neste artigo, exploramos técnicas inovadoras para dobragem de chapa metálica sem marcas, abordando desafios como a fricção, a dureza do material e...
Alguma vez teve dificuldade em obter dobras perfeitas em chapa metálica? Este artigo aborda dicas e truques essenciais para dominar a dobragem de chapas metálicas, abrangendo tudo, desde a sequenciação de processos à análise da capacidade de dobragem....
Como é que se consegue obter curvas precisas em chapas metálicas? Compreender os moldes e as técnicas por detrás deste processo é crucial. Este artigo analisa vários métodos de dobragem, desde a dobragem livre até...
Já alguma vez se perguntou porque é que algumas peças de locomotivas não podem ser feitas diretamente a partir de desenhos de projeto? Este artigo explora o fascinante mundo da dobragem de chapas metálicas, destacando desafios comuns e...
Como é que curvas Z e curvas N precisas transformam chapas planas em formas complexas? Este artigo aborda as técnicas e precauções essenciais para a dobragem em Z e N em chapas metálicas...
O que garante a dobragem perfeita de uma chapa metálica? Este artigo analisa cinco factores cruciais que podem ser decisivos para os seus projectos de dobragem de chapas metálicas, abrangendo aspectos essenciais como a dobragem mínima...
Já alguma vez se interrogou sobre como conseguir dobras de chapa metálicas perfeitas? Este artigo mergulha nas técnicas de dobragem essenciais, explorando tudo, desde o cálculo da expansão do material até à seleção das ferramentas certas. Irá...
Alguma vez pensou que dobrar chapas metálicas poderia ser tão complexo? A dobragem fechada, uma técnica crítica no processamento de chapas metálicas, utiliza métodos especializados para obter dobras precisas e duradouras sem necessitar de um profissional...