Paramètres de pliage de la presse plieuse CNC : Explication du réglage
Vous êtes-vous déjà demandé comment régler avec précision une presse plieuse à commande numérique pour obtenir des performances optimales ? Cet article se penche sur les principaux réglages nécessaires pour les paramètres de pliage, tels que les réglages de la course et la pression de travail. Vous apprendrez à programmer les positions du point mort haut, les points de vitesse variable et à calculer la pression hydraulique nécessaire. Que vous recherchiez la précision ou la longévité de votre équipement, la compréhension de ces réglages est cruciale pour un travail du métal efficace et précis. Prêt à améliorer les capacités de votre presse plieuse CNC ? Commençons.
Pendant le processus de travail, les positions du point mort haut, du point de changement de vitesse et du point mort bas de la presse plieuse à commande numérique doivent être ajustées en fonction des exigences du processus de pliage de la pièce. La pression de travail du système hydraulique doit également être ajustée en fonction de la force de pliage réelle.
Réglage de la course
Réglage du point mort haut
La position du point mort haut peut être ajustée en programmant l'élément "ouverture" du contrôleur pour modifier les positions supérieure et inférieure. Se référer à la section "Système CNC manuel d'utilisation" pour plus de détails.
Réglage du point de vitesse variable
Le point de vitesse variable est la position du coulisseau lorsqu'il passe de la vitesse à vide à la vitesse de travail. La position du point de changement de vitesse peut être réglée en programmant l'élément "point de changement de vitesse" du contrôleur.
Réglage du point mort bas
Une fois que le vérin a terminé sa course de travail, la position du point mort bas peut être réglée en programmant l'élément "Valeur de l'axe Y" du contrôleur.
Réglage de la pression de travail du système hydraulique
La pression nécessaire à la flexion peut être calculée à l'aide de la méthode du tableau ou de la méthode de la formule, la méthode du tableau étant privilégiée.
Calcul de la pression par la méthode de la formule
La pression de flexion requise peut être calculée à partir de la formule de flexion suivante :
Calculé force de flexion F1 = 1,42×10000×530×15²/(1000×120) ≈ 14000 (KN)
Compte tenu de l'influence des différents facteurs, la réserve 10% doit être ajoutée pour calculer la force de flexion.
Par conséquent, F2=1.1 × F1 = 1.1 × 14000=15400(kN)
Calcul de la pression par la méthode du tableau
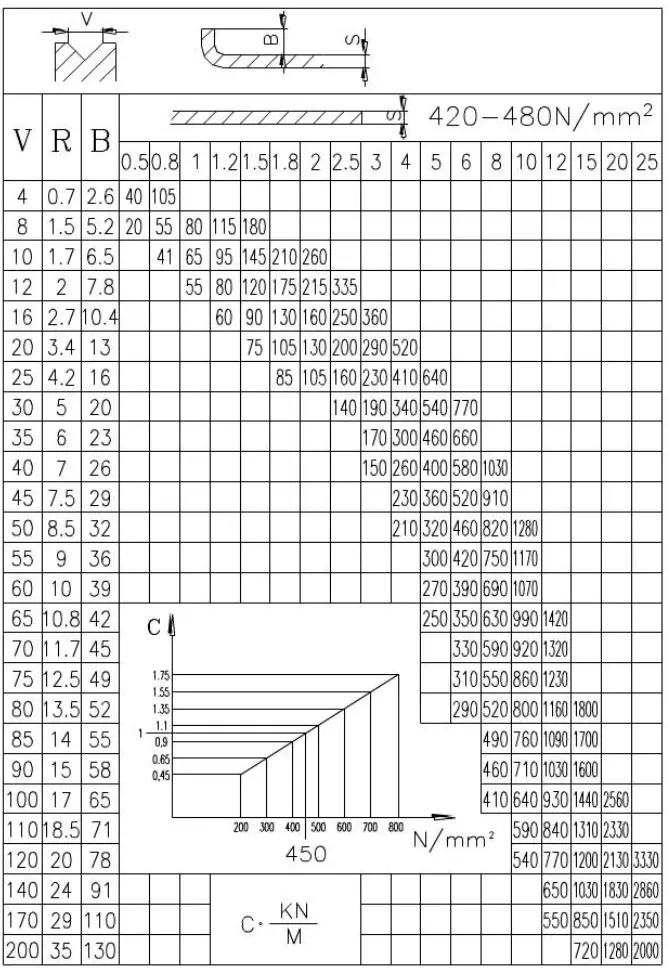
Le tableau des pressions de flexion est présenté dans la figure ci-dessous.
La valeur de la force de flexion dans le tableau est donnée lorsque σ b = 450N/mm², et son unité est KN/m.
Dans le tableau,
S - épaisseur de la plaque (mm)
V - largeur d'ouverture de la matrice inférieure (mm, 8 × épaisseur de la plaque)
Vous pouvez utiliser le tableau des pressions de flexion pour déterminer la pression de flexion nécessaire.
Par exemple :
Le tableau montre qu'à l'intersection de l'épaisseur de la plaque S = 15 mm et de la distance d'ouverture V = 120 mm, la force de flexion par mètre est F3 = 1200kN/m.
Puisque σ b = 530N/mm², vérifiez le tableau C ≈ 1.18. (530/450≈1.18)
Calculer la force de flexion : F1=F3 × L × C=1200 × 10 × 1,18 ≈ 14000 (kN)
La force de flexion requise est calculée en ajoutant la réserve 10%.
Par conséquent, la force de flexion requise : F2=1,1 × F1=1,1 × 14000=15400 (kN)
Réglage de la pression de travail
Si la force de flexion calculée F2 d'une longueur de flexion est inférieure à la force de sortie de la machine P dans le tableau ci-dessus, la pression de travail du système hydraulique doit être réduite afin de diminuer la température de l'huile et d'améliorer la durée de vie des composants hydrauliques.
La pression de travail Q du système hydraulique peut être calculée par la formule suivante :
Q=28 × F2/P(MPa)
La pression de travail du système hydraulique peut être réglée par le contrôleur de la machine-outil.
Pendant le réglage, vérifiez la valeur P correspondante dans le tableau des pressions de flexion en fonction de la force de flexion réelle et entrez-la dans l'ordinateur.
Montant convexe de la table de travail
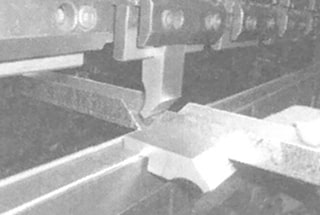
L'établi et le vérin sont soutenus en deux points sur toute la longueur.
Sous l'action de la force de chargement P, une déformation se produit, et l'ampleur de la déformation est représentée par f (voir la figure ci-dessous).
Afin de résoudre ce problème, la machine adopte un "convexe" mobile sur la table de travail pour compenser la déformation de la table de travail et du coulisseau et améliorer la précision de l'angle et de l'inclinaison. rectitude de la pièce.
La convexité réglable de la table de travail est comprise entre 0 et 2,0 mm.
En cours de fonctionnement, déterminer la valeur convexe en fonction de la situation réelle. charge de flexion (ou la différence d'angle entre les deux extrémités de la pièce et le milieu), puis l'introduire dans le contrôleur pour qu'il fonctionne.
L'extrémité du moteur de réglage de la convexité comporte un petit trou et une série de chiffres qui servent respectivement de positions de référence pour le trou de mesure et le point zéro de la convexité. Ils permettent aux utilisateurs de déterminer facilement le point zéro convexe.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pourquoi les vérins des presses plieuses à commande numérique se déforment-ils, entraînant des retards de production coûteux ? Cet article explore les causes courantes de la déformation des vérins des presses plieuses à commande numérique, de l'utilisation prolongée aux contraintes matérielles,...
Par rapport aux presses plieuses conventionnelles, les presses plieuses à commande numérique présentent de nombreux avantages en termes d'amélioration de l'efficacité du travail. Nous expliquons ici ces avantages en 6 points. Interface utilisateur graphique L'interface utilisateur sert...
Avez-vous déjà eu du mal à choisir le bon contrôleur de presse plieuse pour vos besoins de fabrication ? Dans cet article, nous allons explorer les différences entre les systèmes NC et CNC, afin de vous aider à...
Avez-vous déjà eu du mal à atteindre la précision et l'efficacité lors de l'utilisation d'une presse plieuse à commande numérique ? Cet article présente des conseils pratiques pour optimiser les opérations de la presse plieuse à commande numérique....
Vous êtes-vous déjà demandé ce qui rend une presse plieuse CNC si précise et si puissante ? Cet article se penche sur les éléments essentiels qui contribuent à son efficacité, du robuste banc...
Vous êtes-vous déjà demandé comment maintenir votre presse plieuse CNC en parfait état ? L'entretien de votre machine ne se limite pas à un simple nettoyage occasionnel ; il s'agit de s'assurer que chaque pièce, du système hydraulique...
Vous avez du mal à réaliser des pliages irréguliers sur votre presse plieuse à commande numérique ? Cet article démystifie les ajustements critiques nécessaires pour une synchronisation et une précision parfaites. De la mise au point du système d'asservissement électro-hydraulique à...
L'installation d'une presse plieuse à commande numérique peut sembler intimidante, mais elle est essentielle à la précision du travail des métaux. Ce guide couvre les étapes critiques : soulever la machine, assurer une fondation adéquate, faire...
Vous êtes-vous déjà demandé comment les presses plieuses à commande numérique parvenaient à une synchronisation précise ? Cet article se penche sur le système électro-hydraulique des presses plieuses à commande numérique et explique le fonctionnement des composants tels que les cylindres hydrauliques et les valves proportionnelles...
Faites passer votre entreprise à la vitesse supérieure