معلمات ثني مكابس الثني باستخدام الحاسب الآلي: شرح التعديل
هل تساءلت يومًا عن كيفية ضبط مكابح الضغط باستخدام الحاسب الآلي للحصول على الأداء الأمثل؟ تتعمق هذه المقالة في التعديلات الرئيسية اللازمة لمعلمات الثني، مثل تعديلات الشوط وضغط العمل. ستتعلم كيفية برمجة مواضع المركز الميت العلوي، ونقاط السرعة المتغيرة، وحساب الضغط الهيدروليكي اللازم. سواء كنت تهدف إلى الدقة أو طول عمر المعدات الخاصة بك، فإن فهم هذه التعديلات أمر بالغ الأهمية لتشغيل المعادن بكفاءة ودقة. هل أنت مستعد لتحسين قدرات مكابح الضغط بنظام التحكم الرقمي لديك؟ دعنا نبدأ.
أثناء عملية التشغيل، يجب تعديل مواضع المركز الميت العلوي، ونقطة تغيير السرعة، والمركز الميت السفلي لمكبح الضغط بنظام التحكم الرقمي باستخدام الحاسب الآلي وفقًا لمتطلبات عملية ثني قطعة العمل. يجب أيضًا ضبط ضغط عمل النظام الهيدروليكي وفقًا لقوة الثني الفعلية.
تعديل السكتة الدماغية
تعديل المركز الميت العلوي
يمكن ضبط موضع المركز الميت العلوي عن طريق برمجة عنصر "الفتح" لوحدة التحكم لتغيير الموضعين العلوي والسفلي. ارجع إلى "نظام CNC دليل التشغيل" للحصول على التفاصيل.
تعديل نقطة السرعة المتغيرة
نقطة السرعة المتغيرة هي موضع الكبش عندما يتحول من سرعة عدم التحميل إلى سرعة التشغيل. يمكن ضبط موضع نقطة التحول عن طريق برمجة عنصر "نقطة التحول" بوحدة التحكم.
تعديل المركز الميت السفلي
بعد أن يكمل الكبش شوط العمل، يمكن ضبط موضع المركز الميت السفلي عن طريق برمجة عنصر "قيمة المحور Y" لوحدة التحكم.
تعديل ضغط عمل النظام الهيدروليكي
يمكن حساب الضغط المطلوب للانحناء باستخدام طريقة البحث في الجدول أو طريقة الصيغة، ويفضل استخدام طريقة البحث في الجدول.
حساب الضغط بطريقة المعادلة
يمكن حساب ضغط الانحناء المطلوب من معادلة الانحناء التالية:
مادة الصفيحة: 16Mn، σ b = 530 نيوتن/مم²، سمك اللوح: S = 15 مم، طول اللوح: L = 10000 مم = 10 م
القالب السفلي مسافة الفتح: V = 8 × S = 8 × 15 = 120 مم
محسوبة قوة الانحناء f1 = 1.42×10000×10000×530×15²/(1000×120) ≈ 14000 (عقدة)
مع الأخذ في الاعتبار تأثير العوامل المختلفة، يجب إضافة احتياطي 10% لحساب قوة الانحناء.
وعليه، فإن F2=1.1 × F1 = 1.1 × 14000=15400 (kN)
حساب الضغط بطريقة البحث في الجدول
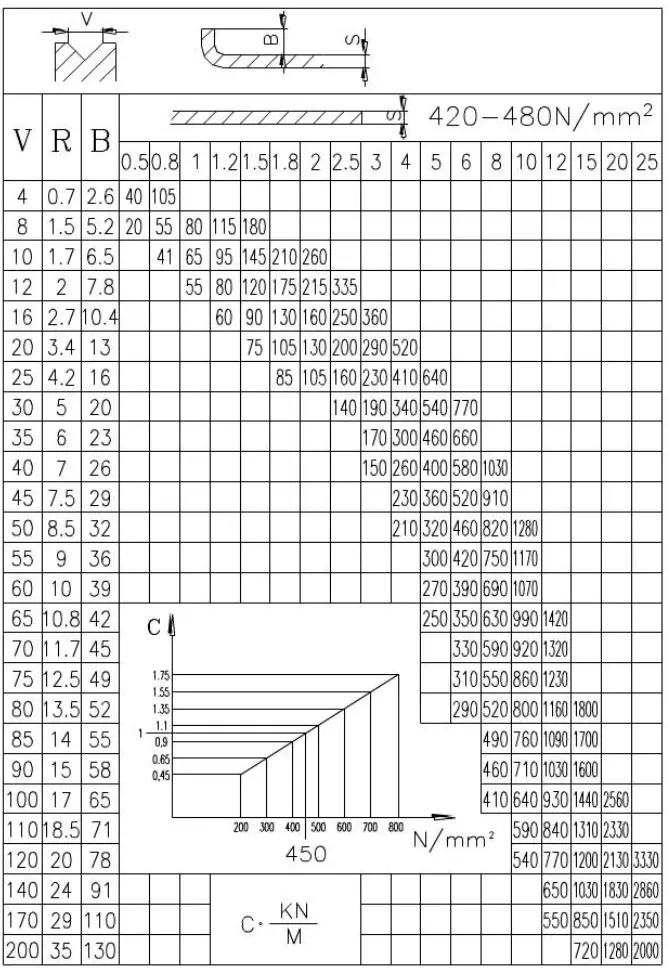
يظهر جدول ضغط الانحناء في الشكل أدناه.
تُعطى قيمة قوة الانحناء في الجدول عندما يكون σ b = 450 نيوتن/مم²، ووحدتها KN/m.
في الجدول,
ق - سمك اللوح (مم)
V - عرض فتحة القالب السفلي (مم، 8 × سُمك الصفيحة 8 ×)
يمكنك استخدام جدول ضغط الانحناء لتحديد ضغط الانحناء المطلوب.
على سبيل المثال:
يتضح من الجدول أنه عند تقاطع سمك الصفيحة S = 15 مم ومسافة الفتح V = 120 مم، تكون قوة الانحناء لكل متر F3 = 1200 كيلو نيوتن/متر
بما أن σ b = 530N/مم²، تحقق من الجدول C ≈ 1.18. (530/450≈1.18)
احسب قوة الانحناء: F1=F3 × L × C=1200 × 10 × 10 × 1.18 ≈ 14000 (كيلو نيوتن)
يتم حساب قوة الانحناء المطلوبة بإضافة احتياطي 10%.
لذلك، فإن قوة الانحناء المطلوبة F2=1.1 × F1=1.1 × 14000=15400 (كيلو نيوتن)
تعديل ضغط العمل
إذا كانت قوة الانحناء المحسوبة F2 لطول الانحناء أقل من قوة خرج الماكينة P في الجدول أعلاه، فيجب تقليل ضغط عمل النظام الهيدروليكي من أجل تقليل درجة حرارة الزيت وتحسين عمر خدمة المكونات الهيدروليكية.
يمكن حساب ضغط العمل Q للنظام الهيدروليكي بالصيغة التالية:
س=28 × و2/ف2/ب م ب أ)
يمكن ضبط ضغط عمل النظام الهيدروليكي بواسطة وحدة التحكم في أداة الماكينة.
أثناء الضبط، تحقق من قيمة P المقابلة في جدول ضغط الانحناء وفقًا لقوة الانحناء الفعلية، وأدخلها في الكمبيوتر.
مقدار محدب من طاولة العمل
يتم دعم طاولة العمل والكبش عند نقطتين على طولها بالكامل.
تحت تأثير قوة التحميل P، سيحدث تشوه، ويمثل مقدار التشوه بالرمز f (راجع الشكل أدناه).
من أجل حل هذه المشكلة، تعتمد الماكينة على "محدب" متحرك على منضدة العمل لتعويض تشوه المنضدة والكبش وتحسين دقة الزاوية و الاستقامة لقطعة الشغل.
يتراوح مقدار التحدب القابل للتعديل لطاولة العمل من 0 إلى 2.0 مم.
أثناء التشغيل، حدد القيمة المحدبة وفقًا لـ حمل الانحناء القوة (أو فرق الزاوية بين طرفي قطعة العمل والمنتصف)، ثم إدخالها في وحدة التحكم للتشغيل.
يوجد ثقب صغير ومجموعة من الأرقام في نهاية محرك ضبط التحدب المحدب، والتي تعمل كمواضع مرجعية لفتحة القياس ونقطة الصفر المحدبة، على التوالي. يوفر ذلك الراحة للمستخدمين لتحديد نقطة الصفر المحدبة.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
لماذا تتشوه كباش مكابس المكابس بنظام التحكم الرقمي CNC، مما يتسبب في تأخيرات مكلفة في الإنتاج؟ تستكشف هذه المقالة الأسباب الشائعة لتشوه المكبس في مكابس المكابس بنظام التحكم الرقمي، بدءًا من الاستخدام المطول إلى ضغوط المواد،...
بالمقارنة مع مكابح الكبس التقليدية، تتمتع مكابح الكبس بنظام التحكم الرقمي بالعديد من المزايا في تحسين كفاءة العمل. نوضح هنا هذه المزايا في 6 جوانب. واجهة المستخدم الرسومية تعمل واجهة المستخدم على...
هل سبق لك أن واجهت صعوبة في اختيار وحدة التحكم في مكابح الضغط المناسبة لاحتياجات التصنيع الخاصة بك؟ في هذه المقالة، سنستكشف في هذه المقالة الاختلافات بين أنظمة NC و CNC، مما يساعدك على اتخاذ القرار...
هل عانيت من قبل في تحقيق الدقة والكفاءة أثناء استخدام مكابح الكبس بنظام التحكم الرقمي؟ تتناول هذه المقالة نصائح عملية لتحسين عمليات مكابح الضغط باستخدام الحاسب الآلي الخاصة بك، وتغطي كل شيء بدءًا من إضافة...
هل تساءلت يومًا ما الذي يجعل مكابح الضغط بنظام التحكم الرقمي دقيقة وقوية للغاية؟ تتعمق هذه المقالة في المكونات الأساسية التي تساهم في كفاءتها، بدءًا من السرير القوي...
هل تساءلت يومًا كيف تحافظ على مكابح الضغط بنظام التحكم الرقمي في أفضل حالة؟ تتضمن صيانة ماكينتك أكثر من مجرد التنظيف العرضي؛ فهي تتعلق بضمان أن كل جزء، من النظام الهيدروليكي...
هل تعاني من عدم اتساق الانحناءات على مكابح الضغط باستخدام الحاسب الآلي؟ تزيل هذه المقالة الغموض عن التعديلات الحرجة اللازمة لتحقيق المزامنة والدقة المثالية. بدءًا من الضبط الدقيق لنظام المؤازرة الكهروهيدروليكية إلى...
قد يبدو تركيب مكابح الضغط باستخدام الحاسب الآلي أمرًا شاقًا، ولكنه ضروري لتحقيق الدقة في تشغيل المعادن. يغطي هذا الدليل الخطوات الحاسمة: رفع الماكينة، وضمان وجود أساس مناسب، وإجراء التركيبات الكهربائية...
هل تساءلت يومًا كيف تحقق مكابح الضغط باستخدام الحاسب الآلي المزامنة الدقيقة؟ تتعمق هذه المقالة في النظام الكهروهيدروليكي الكهروهيدروليكي وراء مكابح الكبس بنظام التحكم الرقمي، وتشرح كيفية عمل المكونات مثل الأسطوانات الهيدروليكية والصمامات التناسبية...