Descubra el lenguaje secreto que da vida a las máquinas. En esta cautivadora entrada de blog, nos sumergiremos en el fascinante mundo del código G y el código M, los comandos de programación esenciales que hacen posible el mecanizado CNC. Tanto si es un ingeniero experimentado como un aprendiz curioso, acompáñenos mientras desentrañamos los misterios que se esconden tras estos códigos y exploramos cómo permiten a las máquinas realizar tareas complejas con una precisión inigualable. Prepárese para asombrarse con el increíble potencial de la programación CNC.
En el mecanizado CNC, los códigos G y los códigos M son dos comandos de programación fundamentales que se utilizan para controlar el movimiento y la funcionalidad de las máquinas herramienta.
El código G, también conocido como "código geométrico" o "código preparatorio", se utiliza principalmente para definir el movimiento y el posicionamiento de la herramienta de corte. Estos códigos instruyen a la máquina sobre cómo moverse, como el movimiento rápido (G00), la interpolación lineal (G01) y la interpolación circular (G02 y G03), entre otros.
Por otro lado, el código M, también conocido como "código misceláneo", controla diversas funciones de la máquina herramienta, como la rotación del husillo, el ajuste del flujo de refrigerante y el cambio de herramienta. Cada código G y M suele ir seguido de un número que representa una función o comando específico.
La existencia de códigos G y códigos M permite a las máquinas herramienta CNC realizar complejas tareas de mecanizado. Mediante instrucciones de programación precisas, controlan las acciones de la máquina herramienta, lo que da lugar a efectos de mecanizado de alta precisión y calidad.
Las distintas combinaciones de códigos G y M pueden completar diversas operaciones de mecanizado, entre las que se incluyen el taladrado, el fresado y el torneado. Sin embargo, es importante tener en cuenta que los sistemas CNC de los distintos fabricantes pueden tener variaciones en los significados y aplicaciones específicos de estos códigos. Por lo tanto, es necesario consultar el manual de funcionamiento de la máquina herramienta específica o consultar al fabricante para garantizar una aplicación correcta.
En resumen, los códigos G y los códigos M son partes indispensables del mecanizado CNC. Juntos, forman el lenguaje de programación de las máquinas herramienta CNC, haciendo que el proceso de mecanizado mecánico sea más flexible y eficaz. El dominio de los significados y aplicaciones de estos códigos es crucial para los programadores de CNC.
¿Qué es el código G?
El código G (también conocido como RS-274) es el lenguaje de programación NC más utilizado.
Tiene muchas versiones y se utiliza principalmente para controlar máquinas herramienta automáticas en la fabricación asistida por ordenador.
El código G se denomina a veces lenguaje de programación G.
El código G es la instrucción del programa de control numérico. Comúnmente se denomina instrucción G.
El código G puede utilizarse para realizar el posicionamiento rápido, la interpolación de círculos inversa, la interpolación de círculos a lo largo, la interpolación de arcos de punto medio, la programación de radios y el procesamiento de saltos.
¿Qué es el código M?
El código M se define como código de función auxiliar en el programa FANUC.
El código M desempeña un papel de control auxiliar para la máquina herramienta y se utiliza para el comando de movimiento no axial.
Lista de códigos G y M
1. Torno FANUC Código G
Código G
Explique
G00
Posicionamiento (movimiento rápido)
G01
Corte lineal
G02
En el sentido de las agujas del reloj corte por arco (en el sentido de las agujas del reloj)
G03
Arco de posicionamiento tangencial (movimiento rápido) en sentido antihorario (CCW, contrarreloj)
G04
Pausa (dwel1)
G09
Parada en la posición exacta
G20
Entrada imperial
G21
Entrada métrica
G22
Límite efectivo de recorrido interno
G23
Límite de recorrido interno no válido
G27
Comprobar el retorno del punto de referencia
G28
Retorno del punto de referencia
G29
Retorno desde el punto de referencia
G30
Volver al segundo punto de referencia
G32
Corte de hilo
G40
Cancelar el desplazamiento del radio de la punta de la herramienta
G41
Desplazamiento del radio de la nariz (izquierda)
G42
Desplazamiento del radio del morro (derecha)
G50
Modifica las coordenadas de la pieza; Establece las rpm máximas del cabezal
G52
Establecer el sistema de coordenadas local
G53
Seleccionar el sistema de coordenadas de la máquina
Ciclo de mecanizado de agujeros profundos en la cara frontal
G75
Círculo exterior, círculo interior, ciclo de ranurado
1
Círculo exterior, círculo interior, ciclo de giro
G92
Ciclo de corte del hilo
Fin del ciclo de corte
G96
2
Velocidad lineal constante en
G97
Velocidad lineal constante desactivada
*G98
3
Alimentación por minuto
G99
Avance por revolución
18. Instrucción GSK980T M
Código M
Instrucción
M03
Giro del husillo hacia delante
M04
Inversión del eje
M05
Tope del husillo
M08
Refrigerante encendido
M09
Refrigerante apagado (sin señal de salida)
M32
Lubricación en
M33
Lubricación desactivada (sin señal de salida)
M10
Recambio
M11
Punta de repuesto (sin salida de señal)
M00
El programa se suspende. Pulse el programa 'inicio de ciclo' para continuar
M30
El programa termina y vuelve al principio
19. GSK928 TC / TE Código G
Código G
Función
G00
Posicionamiento (movimiento rápido)
*G01
Interpolación lineal (avance de corte)
G02
Interpolación de arco CW (sentido horario)
G03
Interpolación circular CCW (sentido antihorario)
G32
Tapping circulación
G33
Corte de hilo
G71
Círculo exterior ciclo de giro aproximado
G72
Fin del ciclo de giro brusco
G74
Ciclo de mecanizado de agujeros profundos en la cara frontal
G75
Círculo exterior, círculo interior, ciclo de ranurado
G90
Círculo exterior, círculo interior, ciclo de giro
G92
Ciclo de corte del hilo
G94
Círculo exterior superficie cónica interior circulación
G22
Inicio de ciclo local
G80
Fin del ciclo local
*G98
Alimentación por minuto
G99
Avance por revolución
G50
Fijar el sistema de coordenadas absolutas de la pieza
G26
10. Referencia posterior del eje Z
G27
Eje X de vuelta al punto de referencia
G29
Eje Z de vuelta al punto de referencia
20. GSK928 Código TC / TEM
Código M
Instrucción
M03
Giro del husillo hacia delante
M04
Inversión del eje
M05
Tope del husillo
M08
Refrigerante encendido
M09
Refrigerante apagado (sin señal de salida)
M32
Lubricación en
M33
Lubricación desactivada (sin señal de salida)
M10
Recambio
M11
Punta de repuesto (sin salida de señal)
MOO
Programa pausa, pulse' inicio ciclo 'programa para continuar
M30
El programa termina y vuelve al principio
21. GSK990M G Código
Código G
Grupo
Explique
G00
1
Posicionamiento (movimiento rápido)
G01
Corte lineal
G02
Arco circular en el sentido de las agujas del reloj
G03
Arco tangente antihorario
G04
0
suspender
G17
2
Asignación de caras XY
G18
Asignación de caras XZ
G19
Asignación de caras YZ
G28
0
Máquina de retorno al origen
G29
Retorno desde el punto de referencia
*G40
7
Anular el desplazamiento del diámetro de la herramienta
G41
Diámetro de la herramienta offset izquierdo
G42
Diámetro de la herramienta desplazamiento a la derecha
*G43
8
Longitud de la herramienta + offset de dirección
*G44
Longitud de la herramienta menos desvío de dirección
G49
Anular el desplazamiento de la longitud de la herramienta
*G53
14
selección del sistema de coordenadas de la máquina herramienta
G54
sistema de coordenadas de la pieza 1 Selección
G55
selección del sistema de coordenadas de la pieza 2
G56
selección del sistema de coordenadas de la pieza 3
G57
sistema de coordenadas de la pieza 4 selección
G58
sistema de coordenadas de la pieza 5 Selección
G59
sistema de coordenadas de la pieza 6 selección
G73
9
ciclo de perforación profunda de alta velocidad
G74
ciclo de corte en espiral izquierda
G76
ciclo de taladrado fino
*G80
cancelar ciclo fijo
G81
ciclo de perforación (perforación puntual)
G82
ciclo de perforación (taladrado de agujeros escalonados)
G83
ciclo de perforación profunda
G84
ciclo de roscado
G85
ciclo aburrido
G86
circulación de la perforación
G87
ciclo de perforación inverso
G88
ciclo aburrido
G89
ciclo aburrido
*G90
3
utilizar el comando de valor absoluto
G91
utilizar el comando de valor incremental
G92
0
establecer el sistema de coordenadas de la pieza
*G98
10
ciclo fijo vuelta al punto de partida
*G99
vuelta al punto r del ciclo fijo
22. GSK990M Código M
Código M
Instrucción
M00
Parada del programa
M01
Seleccionar Parada
M02
Fin de programa (reset)
M03
Giro del husillo hacia delante (CW)
M04
Inversión del husillo (CCW)
M05
Tope del husillo
M06
Cuchillo de cambio
M08
Líquido de corte en
M09
Corte del fluido
M10
Sujeción
M11
Publique
M32
Lubricación en
M33
Lubricación desactivada
M98
Llamada a subrutina
M99
Fin de la subrutina
23. GSK928MA Código G
Código G
Explique
G00
Posicionamiento (movimiento rápido)
G1
Corte lineal
G02
Arco circular en el sentido de las agujas del reloj
G03
Arco tangente antihorario
G04
Retraso en la espera
G17
Asignación de caras XY
G18
Asignación de caras XZ
G19
Asignación de caras YZ
G28
Máquina de retorno al origen
G29
Retorno desde el punto de referencia
*G40
Anular el desplazamiento del diámetro de la herramienta
G41
Diámetro de la herramienta offset izquierdo
G42
Diámetro de la herramienta desplazamiento a la derecha
*G43
Longitud de la herramienta + offset de dirección
*G44
Desplazamiento de la longitud de la herramienta en una dirección
G49
Anular el desplazamiento de la longitud de la herramienta
*G53
Selección del sistema de coordenadas de la máquina
G54
Sistema de coordenadas de la pieza 1 Selección
G55
Selección del sistema de coordenadas de la pieza 2
G56
Selección del sistema de coordenadas de la pieza 3
G57
Selección del sistema de coordenadas de la pieza 4
G58
Sistema de coordenadas de la pieza 5 Selección
G59
Selección del sistema de coordenadas de la pieza 6
G73
Ciclo de perforación profunda de alta velocidad
G74
Ciclo de corte en espiral a la izquierda
G80
Cancelar ciclo fijo
G81
Ciclo de perforación (perforación puntual)
G82
Ciclo de perforación (taladrado de orificios escalonados)
G83
Ciclo de perforación profunda
G84
Circulación derecha
G85
Ciclo de aburrimiento
G86
Ciclo de perforación
G89
Ciclo de aburrimiento
*G90
Utilizar el comando de valor absoluto
G91
Utilizar el comando de valor incremental
G92
Establecer sistema de coordenadas flotante
*G98
Ciclo fijo de retorno al punto de partida
*G99
Vuelta al punto r del ciclo fijo
G10 G11
Desbaste en ranura circular
G12 G13
Fresado de acabado interior de círculo completo
G14 G15
Fresado de acabado cilíndrico
G22
Funcionamiento de los parámetros del sistema (modo)
G23
Salto del valor del parámetro
G27
Detección mecánica del punto cero
G28
Localizar rápidamente el programa a través del punto medio
G31
Vuelta rápida al punto de referencia R
G34 G35
Fresado de acabado en ranura rectangular
G38 G39
Fresado de acabado exterior rectangular
24. Código GSK928MAM
M2
El programa finaliza y se detiene. Detenga el cabezal, apague el refrigerante, elimine el offset de coordenadas G93 y el offset de herramienta, y vuelva a la sección de inicio del programa (sin ejecutar). Después de ejecutar M2, el sistema cambiará al sistema de coordenadas de la pieza de referencia.
M3
Giro del husillo hacia delante
M4
Inversión del eje
M5
Parar husillo
M8
Encender la bomba de refrigeración
M9
Apagar la bomba de refrigeración
M12
Pausa: espera a que la tecla "run" siga funcionando (pulsa la tecla de parada de emergencia para detenerte)
M30
Al final del programa, elimine el decalaje de la herramienta y vuelva al segmento inicial del programa (sin ejecutar). Después de ejecutar M30, el sistema cambiará al sistema de coordenadas de la pieza de referencia.
M32
Lubricación encendida;
M33
Lubricación apagada;
M98
Llamar subrutina
M99
Subrutina end return
25. Fresadora Mitsubishi E60 Código G
Código G
Grupo
Explique
※G00
1
Posicionamiento (avance rápido)
*G01
Reparación en línea recta
G02
Corte de arco en el sentido de las agujas del reloj (CW)
G03
Corte de arco en sentido antihorario (CCW)
G04
0
suspender
G05
Modo de mecanizado de alta velocidad
G09
Detener el control correctamente
G10
Entrada de parámetros de programa / entrada de corrección
G11
Anulación de la entrada de parámetros de programa
G12
Corte circular CW
G13
Corte circular CCW
*G17
2
Selección de plano X-Y
※G18
Selección del plano z-x
G19
Selección de plano Y-Z
※G20
6
Directiva imperial
G21
Instrucción métrica
G27
0
Comprobación del origen de las referencias
G28
Restablecimiento del origen de referencia
G29
Restablecimiento del punto inicial
G30
Restablecimiento del 2º ~ 4º origen de referencia
G31
Función de salto
G33
1
Corte de hilo
G37
0
Medición automática de la longitud de la herramienta
G38
Asignación del vector de corrección del diámetro de la herramienta
G39
Herramienta de corrección del arco angular
*G40
7
Anulación de la corrección del diámetro de la herramienta
G41
Corrección del diámetro de la herramienta izquierda
G42
Corrección del diámetro de la herramienta derecha
G43
8
Corrección de la longitud de la herramienta (+)
G44
Corrección de la longitud de la herramienta (I)
*G49
Anulación de la cantidad de corrección de la longitud de la herramienta
G52
0
Ajuste del sistema de coordenadas local
G53
Selección del sistema mecánico de coordenadas
*G54
12
Sistema de coordenadas de la pieza 1 Selección
G55
12
Selección del sistema de coordenadas de la pieza 2
G56
Selección del sistema de coordenadas de la pieza 3
G57
Selección del sistema de coordenadas de la pieza 4
G58
Sistema de coordenadas de la pieza 5 Selección
G59
Selección del sistema de coordenadas de la pieza 6
G60
0
Posicionamiento unidireccional
G61
13
Asegúrese de detener el modo de inspección
G62
Ajuste automático del avance angular
G63
Modo de pulsación
*G64
Modo de corte
G73
9
Ciclo fijo (ciclo escalonado)
G74
Circulación fija (toma inversa)
G76
Ciclo fijo (taladrado fino)
*G80
Anulación del ciclo fijo
G81
Circulación fija (perforación / agujero de plomo)
G82
Ciclo fijo (taladrado / avellanado)
G83
Circulación fija (perforación profunda)
G84
Circulación fija (toma)
G85
Ciclo fijo (aburrido)
G86
Ciclo fijo (aburrido)
G87
Ciclo fijo (perforación inversa)
G88
Ciclo fijo (aburrido)
G89
Ciclo fijo (aburrido)
*G90
3
Instrucción de valor absoluto
*G91
Instrucción de valor incremental
G92
0
Ajuste del sistema mecánico de coordenadas
G93
5
Avance en sentido contrario a las agujas del reloj
*G94
Corte asíncrono (avance por minuto)
*G95
Corte simultáneo (avance para cada perforación)
*G96
17
La velocidad del ciclo debe controlarse eficazmente
*G97
El control de velocidad del ciclo debe ser inválido
*G98
10
Restablecimiento del punto de inicio del ciclo fijo
G99
Reinicio del punto r de ciclo fijo
26. Fresadora DASEN 3I Código G
Código G
Grupo
Explique
※G00
1
Posicionamiento (avance rápido)
*G01
Reparación en línea recta
G02
Corte de arco en el sentido de las agujas del reloj (CW)
G03
Corte de arco en sentido antihorario (CCW)
G04
0
suspender
G05
Modo de mecanizado de alta velocidad
G09
Detener el control correctamente
G10
Entrada de parámetros de programa / entrada de corrección
G11
Anulación de la entrada de parámetros de programa
G12
Corte circular CW
G13
Corte circular CCW
*G17
2
Selección de plano X-Y
※G18
Selección del plano z-x
G19
Selección de plano Y-Z
※G20
6
Directiva imperial
G21
Instrucción métrica
G27
0
Comprobación del origen de las referencias
G28
Restablecimiento del origen de referencia
G29
Restablecimiento del punto inicial
G30
Restablecimiento del 2º ~ 4º origen de referencia
G31
Función de salto
G33
1
Corte de hilo
G37
0
Medición automática de la longitud de la herramienta
G38
Asignación del vector de corrección del diámetro de la herramienta
G39
Herramienta de corrección del arco angular
*G40
7
Anulación de la corrección del diámetro de la herramienta
G41
Corrección del diámetro de la herramienta izquierda
G42
Corrección del diámetro de la herramienta derecha
G43
8
Corrección de la longitud de la herramienta (+)
G44
Corrección de la longitud de la herramienta (I)
*G49
Anulación de la cantidad de corrección de la longitud de la herramienta
G52
0
Ajuste del sistema de coordenadas local
G53
Selección del sistema mecánico de coordenadas
*G54
12
Sistema de coordenadas de la pieza 1 Selección
G55
12
Selección del sistema de coordenadas de la pieza 2
G56
Selección del sistema de coordenadas de la pieza 3
G57
Selección del sistema de coordenadas de la pieza 4
G58
Sistema de coordenadas de la pieza 5 Selección
G59
Selección del sistema de coordenadas de la pieza 6
G60
0
Posicionamiento unidireccional
G61
13
Asegúrese de detener el modo de inspección
G62
Ajuste automático del avance angular
G63
Modo de pulsación
*G64
Modo de corte
G73
9
Ciclo fijo (ciclo escalonado)
G74
Circulación fija (toma inversa)
G76
Ciclo fijo (taladrado fino)
*G80
Anulación del ciclo fijo
G81
Circulación fija (perforación / agujero de plomo)
G82
Ciclo fijo (taladrado / avellanado)
G83
Circulación fija (perforación profunda)
G84
Circulación fija (toma)
G85
Ciclo fijo (aburrido)
G86
Ciclo fijo (aburrido)
G87
Ciclo fijo (perforación inversa)
G88
Ciclo fijo (aburrido)
G89
Ciclo fijo (aburrido)
*G90
3
Instrucción de valor absoluto
*G91
Instrucción de valor incremental
G92
0
Ajuste del sistema mecánico de coordenadas
G93
5
Avance en sentido contrario a las agujas del reloj
*G94
Corte asíncrono (avance por minuto)
*G95
Corte simultáneo (avance para cada perforación)
*G96
17
La velocidad del ciclo debe controlarse eficazmente
*G97
El control de velocidad del ciclo debe ser inválido
*G98
10
Restablecimiento del punto de inicio del ciclo fijo
G99
Reinicio del punto r de ciclo fijo
27. Torno DASEN 3I Código G
Código G
Grupo
Explique
※G00
1
Posicionamiento móvil rápido
※G01
Reparación en línea recta
G02
Hueco del arco (CW, Reloj en el sentido de las agujas del reloj)
G03
Reparación de la brecha del arco (CCW, contrarreloj)
G04
0
suspender
G09
Parada correcta
G10
Parámetros de programa / entrada de corrección
G11
Parámetro de programa / modo de entrada de corrección cancelado
※G17
2
Selección del plano X-Y
※G18
Selección del plano Z-x
※G19
Selección del plano Y-Z
※G20
6
Entrada imperial
※G21
Entrada métrica
G27
0
Comprobación del restablecimiento del punto de referencia
G28
Restablecimiento automático del punto de referencia
G29
Reinicio desde el punto de referencia
G30
Restablecimiento de los puntos de referencia 2, 3 y 4
G31
Función de salto
G33
1
Corte de hilo
G34
Corte de hilo variable
G37
0
Corrección automática de herramientas
*G40
7
Anulación de la corrección del diámetro de la herramienta
G41
Corrección del diámetro de la herramienta (lado izquierdo)
G42
Corrección del diámetro de la herramienta (lado derecho)
G46
Corrección del diámetro de la herramienta (selección automática de la dirección)
G52
0
Ajuste del sistema de coordenadas local
G53
Selección del sistema mecánico de coordenadas
※G54
12
Selección del sistema de coordenadas de la pieza 1
G55
Selección del sistema de coordenadas de la pieza 2
G56
Selección del sistema de coordenadas de la pieza 3
G57
Selección del sistema de coordenadas de la pieza 4
G58
Selección del sistema de coordenadas de la pieza 5
G59
Selección del sistema de coordenadas de la pieza 6
G61
13
Modo de comprobación de parada correcta
G62
Control automático de la velocidad angular
G63
Modo de pulsación
*G64
Modo de corte
G70
9
Ciclo de corte de acabado
G71
Ciclo de desbaste en torneado recto
G72
Ciclo de desbaste de la cara frontal
G73
Movimiento de la mesa del husillo en el ciclo de mecanizado en bruto
G74
Fin del ciclo de corte
G75
Ciclo de giro recto
G76
Ciclo de corte del hilo
G77
Del ciclo de corte
G78
Ciclo de fijación del diente
G79
Ciclo fijo de corte final
G80
Comando de cancelación del ciclo de mecanizado de agujeros
G83
Ciclo de perforación profunda (eje Z)
G84
Ciclo de roscado (eje Z)
G85
Ciclo de mandrinado (eje Z)
G87
Ciclo de perforación profunda (eje x)
G88
Ciclo de roscado (eje x)
G89
Ciclo de perforación (eje x)
※G90
3
Comando de valor absoluto
※G91
Comando de valor incremental
G92
0
Ajuste del sistema de coordenadas / ajuste de la velocidad del cabezal
※G94
5
Avance asíncrono (avance por minuto)
※G95
Avance sincrónico (avance por revolución)
※G96
17
Control de velocidad del ciclo activado
※G97
La velocidad del ciclo debe controlarse desactivada
*G98
10
Ciclo fijo
Reversión del valor inicial
G99
Ciclo fijo
Reinicio del punto R
28. Torno Huaxing Código G
Código G
Explique
G00
Posicionamiento rápido
G01
Interpolación lineal
G02
Interpolación circular en el sentido de las agujas del reloj
G03
Interpolación circular en sentido contrario a las agujas del reloj
G04
con retraso
G09
Alimentación cuasi parada
G20
Llamada a subrutina independiente
G22
Definición de subrutina independiente
G24
Una vez finalizada la definición de la subrutina independiente, vuelva al programa de llamada
G25
Proceso de salto
G26
Llamada a subrutina de llamada a bloque en programa de mecanizado
G27
Bucle infinito
G30
Anulación del aumento
G31
Definición de aumento
G47
Transición automática de velocidad lineal corta
G48
cancelar
G54~G59
Selección del sistema de coordenadas de la pieza
G71
Corte circular interior y exterior
G72
Ciclo compuesto de corte frontal
G73
Ciclo compuesto de contorno cerrado
G74
Vuelta al punto de referencia de la máquina (origen mecánico)
G75
Retorno al punto de ajuste de la herramienta
G76
Retorno al punto de inicio del mecanizado
G77
Restaurar el sistema de coordenadas actual
G81
Ciclo de mecanizado cilíndrico
G82
Ciclo de mecanizado de la cara final
G85
Ciclo de roscado rígido en pulgadas
G86
Ciclo de mecanizado de roscas métricas
G87
Ciclo de mecanizado de roscas en pulgadas
G90
Programación del modo de valor absoluto
G91
Programación de valor incremental
G92
Poner a cero el programa
G96
El corte a velocidad lineal constante es eficaz
G97
Cancelar el corte a velocidad lineal constante
G98
Cancelar avance por revolución
G99
Ajustar el avance por revolución
P = asignación de parámetros
29. Torno Huaxing Código M
Instrucción M
Explique
M01
Parada condicional
M02
Fin del programa y parada
M03
Giro del husillo hacia delante
M04
Inversión del eje
M05
Tope del husillo
M06
Enfriamiento en
M07
Enfriamiento
M08
Sujeción de la pieza
M09
Aflojamiento de la pieza
M10
Encender el relé especificado
M11
Apagar el relé especificado
M20
Establecer el número de complemento de la herramienta
M21
El programa termina y vuelve al principio del programa
M71~M85
Salida de impulsos de relé
30. Fresadora Huaxing Código G
Código G
Explique
G01
interpolación lineal
G02
Interpolación de arco en el sentido de las agujas del reloj o interpolación en espiral
G03
Interpolación de arco en sentido contrario a las agujas del reloj o interpolación en espiral
G04
con retraso
G09
Servo cuasi tope en su sitio
G11
El bloque se refleja a lo largo del eje Y
G12
El bloque se refleja a lo largo del eje X
G13
El bloque de programa se procesa por imagen especular en el origen
G17
Seleccione el plano xoy
G18
Seleccione el plano x0z
G19
Seleccione el plano y0z
G20
Llamada a subrutina
G22
declaración de subprograma
G24
La definición de la subrutina finaliza y vuelve al programa de llamada
G25
Proceso de salto
G26
Tratamiento de transferencias
G27
Bucle infinito
G30
Anulación de la ampliación
G31
Definición de aumento/reducción
G40
Anular la corrección del radio de la herramienta
G41
Compensación del radio de la herramienta izquierda
G42
Compensación del radio de la herramienta derecha
G43
Establecer la compensación de la longitud de la herramienta
G44
Deshacer la compensación de longitud de herramienta
G47
Transición automática de velocidad lineal corta
G48
Cancelar la transición automática de velocidad lineal corta
G54~G59
Selección del sistema de coordenadas de la pieza
G73
Ciclo de mecanizado de agujeros profundos a alta velocidad
G74
Vuelta al punto de referencia de la máquina (origen mecánico)
G75
Retorno al punto de ajuste de la herramienta
G76
Retorno al programa cero desde la posición actual
G78
Ciclo de taladrado fino
G81
Ciclo de perforación central
G82
Ciclo de perforación central con pausa
G83
Ciclo de mecanizado de agujeros profundos
G84
Ciclo de roscado rígido métrico
G85
Ciclo de roscado rígido en pulgadas
G86
Ciclo de mandrinado (retorno automático)
G87
Ciclo de perforación inverso
G88
Ciclo de mandrinado (retorno manual)
G89
Ciclo aburrido con pausa
G90
Programación del modo de valor absoluto
G91
Programación de valor incremental
G92
Fijar el sistema de coordenadas de la pieza
P = asignación de parámetros
31. Fresadora Huaxing Código M
Código G
Explique
M00
Pausa del programa
M01
L ×× (K ××)
M02
Fin del programa y parada
M03
Giro del husillo hacia delante
M04
Inversión del eje
M05
Tope del husillo
M08
Enfriamiento en
M09
Enfriamiento
M10
Sujeción de la pieza
M11
Aflojamiento de la pieza
M20
K ×× Relé nº
M21
K ×× apagado ×× Relé No
M30
El programa termina y vuelve al principio del programa
M71~M85
Salida de impulsos de relé
32. Código Renhe 32T G
Código G
Explique
G00
instrucciones de posicionamiento rápido de puntos
G01
Instrucción de interpolación lineal
G02、G03
Instrucción de interpolación circular
G04
Instrucción de retardo de programa
G26、G27
Instrucción de retorno al punto de partida
G28、G29
G22、G80
Instrucción de bucle de programa
G23
Instrucción de bucle rectangular
G37、G38G39、G36
Devuelve el comando de punto de referencia duro
G82、G83
Comando de ciclo de hilo
G46、G47G48、G49
Devuelve el comando de punto de referencia suave
G96、G97
Función de corte a velocidad lineal constante
33. Código Renhe 32T M
Instrucción M
Explique
M00
Instrucción de pausa del programa
M02
Instrucción de fin de programa
M30
Parada del cabezal, orden de fin de programa
M20
Orden de ciclo automático
M03
Comando de rotación hacia delante del cabezal
M04
Orden de retroceso del cabezal
M05
Orden de parada del cabezal
M06
Esperar instrucciones después de enviar una carta
M26
Envío de instrucciones
M21
Esperar instrucciones después de enviar una carta
M97
Instrucción de salto de programa
M98
Instrucción de llamada a subrutina
M99
Instrucción de retorno de subrutina
34. SKY 2003N M Código G
Código G
Grupo
Tipo
Función
G00
01
1
Posicionamiento (movimiento rápido)
G01
Interpolación lineal (avance)
G02
Interpolación del arco (en el sentido de las agujas del reloj)
Compensación de avance de la longitud de la herramienta
G44
Compensación negativa de la longitud de la herramienta
G49
Borrado de compensación de longitud de herramienta
G50
11
Zoom, espejo desactivado
G51
11
Zoom, espejo encendido
G54
14
Sistema de coordenadas de la pieza 1 Selección
G55
Selección del sistema de coordenadas de la pieza 2
G56
Selección del sistema de coordenadas de la pieza 3
G57
Selección del sistema de coordenadas de la pieza 4
G58
Sistema de coordenadas de la pieza 5 Selección
G59
Selección del sistema de coordenadas de la pieza 6
G68
03
Rotación de coordenadas
G69
03
Borrado de rotación de coordenadas
G73
15
Ciclo escalonado
G74
Circulación de dientes de contraataque (centro de mecanizado)
G76
Ciclo de mandrinado fino (centro de mecanizado)
G80
Borrado de ciclo fijo
G81
Ciclo de taladrado y refrentado por puntos
G82
Ciclo de perforación y perforación inversa
G83
Ciclo de perforación profunda
G84
Tapping circulación
G85/G86
Ciclo de aburrimiento
G87
Ciclo de perforación inverso
G88/G89
Ciclo de aburrimiento
G90
00
Programación en valor absoluto
G91
Programación de valor incremental
G92
05
Ajuste del sistema de coordenadas
G98
16
Vuelta al plano inicial
G99
Vuelta al plano del punto r
35. Código SKY 2003N M M
Grupo
Código M
Función
A
M00,M01,M02
El programa se detiene, el programa elige detenerse y el programa finaliza
B
M03,M04,M05
Giro del cabezal hacia delante, giro del cabezal hacia atrás, parada del cabezal
C
M06
Cambio automático de herramientas
D
M08,M09
Refrigerante encendido, refrigerante apagado
E
M98,M99
Llama a la subrutina y ésta devuelve
¿Cómo se seleccionan los códigos G y M adecuados para la programación en función de los distintos sistemas CNC?
Para seleccionar los códigos G y M adecuados para la programación basada en diferentes sistemas CNC, primero es necesario comprender las funciones básicas y los usos de los códigos G y M. Los códigos G controlan principalmente los movimientos de la máquina herramienta, como el movimiento lineal y la interpolación circular, mientras que los códigos M ejecutan operaciones auxiliares de la máquina herramienta, como la rotación del husillo y el cambio de refrigerante.
Comprender las características de los distintos sistemas CNC: Los distintos sistemas CNC (como Fanuc, Siemens) pueden admitir los códigos G y M de forma diferente. Por lo tanto, debe familiarizarse con las funciones y limitaciones específicas del sistema CNC que esté utilizando.
Consulte los materiales pertinentes: Puede obtener los significados y usos específicos de los códigos G y M consultando las guías de programación CNC o enciclopedias de códigos pertinentes. Por ejemplo, puede consultar materiales como "Fanuc, Siemens Common CNC System Code Encyclopedia (G, M codes), Command Explanation".
Comprender las funciones de los códigos G y M: Los códigos G se refieren principalmente al control de movimiento de la máquina herramienta. Por ejemplo, G00 denota posicionamiento rápido, G01 indica avance por interpolación lineal, G02 y G03 representan interpolación circular en sentido horario y antihorario respectivamente. Los códigos M incluyen operaciones auxiliares como M01 para parada opcional, M02 para fin de programa (reset), M03 para rotación de avance del cabezal, etc.
Elija el código adecuado en función de las necesidades de tratamiento: Una vez claras las funciones de los códigos G y M, puede seleccionar el código adecuado en función de las necesidades específicas de procesamiento. Por ejemplo, si se requiere un posicionamiento rápido, utilice G00; si se necesita un control de rotación del cabezal, utilice M03 o M04.
Presta atención a la selección de sistemas de coordenadas y planos: Durante la programación, también debes tener en cuenta la selección de sistemas de coordenadas y planos, como G17, G18 y G19, que se utilizan para seleccionar el plano XY, el plano ZX y el plano YZ, respectivamente.
Practica y prueba: Por último, valide la corrección y aplicabilidad de los códigos G y M seleccionados mediante programación y pruebas reales. En la práctica, es posible que se encuentre con algunos escenarios o requisitos especiales, en los que podría tener que ajustar o elegir otros códigos para satisfacer necesidades específicas.
En la práctica del mecanizado CNC, ¿cómo pueden combinarse eficazmente los códigos G y los códigos M para mejorar la eficacia y la precisión del mecanizado?
En el mecanizado CNC real, para combinar eficazmente los códigos G y los códigos M con el fin de aumentar la eficacia y la precisión del mecanizado, es fundamental comprender primero las funciones y los papeles básicos de los códigos G y los códigos M.
Los códigos G controlan principalmente el movimiento de la máquina herramienta, como el posicionamiento rápido (G00), la interpolación lineal (G01) y la interpolación circular (G02 y G03). Por su parte, los códigos M se utilizan para ejecutar funciones auxiliares de la máquina herramienta, como el cambio de refrigerante y los comandos de cambio de herramienta.
Para mejorar la eficacia y la precisión del mecanizado, pueden adoptarse las siguientes estrategias:
Optimizar los programas de código G: En función de las características del sistema CNC y del rendimiento real de la máquina herramienta, seleccione las instrucciones de código G adecuadas para garantizar la optimización de la trayectoria de mecanizado. Por ejemplo, reduciendo la distancia de recorrido en vacío y utilizando métodos de interpolación más eficientes, se puede mejorar significativamente la eficiencia de la producción.
Aplicación racional de los códigos M: Durante la programación, los códigos M deben organizarse de forma lógica en función de las necesidades de mecanizado, como la activación del refrigerante cuando se requiere un mecanizado de alta precisión, o el cambio de herramienta una vez completados ciertos pasos de mecanizado específicos. Esto no sólo puede mejorar la calidad del mecanizado, sino también evitar tiempos de inactividad innecesarios.
Programación de macros: Utilizando la función de programación de macros del centro de mecanizado CNC, se puede generar automáticamente la combinación correspondiente de códigos G y códigos M en función de los requisitos de mecanizado específicos. Este método puede garantizar la precisión del mecanizado al tiempo que mejora la eficacia de la programación y la eficiencia del mecanizado.
Preste atención a los detalles de programación: Al escribir los programas, es importante analizar el diagrama de la pieza para determinar la precisión y los requisitos técnicos del mecanizado CNC, así como las características del sistema de control de la máquina herramienta. Esto permite crear una combinación de códigos G y códigos M que no sólo cumple los requisitos de mecanizado, sino que también utiliza plenamente el rendimiento de la máquina herramienta.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado qué impulsa la precisión y la eficacia de la fabricación moderna? En este artículo, exploramos los principales fabricantes de fresadoras CNC, destacando sus innovaciones y contribuciones. Aprenderá sobre...
¿Se ha preguntado alguna vez qué empresas lideran el sector de las fresadoras? Este artículo desvela los 10 principales fabricantes de fresadoras de 2024, destacando sus innovaciones, impacto global y contribuciones a...
¿Ha pensado alguna vez cómo se fabrican con precisión piezas intrincadas? Este artículo explora cuatro métodos fascinantes: Mecanizado por Descarga Eléctrica (EDM), Mecanizado Electroquímico (ECM), Mecanizado por Ultrasonidos (USM) y Mecanizado...
¿Alguna vez se ha preguntado por qué su fresadora CNC vibra y arruina su precisión? Este artículo explora doce consejos de expertos para minimizar las vibraciones de corte, desde el uso de plaquitas afiladas hasta la optimización de los parámetros de corte....
¿Alguna vez se ha preguntado cómo funcionan las máquinas que construyen otras máquinas? Sumérjase en el fascinante mundo de las máquinas herramienta, esenciales para crear piezas de alta precisión. Este artículo desentrañará los distintos tipos...
Elegir las herramientas de fresado adecuadas puede cambiar las reglas del juego en sus proyectos de mecanizado, pero ¿qué factores debe tener en cuenta? Este artículo profundiza en tres principios cruciales: seleccionar la herramienta correcta...
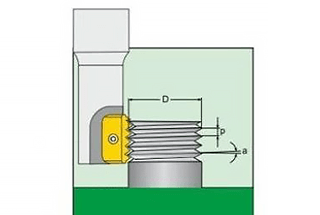
¿Cómo puede producir roscas de alta calidad de forma eficaz? El fresado de roscas ofrece tres métodos distintos: corte en arco para obtener resultados suaves y precisos, corte radial para simplificar y corte tangencial para roscas exteriores. Este...
¿Se ha preguntado alguna vez qué empresas lideran la industria china de máquinas de forja? Este artículo presenta a los 10 principales fabricantes, destacando su historia, sus avances tecnológicos y su influencia en el mercado. Desde Shenyang Machine Tool...
¿Se ha preguntado alguna vez quién lidera el sector de las fresadoras en China? Este artículo muestra los 10 principales fabricantes de fresadoras de China, revelando gigantes de la industria como WZ Wuhan...