Corte a laser de chapas de aço inoxidável de 25 mm ou mais: Dicas essenciais
Você já se perguntou como obter cortes a laser perfeitos em aço inoxidável espesso? Este artigo aborda dicas essenciais para o corte a laser de chapas com mais de 25 mm de espessura. Ele aborda fatores cruciais como a seleção do bocal, a pureza do gás e os ajustes de frequência do laser para garantir cortes de alta qualidade. Ao final, você entenderá como otimizar seu processo de corte a laser, minimizar defeitos e aumentar a eficiência. Mergulhe de cabeça para descobrir como fazer cortes precisos e limpos em chapas de aço inoxidável robustas.
Com o crescimento da economia, o uso de chapas de aço inoxidável tem se difundido cada vez mais. Atualmente, elas são comumente utilizadas na indústria da construção, na fabricação de máquinas, na produção de contêineres, na construção naval, na construção de pontes e em outros campos.
Atualmente, o corte a laser é o principal método de corte de chapas grossas de aço inoxidável. A tecnologia para corte a laser A tecnologia de corte de chapas grossas de aço inoxidável está se tornando cada vez mais avançada, substituindo gradualmente as técnicas de corte tradicionais.
Para obter um resultado de corte de alta qualidade, é fundamental dominar as técnicas do processo.
Em termos de espessura, as chapas médias se referem a chapas de aço com 10,0 a 25,0 mm de espessura, as chapas com 25,0 a 60,0 mm de espessura são chamadas de chapas grossas e as chapas com mais de 60,0 mm de espessura são chamadas de chapas extra grossas.
Para cortar aço inoxidável espesso de alta qualidade, é essencial que os fabricantes de produtos de aço inoxidável tenham um entendimento completo dos processo de corte a laser.
Critériospara corte a laser de chapas grossas
1. Rugosidade
O corte a laser O processo resulta em linhas verticais na seção de corte. A rugosidade da superfície de corte depende da profundidade do grão. Um grão mais raso resulta em uma seção de corte mais suave, enquanto um grão mais profundo leva a uma superfície de corte mais áspera. Além disso, um grão mais raso resulta em um corte de maior qualidade.
Para espessura chapa metálicaQuando o feixe de laser está muito longe do foco, a perpendicularidade da borda de corte é de extrema importância. Se o feixe de laser estiver muito distante do foco, ele se tornará divergente, o que pode resultar em larguras irregulares na parte superior e inferior da fenda.
Se a borda de corte se desviar significativamente de uma linha vertical, a peça de trabalho não atenderá aos padrões e poderá ser difícil de usar. Quanto mais próxima a borda de corte estiver de uma linha vertical, maior será a qualidade do corte.
3. Largura de corte
A largura do corte determina o diâmetro interno do perfil. Durante o processo de corte real, é necessário ajustar os parâmetros e compensar o material que está sendo cortado para garantir que a peça de trabalho atenda às especificações de tamanho desejadas.
4. Grãos
Ao cortar chapas grossas em alta velocidade, o metal fundido é expelido na parte de trás do feixe de laser em vez de ser ejetado do entalhe abaixo do feixe de laser vertical. Isso resulta em um padrão curvo na borda de corte.
Para resolver esse problema, é necessário diminuir a taxa de avanço no final do processo de corte, o que pode efetivamente eliminar a formação desse padrão curvo.
5. Rebarbas
A rebarba é um fator crucial para determinar a qualidade do corte a laser. A remoção de rebarbas exige esforço adicional, o que resulta em aumento de tempo e custos de mão de obra. Como resultado, a presença ou ausência de rebarbas é o principal critério para determinar se um corte a laser é considerado de qualidade aceitável.
6. Área afetada pelo calor
A área afetada pelo calor refere-se à profundidade da região em que a estrutura interna sofreu alterações. Durante o corte a laser, o metal próximo ao entalhe é aquecido, o que pode resultar em alterações na estrutura do metal. Por exemplo, alguns metais podem se tornar mais duros.
7. Deformação
O aquecimento rápido durante o processo de corte pode causar deformação, o que é particularmente crítico na usinagem de precisão. Para evitar isso, é necessário controlar o potência do laser e utilizam pulsos curtos de laser, o que reduz o aquecimento do componente e evita a deformação.
Requisitos tecnológicos do corte a laser de chapas grossas de aço inoxidável
1. Seleção do bocal
Diâmetro do bocal
O diâmetro do bocal determina a forma do fluxo de gás, o tamanho da área de difusão de gás e a taxa de fluxo de gás no entalhe, o que influencia a estabilidade da remoção da massa plástica e do corte. Um fluxo de ar maior no entalhe resulta em velocidades mais rápidas e melhor capacidade de remover a fusão, desde que a peça de trabalho esteja posicionada corretamente dentro do fluxo de ar.
Para aço inoxidável mais espesso, recomenda-se o uso de um bocal maior. Para aumentar a pressão e garantir um resultado de corte normal, a configuração da válvula proporcional pode ser aumentada, resultando em um fluxo maior.
Especificações do bocal
A especificação do bocal refere-se principalmente à abertura da extremidade. Por exemplo, a bico de corte fabricado pela Precitec tem uma abertura que varia de 1,5 mm a 5,0 mm. A seleção da abertura é baseada principalmente na potência de corte. Quanto maior a potência, maior o calor gerado e maior a quantidade de gás necessária.
Ao cortar chapas abaixo de 3 mm, geralmente é usado um bocal com abertura de 2,0 mm. Para o corte de chapas entre 3 mm e 10 mm, é selecionado um bocal de 3,0 mm. Ao cortar placas com espessura superior a 10 mm, são necessários bicos com aberturas de 3,5 mm ou mais.
Bocal de camada única com abertura de 3,5
Bocal de camada única ou bocal de camada dupla?
Normalmente, os bicos de camada dupla são usados para corte oxidativo (em que o oxigênio é usado como gás auxiliar) e os bicos de camada simples são usados para corte por fusão (em que o nitrogênio é usado como gás auxiliar). Entretanto, alguns lasers têm instruções específicas sobre o uso de bicos de camada única ou dupla. Nesses casos, é importante seguir as instruções fornecidas pelo laser.
2.Seleção de gás auxiliar e pureza do gás
Uma variedade de gases auxiliares, incluindo oxigênio, nitrogênio e ar, é frequentemente usada no corte a laser de aço inoxidável. Os diferentes gases têm efeitos variados no processo de corte. O oxigênio resulta em seções pretas, o ar resulta em seções amarelas claras, enquanto o nitrogênio ajuda a evitar a oxidação e a manter a cor original do aço inoxidável. Como resultado, o nitrogênio é o gás auxiliar preferido para corte de aço inoxidável.
Pureza recomendada de oxigênio e nitrogênio:
Oxigênio
Nitrogênio
Vantagens
Alta velocidade de corte, capaz de cortar chapas grossas
Evite a oxidação da borda de corte, para que a peça de trabalho não precise ser retrabalhada
Pureza recomendada
≥99.999%
≥99.995%
Os dados do teste de fluxo de nitrogênio, diâmetro do bocal e pressão do gás são mostrados na figura abaixo.
O eixo vertical representa os valores do teste de fluxo de gás, enquanto o eixo horizontal representa a configuração de ajuste. Diferentes mudanças na pressão do gás são mostradas e cores diferentes representam as condições de teste de diferentes diâmetros de bocal.
O gráfico mostra que o fluxo é determinado pela pressão de gás definida e pelo diâmetro do bocal, com uma correlação linear positiva.
3.Posição de foco
Para garantir o efeito de corte e proteger o bocal contra danos, é necessário realizar um teste coaxial antes do corte. Esse teste garante que o bocal esteja alinhado com o feixe de saída do laser.
Método de teste da posição do foco
Para realizar o teste coaxial, cole um pedaço de fita adesiva transparente na face final da saída do bocal. Ajuste a potência de saída do laser para perfuração e observe se há um furo central no papel da fita e sua posição. Ajuste o parafuso de ajuste na alça da cavidade do espelho até que o orifício perfurado a laser no papel da fita se alinhe com o centro do bocal.
O foco afeta a espessura, o material e a qualidade que podem ser cortados. Materiais e espessuras diferentes exigem ajustes de foco diferentes. Antes de cortar, meça o foco zero real e use-o como base para testar e analisar os parâmetros do processo de corte.
No corte de aço inoxidável, o negativo desfocagem é a direção preferencial para a seleção do processo.
Local do foco
Material de corte e características da seção
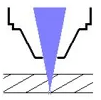
Distância focal zero: o foco no laser está na superfície da peça de corte
Esse método é adequado para cortar aço carbono fino com espessura inferior a 1 mm. O foco é colocado na superfície da peça de trabalho, resultando em uma superfície superior lisa e uma superfície inferior áspera.
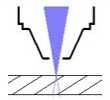
Distância focal negativa: o foco no laser está abaixo da superfície da peça de trabalho de corte
Esse é o método de corte para aço inoxidável. O foco é colocado abaixo da superfície da placa, o que resulta em uma área de superfície lisa mais ampla, uma fenda mais larga em comparação com uma fenda de distância focal zero, um fluxo de gás maior durante o corte e um tempo de perfuração mais longo do que com uma distância focal zero.
Distância focal positiva: o foco do laser está acima da superfície da peça de trabalho de corte
Ao cortar aço carbono, o oxigênio é usado como gás auxiliar. Isso resulta em uma superfície enegrecida e uma seção de corte áspera.
4. Influência do ajuste da frequência do laser e da taxa de serviço de pulso na qualidade do corte
Influência da mudança de frequência no corte de chapas grossas de aço inoxidável:
À medida que a frequência diminui de 500 para 100 Hz, a qualidade da seção cortada melhora e a camada se torna mais fina. Entretanto, se a frequência for definida para 100 Hz, não será possível cortar e a luz azul será refletida. Para determinar a melhor faixa de frequência, é necessário fazer experimentos com alterações de frequência.
Para obter os melhores resultados de corte, é importante garantir uma combinação perfeita entre o tempo de pulso e a energia de pulso único.
Influência da alteração do ciclo de trabalho do pulso na espessura do aço inoxidável corte de chapas:
O valor crítico para o ciclo de trabalho do pulso é 45%. Se o ciclo de trabalho for reduzido ainda mais, uma marca de corte inferior aparecerá na superfície inferior. Por outro lado, se o ciclo de trabalho aumentar para 60%, a seção de corte se tornará áspera, com camadas claras e uma superfície de corte amarela.
O ciclo de trabalho do pulso representa a proporção de tempo em que o feixe é irradiado em cada pulso. A frequência é o número de vezes que a potência de pico ocorre em um pulso, enquanto o ciclo de trabalho refere-se à proporção entre a potência de pico e a potência baixa em um pulso.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já teve dificuldades para escolher o bico de corte a laser certo para o seu projeto? A seleção do bocal ideal é fundamental para obter cortes limpos e precisos e maximizar a eficiência. Neste artigo...
Você já se perguntou o que faz uma máquina de corte a laser funcionar? Nesta postagem do blog, vamos nos aprofundar no funcionamento interno dessas máquinas de alta precisão que revolucionaram o mercado...
Você já se perguntou como um laser pode cortar o metal como uma faca quente na manteiga? Neste artigo fascinante, exploraremos a ciência por trás da tecnologia de corte a laser de fibra....
Você tem curiosidade sobre a tecnologia de ponta que está revolucionando a fabricação? Nesta postagem do blog, vamos nos aprofundar no mundo das máquinas de corte a laser, explorando suas vantagens e os principais fabricantes que dominam...
Imagine as consequências catastróficas de negligenciar a manutenção da máquina de corte a laser. Não deixe que sua empresa seja vítima de tempo de inatividade e reparos dispendiosos! Nesta postagem do blog, vamos nos aprofundar nos aspectos essenciais...
O corte a laser revolucionou a fabricação, mas até mesmo as máquinas mais avançadas enfrentam problemas. Nesta postagem do blog, vamos nos aprofundar nos problemas comuns enfrentados pelas máquinas de corte de chapas a laser e fornecer...
Ficou intrigado com a arte do corte a laser? Esta postagem do blog se aprofunda nos parâmetros críticos que fazem com que a qualidade e a eficiência do corte sejam prejudicadas. Descubra dicas privilegiadas de mecânicos experientes...
Curioso sobre os recursos do corte a laser? Neste guia abrangente, vamos nos aprofundar no mundo das velocidades e espessuras de corte a laser para vários metais. Nosso engenheiro mecânico especialista irá...
Por que a qualidade do corte a laser varia com o mesmo equipamento e parâmetros? Este artigo analisa como a composição das chapas de aço carbono afeta seus resultados de corte. Ao explorar a...