CNC Abkantpresse Biegeparameter: Die Einstellung wird erklärt
Haben Sie sich schon einmal gefragt, wie man eine CNC-Abkantpresse für optimale Leistung feineinstellt? Dieser Artikel befasst sich mit den wichtigsten Einstellungen, die für die Biegeparameter erforderlich sind, wie z. B. Hubeinstellungen und Arbeitsdruck. Sie erfahren, wie Sie den oberen Totpunkt und variable Geschwindigkeitspunkte programmieren und den erforderlichen Hydraulikdruck berechnen können. Unabhängig davon, ob Sie Präzision oder Langlebigkeit Ihrer Ausrüstung anstreben, ist das Verständnis dieser Einstellungen entscheidend für eine effiziente und genaue Metallbearbeitung. Sind Sie bereit, die Fähigkeiten Ihrer CNC-Abkantpresse zu verbessern? Dann fangen wir an.
Während des Arbeitsprozesses müssen die Positionen des oberen Totpunkts, des Geschwindigkeitswechselpunkts und des unteren Totpunkts der CNC-Abkantpresse entsprechend den Prozessanforderungen zum Biegen des Werkstücks eingestellt werden. Der Arbeitsdruck des Hydrauliksystems sollte ebenfalls entsprechend der tatsächlichen Biegekraft eingestellt werden.
Einstellung des Hubs
Einstellung des oberen Totpunkts
Die Position des oberen Totpunkts kann durch Programmieren des Punkts "Öffnung" des Steuergeräts eingestellt werden, um die oberen und unteren Positionen zu ändern. Siehe den Abschnitt "CNC-System Betriebsanleitung" für Einzelheiten.
Variable Einstellung des Drehzahlpunktes
Der variable Geschwindigkeitspunkt ist die Position des Stößels, wenn er von der Leerlaufgeschwindigkeit auf die Arbeitsgeschwindigkeit umschaltet. Die Position des Umschaltpunktes kann durch Programmierung des Punktes "Umschaltpunkt" der Steuerung eingestellt werden.
Einstellung des unteren Totpunkts
Nachdem der Stößel den Arbeitshub beendet hat, kann die untere Totpunktposition durch Programmierung des Punktes "Y-Achsenwert" der Steuerung eingestellt werden.
Einstellung des Arbeitsdrucks der Hydraulikanlage
Der für die Biegung erforderliche Druck kann nach der Tabellenmethode oder nach der Formelmethode berechnet werden, wobei die Tabellenmethode vorzuziehen ist.
Berechnung des Drucks nach der Formelmethode
Der erforderliche Biegedruck lässt sich anhand der folgenden Biegeformel berechnen:
Berechnet Biegekraft F1 = 1,42×10000×530×15²/(1000×120) ≈ 14000 (KN)
Unter Berücksichtigung des Einflusses verschiedener Faktoren ist zur Berechnung der Biegekraft die Reserve 10% zu addieren.
Daher gilt: F2=1,1 × F1 = 1,1 × 14000=15400(kN)
Berechnung des Drucks nach der Methode der Tabellenkalkulation
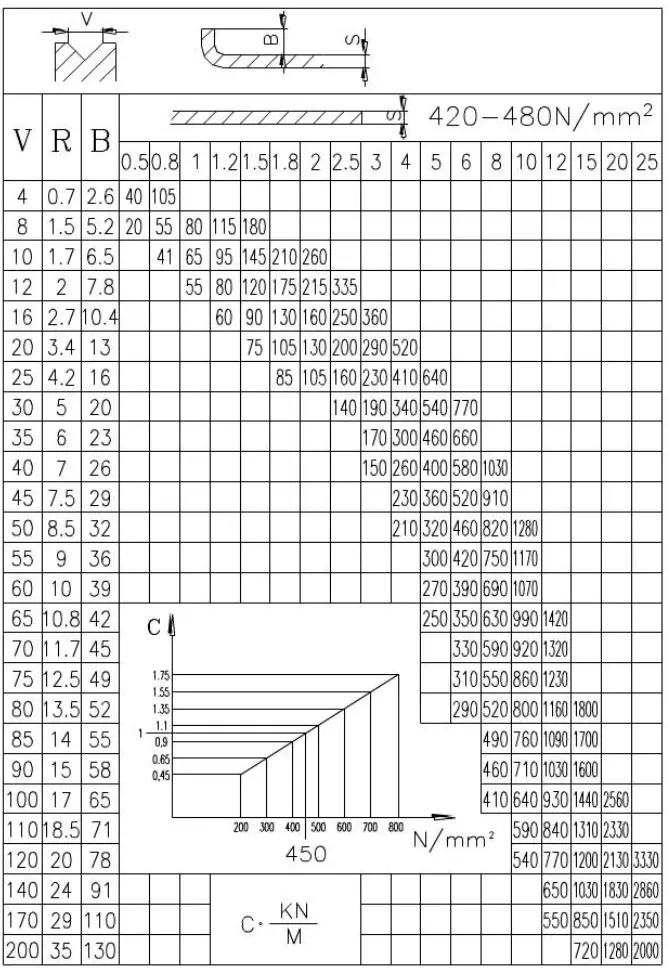
Die Biegedrucktabelle ist in der nachstehenden Abbildung dargestellt.
Der Wert der Biegekraft in der Tabelle ist angegeben, wenn σ b = 450N/mm², und die Einheit ist KN/m.
In der Tabelle,
S - Blechdicke (mm)
V - Öffnungsweite der unteren Matrize (mm, 8 × Blechdicke)
Mit Hilfe der Biegedrucktabelle können Sie den erforderlichen Biegedruck ermitteln.
Zum Beispiel:
Aus der Tabelle geht hervor, dass die Biegekraft pro Meter am Schnittpunkt von Blechdicke S = 15 mm und Öffnungsabstand V = 120 mm F3 = 1200 kN/m beträgt.
Da σ b = 530N/mm², siehe Tabelle C ≈ 1.18. (530/450≈1.18)
Berechnen Sie die Biegekraft: F1=F3 × L × C=1200 × 10 × 1,18 ≈ 14000 (kN)
Die erforderliche Biegekraft ist durch Addition der Reserve 10% zu berechnen.
Daraus ergibt sich die erforderliche Biegekraft: F2=1,1 × F1=1,1 × 14000=15400 (kN)
Einstellung des Arbeitsdrucks
Wenn die berechnete Biegekraft F2 einer Biegelänge kleiner ist als die Maschinenausgangskraft P in der obigen Tabelle, sollte der Arbeitsdruck des Hydrauliksystems reduziert werden, um die Öltemperatur zu senken und die Lebensdauer der Hydraulikkomponenten zu erhöhen.
Der Arbeitsdruck Q des Hydrauliksystems kann nach folgender Formel berechnet werden:
Q=28 × F2/P(MPa)
Der Arbeitsdruck des Hydrauliksystems kann über die Steuerung der Werkzeugmaschine eingestellt werden.
Überprüfen Sie während der Einstellung den entsprechenden P-Wert in der Biegedrucktabelle entsprechend der tatsächlichen Biegekraft und geben Sie ihn in den Computer ein.
Konvexer Betrag des Arbeitstisches
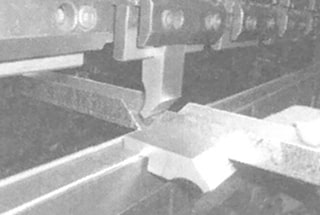
Die Werkbank und der Stößel sind über die gesamte Länge an zwei Punkten abgestützt.
Unter der Einwirkung der Belastungskraft P kommt es zu einer Verformung, deren Ausmaß durch f dargestellt wird (siehe Abbildung unten).
Um dieses Problem zu lösen, verwendet die Maschine eine bewegliche "Konvexe" auf dem Arbeitstisch, um die Verformung des Arbeitstisches und des Stößels zu kompensieren und die Genauigkeit des Winkels zu verbessern. Geradheit des Werkstücks.
Die einstellbare Wölbung des Arbeitstisches reicht von 0 bis 2,0 mm.
Bestimmen Sie während des Betriebs den konvexen Wert entsprechend dem aktuellen Biegebelastung Kraft (oder die Winkeldifferenz zwischen den beiden Enden des Werkstücks und der Mitte), und geben Sie sie dann in die Steuerung für den Betrieb ein.
Am Ende des konvexen Einstellmotors befinden sich ein kleines Loch und eine Reihe von Zahlen, die als Referenzpositionen für das Messloch bzw. den konvexen Nullpunkt dienen. Diese erleichtern dem Benutzer die Bestimmung des konvexen Nullpunkts.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Warum verformen sich die Stößel von CNC-Abkantpressen und verursachen kostspielige Produktionsverzögerungen? In diesem Artikel werden die häufigsten Ursachen für die Verformung von Stößeln in CNC-Abkantpressen untersucht, von längerem Gebrauch bis hin zu...
Im Vergleich zu herkömmlichen Abkantpressen haben CNC-Abkantpressen viele Vorteile bei der Verbesserung der Arbeitseffizienz. Im Folgenden werden diese Vorteile in 6 Punkten erläutert. Grafische Benutzeroberfläche Die Benutzeroberfläche dient...
Hatten Sie schon einmal Probleme bei der Auswahl der richtigen Abkantpressensteuerung für Ihre Produktionsanforderungen? In diesem Artikel gehen wir auf die Unterschiede zwischen NC- und CNC-Systemen ein und helfen Ihnen, die...
Hatten Sie schon einmal Probleme, bei der Verwendung einer CNC-Abkantpresse Präzision und Effizienz zu erreichen? Dieser Artikel befasst sich mit praktischen Tipps zur Optimierung Ihrer CNC-Abkantpressen, vom Hinzufügen von...
Haben Sie sich jemals gefragt, was eine CNC-Abkantpresse so präzise und leistungsstark macht? Dieser Artikel befasst sich mit den wesentlichen Komponenten, die zu ihrer Effizienz beitragen, vom robusten Bett bis zur...
Haben Sie sich jemals gefragt, wie Sie Ihre CNC-Abkantpresse in einem Top-Zustand halten können? Zur Wartung Ihrer Maschine gehört mehr als nur eine gelegentliche Reinigung; es geht darum, dass jedes Teil, vom Hydrauliksystem bis zur...
Haben Sie mit ungleichmäßigen Biegungen an Ihrer CNC-Abkantpresse zu kämpfen? Dieser Artikel entmystifiziert die entscheidenden Einstellungen, die für eine perfekte Synchronisation und Präzision erforderlich sind. Von der Feinabstimmung des elektrohydraulischen Servosystems bis zur...
Die Installation einer CNC-Abkantpresse kann entmutigend wirken, ist aber für die Präzision in der Metallbearbeitung unerlässlich. In diesem Leitfaden werden die wichtigsten Schritte behandelt: Anheben der Maschine, Sicherstellen eines geeigneten Fundaments, Herstellen der...
Haben Sie sich schon einmal gefragt, wie CNC-Abkantpressen eine präzise Synchronisierung erreichen? Dieser Artikel befasst sich mit dem elektrohydraulischen System hinter CNC-Abkantpressen und erklärt, wie Komponenten wie Hydraulikzylinder und Proportionalventile funktionieren...