С ростом экономики применение листов из нержавеющей стали становится все более широким. В настоящее время они широко используются в строительстве, машиностроении, производстве контейнеров, судостроении, мостостроении и других областях.
В настоящее время лазерная резка является основным методом раскроя толстых листов нержавеющей стали. Технология для лазерная резка толстых листов нержавеющей стали становится все более совершенным, постепенно вытесняя традиционные методы резки.
Чтобы добиться высокого качества резки, очень важно владеть техникой процесса.
По толщине средние листы относятся к стальным листам толщиной 10,0-25,0 мм, листы толщиной 25,0-60,0 мм называются толстые пластиныЛисты толщиной более 60,0 мм называются особо толстыми.
Для резки высококачественной толстой нержавеющей стали производителям изделий из нержавеющей стали необходимо иметь полное представление о процесс лазерной резки.
Критериидля лазерная резка толстой пластины
1. Шероховатость
Сайт лазерная резка В результате этого процесса на срезе образуются вертикальные линии. Шероховатость поверхности среза зависит от глубины зерна. Более мелкое зерно приводит к более гладкому срезу, в то время как более глубокое зерно приводит к более грубой поверхности среза. Кроме того, более мелкое зерно обеспечивает более высокое качество среза.
Для толстых листовой металлПерпендикулярность режущей кромки имеет первостепенное значение. Если лазерный луч находится слишком далеко от фокуса, он становится расходящимся, что может привести к неравномерной ширине верхней и нижней части щели.
Если режущая кромка значительно отклоняется от вертикальной линии, заготовка не будет соответствовать стандартам и может быть сложной в использовании. Чем ближе режущая кромка к вертикальной линии, тем выше качество реза.
3. Ширина резки
Ширина пропила определяет внутренний диаметр профиля. В процессе резки необходимо регулировать параметры и компенсировать материал, из которого производится резка, чтобы заготовка соответствовала заданным размерам.
4. Зерно
При высокоскоростной резке толстых листов расплавленный металл выбрасывается в задней части лазерного луча вместо того, чтобы выбрасываться из выемки под вертикальным лазерным лучом. В результате на кромке реза образуется изогнутый узор.
Чтобы решить эту проблему, необходимо снизить скорость подачи к концу процесса резания, что позволит эффективно устранить образование этого криволинейного узора.
5. Заусенцы
Заусенцы - важнейший фактор, определяющий качество лазерной резки. Удаление заусенцев требует дополнительных усилий, что приводит к увеличению времени и трудозатрат. Таким образом, наличие или отсутствие заусенцев является основным критерием для определения приемлемого качества лазерной резки.
6. Область воздействия тепла
Под зоной термического воздействия понимается глубина области, в которой внутренняя структура подверглась изменениям. Во время лазерной резки металл вблизи надреза нагревается, что может привести к изменению структуры металла. Например, некоторые металлы могут стать тверже.
7. Деформация
Быстрый нагрев в процессе резания может привести к деформации, что особенно критично при прецизионной обработке. Чтобы избежать этого, необходимо контролировать мощность лазера и используют короткие лазерные импульсы, что снижает нагрев деталей и предотвращает деформацию.
Технологические требования лазерной резки толстой пластины из нержавеющей стали
1. Выбор форсунки
Диаметр сопла
Диаметр сопла определяет форму газового потока, размер зоны диффузии газа и скорость подачи газа в выемку, что влияет на стабильность удаления расплава и резки. Больший поток воздуха в выемку обеспечивает более высокую скорость и улучшенную способность удаления расплава при условии, что заготовка правильно расположена в потоке воздуха.
Для более толстой нержавеющей стали рекомендуется использовать насадку большего размера. Чтобы увеличить давление и обеспечить нормальный результат резки, можно увеличить настройку пропорционального клапана, что приведет к увеличению расхода.
Технические характеристики форсунок
Спецификация сопла в первую очередь относится к торцевому отверстию. Например. режущая насадка производства Precitec имеет апертуру в диапазоне от 1,5 мм до 5,0 мм. Выбор апертуры в первую очередь зависит от мощности резки. Чем выше мощность, тем больше тепла выделяется и тем больше требуется газа.
При резке листов толщиной менее 3 мм обычно используется насадка с отверстием 2,0 мм. Для резки листов толщиной от 3 мм до 10 мм выбирается сопло с отверстием 3,0 мм. При резке листов толщиной более 10 мм необходимо использовать сопла с отверстиями 3,5 мм и более.
Однослойное сопло с апертурой △3,5
Однослойная насадка или двухслойная насадка?
Как правило, двухслойные сопла используются для окислительной резки (где в качестве вспомогательного газа используется кислород), а однослойные - для резки расплавом (где в качестве вспомогательного газа используется азот). Однако некоторые лазеры имеют особые инструкции по использованию однослойных или двухслойных сопел. В этих случаях важно следовать инструкциям, предоставляемым лазером.
2.Выбор вспомогательного газа и его чистота
При лазерной резке нержавеющей стали часто используются различные вспомогательные газы, включая кислород, азот и воздух. Различные газы по-разному влияют на процесс резки. Кислород приводит к появлению черных участков, воздух - к появлению светло-желтых участков, а азот помогает предотвратить окисление и сохранить первоначальный цвет нержавеющей стали. Поэтому азот является предпочтительным вспомогательным газом для резка нержавеющей стали.
Рекомендуемая чистота кислорода и азота:
Кислород
Азот
Преимущества
Высокая скорость резки, возможность разрезать толстые листы
Избегайте окисления режущей кромки, поэтому заготовку не нужно повторно обрабатывать
Рекомендуемая чистота
≥99.999%
≥99.995%
Данные испытаний по расходу азота, диаметру сопла и давлению газа показаны на рисунке ниже.
Вертикальная ось представляет собой тестовые значения расхода газа, а горизонтальная ось - настройки. Показаны различные изменения давления газа, а разными цветами обозначены условия испытаний для разных диаметров сопла.
На графике видно, что расход определяется заданным давлением газа и диаметром сопла с линейной положительной корреляцией.
3.Положение фокуса
Чтобы гарантировать эффект резки и защитить сопло от повреждений, перед резкой необходимо провести коаксиальный тест. Этот тест гарантирует, что сопло выровнено с выходным лучом лазера.
Метод испытания положения фокуса
Чтобы провести коаксиальный тест, приклейте кусок прозрачной бумажной ленты к торцевой поверхности выходного отверстия сопла. Отрегулируйте выходную мощность лазера для бурение и посмотрите, есть ли на ленточной бумаге центральное отверстие и каково его положение. Отрегулируйте регулировочный винт на ручке зеркальной полости так, чтобы пробитое лазером отверстие на ленте совпадало с центром сопла.
Фокус влияет на толщину, материал и качество резки. Для разных материалов и толщин требуются разные настройки фокуса. Перед резкой измерьте фактический нулевой фокус и используйте его в качестве основы для тестирования и анализа параметров процесса резки.
При резке нержавеющей стали отрицательные расфокусировка является предпочтительным направлением для выбора процесса.
Место сосредоточения
Материал для резки и особенности сечения
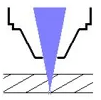
Нулевое фокусное расстояние: сайт лазерный фокус находится на поверхности режущей заготовки
Этот метод подходит для резки тонкой углеродистой стали толщиной менее 1 мм. Акцент делается на поверхности заготовки, в результате чего верхняя поверхность получается гладкой, а нижняя - шероховатой.
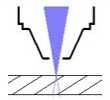
Отрицательное фокусное расстояние: the лазерный фокус находится ниже поверхности режущей заготовки
Это метод резки нержавеющей стали. Фокус располагается под поверхностью плиты, что приводит к увеличению площади гладкой поверхности, более широкой щели по сравнению с щелью с нулевым фокусным расстоянием, большему потоку газа во время резки и большему времени прокалывания, чем при нулевом фокусном расстоянии.
Положительное фокусное расстояние: фокус лазера находится над поверхностью режущей заготовки
При резке углеродистой стали в качестве вспомогательного газа используется кислород. Это приводит к почернению поверхности и шероховатости среза.
4. Влияние регулировки частоты лазера и длительности импульса на качество резки
Влияние изменения частоты на резку толстого листа из нержавеющей стали:
При уменьшении частоты от 500 до 100 Гц качество срезаемого участка улучшается, а слои становятся более тонкими. Однако если частота установлена на 100 Гц, резка невозможна и отражается синий свет. Чтобы определить оптимальный диапазон частот, необходимо поэкспериментировать с их изменением.
Для достижения оптимальных результатов резки важно обеспечить идеальное соответствие между временем импульса и энергией одиночного импульса.
Влияние изменения длительности импульса на толщину нержавеющей стали резка пластин:
Критическое значение рабочего цикла импульса составляет 45%. При дальнейшем снижении рабочего цикла на нижней поверхности появится след от подрезания. И наоборот, если рабочий цикл увеличивается до 60%, участок реза становится шероховатым, с четкими слоями и желтой поверхностью реза.
Рабочий цикл импульса представляет собой долю времени, в течение которого пучок облучается в каждом импульсе. Частота - это количество раз, когда в импульсе возникает пиковая мощность, а рабочий цикл - это отношение пиковой мощности к низкой мощности в импульсе.
Не забывайте, что делиться - значит заботиться! : )
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
1. Что такое сварочное напряжение Под сварочным напряжением понимается напряжение, возникающее в процессе сварки в сварных деталях. Это напряжение возникает в результате термического процесса сварки и [...].
Под передовыми материалами понимаются недавно исследованные или находящиеся в стадии разработки материалы, обладающие исключительными характеристиками и особыми функциональными свойствами. Эти материалы имеют огромное значение для развития науки и техники, [...]...
Формирование выпуклости подходит для различных типов заготовок, таких как чашки глубокой вытяжки, разрезанные трубы и прокатные конические сварные изделия. Классификация по средствам формования выпуклости Методы формования выпуклости можно разделить [...].
Структура плашки для нарезания резьбы Общая формула Для резьбы небольшого размера в плашках для нарезания резьбы обычно используется пробивной пуансон, а для резьбы большего размера (M5 и выше) - пуансон с [...]...
Степень деформации при отбортовке или операциях отбортовки принято обозначать коэффициентом отбортовки, который рассчитывается по следующей формуле: K=D0d В формуле: Чем выше [...].
Что такое калибр листового металла? Калибр, широко известный как американский термин, - это единица измерения диаметра, которая возникла в Северной Америке и является частью Брауновского [...]...
Выбор и настройка воздушного компрессора для станка лазерной резки - сложный процесс, требующий учета множества факторов, включая давление, расход и качество воздуха. Вот [...].
Что такое отжиг? Отжиг - это процесс термической обработки металла, который улучшает свойства материала путем медленного нагрева металла до определенной температуры, поддержания ее в течение [...]...
Осмотр и техническое обслуживание вырубного пресса являются жизненно важными мерами для обеспечения его нормальной работы и продления срока службы. Вот некоторые ключевые аспекты проверки пресса [...].
Существуют различные типы трещин: трещины в сырье, трещины, вызванные термообработкой, и трещины при ковке, которые могут сбить с толку. Их идентификация является важным курсом [...].
Первым шагом в процессе изготовления листового металла является разворачивание геометрических форм и цельного тела. Точность и правильность разворачивания образца напрямую влияет на [...]...
Метод расчета веса физического блока серебра основан на его объеме, а конкретная формула выглядит следующим образом: Вес серебра (кг) = Длина (см) × [...].