Como es bien sabido, el progreso de la producción industrial y el avance de la ciencia y la tecnología están estrechamente ligados al uso de autómatas programables (PLC) para la automatización.
PLC puede entenderse en sentido amplio como:
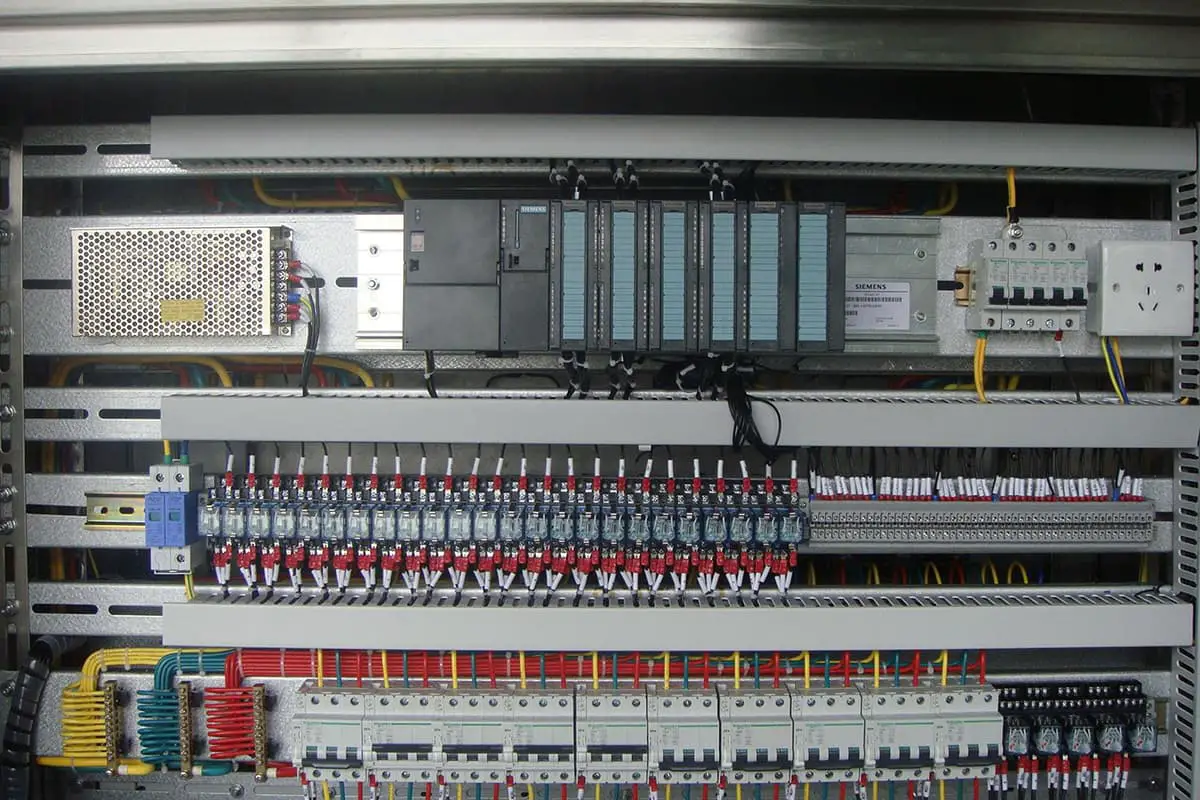
Armario de control centralizado para extensiones de relé.
En aplicaciones industriales prácticas, el uso de un controlador lógico programable (PLC) reduce significativamente los costes de control al tiempo que mejora la gestión centralizada y la automatización de los equipos.
Para conocer a fondo el PLC, es esencial establecer primero una base sólida en la tecnología.
1.A partir de la composición del PLC, además de la CPU, la memoria y la interfaz de comunicación, ¿qué otras interfaces están directamente relacionadas con el sitio industrial? Y explicar sus principales funciones.
1) Interfaz de entrada:
Recibe la señal del equipo controlado, y acciona el circuito interno para encender o apagar a través del optoacoplador y el circuito de entrada.
2) Interfaz de salida:
El resultado de la ejecución del programa se emite a través del optoacoplador y los componentes de salida (relé, tiristor y transistor) de la interfaz de salida para controlar el encendido o apagado de la carga externa.
2. ¿De qué partes consta la unidad básica del PLC? ¿Qué papel desempeña cada una de ellas?
1)CPU:
El componente central del PLC, que ordena al PLC realizar diversos trabajos.
Como la recepción de programas y datos de usuario, el diagnóstico, la ejecución de programas, etc;
2) Memoria:
Sistema de almacenamiento y programas y datos de usuario;
3) Interfaz I/O:
La parte de conexión entre el PLC y el objeto controlado en el sitio de producción industrial se utiliza para recibir la señal del equipo controlado y emitir el resultado de la ejecución del programa;
4) Interfaz de comunicación:
Intercambia información con el monitor, la impresora y otros equipos a través de la interfaz de comunicación;
5) Fuente de alimentación.
3.¿Cuáles son los tipos de interfaces de salida de conmutación de PLC? ¿Cuáles son las características de cada una?
Tipo de salida tiristor:
Generalmente, sólo puede soportar carga de CA, con una velocidad de respuesta rápida y una frecuencia de acción elevada;
TTipo de salida de transistor:
Generalmente, sólo puede soportar carga de CC, con una velocidad de respuesta rápida y una frecuencia de acción elevada;
Tipo de salida de relé:
En general, puede soportar cargas de CA y CC, pero su tiempo de respuesta es largo y su frecuencia de acción es baja.
4. Según el tipo de estructura, ¿en qué tipos puede dividirse el PLC? ¿Cuáles son las características de cada uno?
1) Integral:
CPU, fuente de alimentación y componentes I / O se concentran en un chasis, que tiene una estructura compacta y bajo precio. Generalmente, los PLC pequeños adoptan esta estructura;
2) Modular:
Cada parte del PLC se divide en varios módulos separados, y se pueden seleccionar diferentes módulos según las necesidades para formar un sistema. Tiene las características de configuración flexible, conveniente expansión y mantenimiento. Generalmente, esta estructura se adopta para PLC medianos y grandes.
El PLC modular se compone de un bastidor o placa base y varios módulos, que se instalan en el zócalo del bastidor o placa base.
3) Tipo de pila:
Combinado con las características de integral y modular, la CPU, la fuente de alimentación y la interfaz de E / S del PLC apilado también son módulos independientes, pero están conectados por cables, lo que hace que el sistema no sólo sea de configuración flexible, sino también de pequeño volumen.
5. ¿Cuál es el ciclo de exploración del PLC? ¿Cuál es su principal influencia?
El proceso de exploración del PLC incluye cinco etapas: procesamiento interno, servicio de comunicación, procesamiento de entrada, ejecución del programa y procesamiento de salida.
El tiempo necesario para escanear en estas cinco etapas se denomina ciclo de escaneado.
El ciclo de exploración está relacionado con la velocidad de funcionamiento de la CPU, la configuración del hardware del PLC y la longitud del programa de usuario.
6. ¿Cómo ejecuta el PLC el programa de usuario? 7. ¿Cuáles son las etapas de ejecución del programa de usuario?
El PLC ejecuta el programa de usuario mediante barrido cíclico.
El proceso de ejecución del programa de usuario incluye la etapa de muestreo de entrada, la etapa de ejecución del programa y la etapa de refresco de salida.
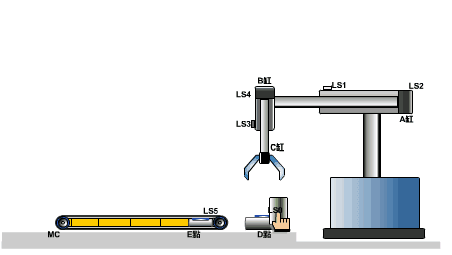
Diagrama esquemático de la estructura del interruptor de botón
1. Tapa de botón
2. Muelle de retorno
3. Contacto móvil
4. Contacto estático normalmente cerrado
5. Contacto estático normalmente abierto
7. ¿Cuáles son las ventajas del sistema de control PLC en comparación con el sistema de control por relé?
1) Método de control:
El PLC adopta el modo de programa para realizar el control, que es fácil de cambiar o aumentar los requisitos de control, y el contacto del PLC es ilimitado;
2) Modo de trabajo:
El PLC adopta el modo de trabajo en serie para mejorar la capacidad antiinterferente del sistema;
3) Velocidad de control:
El contacto del PLC es en realidad un disparador, y el tiempo de ejecución de las instrucciones está en el nivel del microsegundo;
4) Cronometraje y recuento:
El PLC utiliza un circuito integrado semiconductor como temporizador, el impulso de reloj lo proporciona un oscilador de cristal, con una alta precisión de retardo y un amplio rango.
El PLC tiene una función de recuento que no tiene el sistema de relés;
5) Fiabilidad y mantenimiento:
El PLC adopta tecnología microelectrónica de alta fiabilidad, y su función de autoinspección puede averiguarse a tiempo.
8. ¿Por qué el PLC produce retardo en la respuesta de salida? 9. ¿Cómo mejorar la velocidad de respuesta I/O?
El PLC adopta un modo de exploración circular con muestreo centralizado y salida centralizada. Esto significa que el estado de la entrada sólo puede leerse durante la etapa de muestreo de entrada de cada ciclo de exploración, y el resultado de la ejecución del programa sólo puede enviarse durante la etapa de refresco de salida.
Además, el retardo de entrada y salida del PLC, junto con la longitud del programa de usuario, puede provocar un retraso en la respuesta de salida.
Para mejorar la respuesta de E/S, hay varias opciones disponibles, como muestreo directo de entrada, refresco de salida, entrada y salida de interrupción e interfaz de E/S inteligente.
9. ¿Qué son los relés suaves internos de la serie PLC de Siemens?
Relé de entrada, relé de salida, relé auxiliar, registro de estado, temporizador, contador y registro de datos.
10. ¿Cómo seleccionar el PLC?
1) Selección del modelo:
Se tendrán en cuenta la forma estructural, el modo de instalación, los requisitos funcionales, la velocidad de respuesta, los requisitos de fiabilidad, la unificación de modelos y otros aspectos;
2) Selección de capacidad:
Deben tenerse en cuenta los puntos de entrada/salida y la capacidad de almacenamiento del usuario;
3) Selección del módulo I/O:
Incluye la selección del valor de conmutación y del módulo analógico de E/S, así como la selección del módulo de funciones especiales;
4) Selección del módulo de potencia, el programador y otros equipos.
11. BDescriba brevemente las características del modo de trabajo de muestreo centralizado y salida centralizada del PLC, y cuáles son las ventajas y desventajas de este modo de trabajo.
Muestreo centralizado:
En un ciclo de exploración, el muestreo del estado de entrada sólo se realiza en la etapa de muestreo de entrada. Al entrar en la etapa de ejecución del programa, se bloqueará el extremo de entrada.
Salida centralizada:
Durante un ciclo de exploración, el estado relacionado con la salida en el registro de imagen de salida sólo se transfiere al latch de salida durante la etapa de refresco de salida para actualizar la interfaz de salida. El estado de salida siempre se conserva en el registro de imagen de salida durante las demás etapas.
Aunque este modo de funcionamiento puede mejorar la fiabilidad del sistema y su capacidad antiinterferencias, también puede provocar un retraso en la respuesta de entrada/salida del PLC.
12. ¿Qué tipo de modo de trabajo adopta el PLC? ¿Cuáles son sus características?
El PLC adopta el modo de trabajo de muestreo centralizado, salida centralizada y exploración cíclica.
Cracterística:
El muestreo centralizado se refiere al proceso en el que, durante un ciclo de exploración, el PLC muestrea el estado de entrada sólo en la etapa de muestreo de entrada. Una vez que entra en la etapa de ejecución del programa, el extremo de entrada se bloquea.
La salida centralizada, por otro lado, implica que el PLC transfiere el estado relacionado con la salida en el registro de imagen de salida al latch de salida sólo en la etapa de refresco de salida. Esto refresca la interfaz de salida, y el estado de salida se guarda en el registro de imagen de salida durante otras etapas.
La exploración cíclica hace referencia al proceso en el que el PLC debe realizar varias operaciones en un ciclo de exploración. Esto se consigue mediante el método de barrido de tiempo compartido, en el que las operaciones se ejecutan una a una en orden y se repiten una y otra vez.
13. ¿Cuáles son las partes principales del contactor electromagnético? Bescriba brevemente tl principio de funcionamiento del contactor electromagnético.
Un contactor electromagnético suele constar de varios componentes, como un mecanismo electromagnético, contactos, un dispositivo de extinción de arcos, un mecanismo de resorte de liberación, un soporte y una base.
El contactor funciona según el principio electromagnético:
Cuando se excita una bobina electromagnética, la corriente que la atraviesa genera un campo magnético. Este campo magnético hace que el núcleo de hierro estacionario genere una atracción electromagnética, que tira de la armadura hacia él. Como resultado, se acciona la acción del contacto, y el contacto normalmente cerrado se abre mientras que el contacto normalmente abierto se cierra.
Estas dos acciones son interdependientes.
Cuando la bobina deja de estar excitada, la fuerza electromagnética deja de existir y el muelle de desbloqueo hace que la armadura vuelva a su sitio, restableciendo así los contactos. Esto significa que el contacto normalmente abierto vuelve a estar abierto mientras que el contacto normalmente cerrado está cerrado.
14. Breve definición de controlador lógico programable (PLC).
Un controlador lógico programable (PLC) es un dispositivo electrónico diseñado para operaciones digitales en un entorno industrial. Utiliza una memoria programable para almacenar instrucciones de ejecución de operaciones lógicas, secuenciales, de temporización, de recuento y aritméticas. Esto le permite controlar diversos tipos de maquinaria o procesos de producción mediante entradas y salidas digitales o analógicas.
Al diseñar un PLC y sus equipos periféricos relacionados, es esencial seguir el principio de que debe ser fácil de integrar con el sistema de control industrial y ampliar sus funciones para formar un sistema unificado.
15. Responda brevemente a la diferencia de principio de funcionamiento entre el sistema PLC y el sistema de contactores de relé.
Hay diferentes componentes, distintos números de contactos y distintos métodos de control.