Expliqué : Comment un tour ordinaire crée des filets rectangulaires
Vous êtes-vous déjà demandé comment les tours ordinaires créent des filets rectangulaires ? Cet article dévoile le processus, en mettant en évidence les défis et les techniques uniques qu'il implique. Les filetages rectangulaires, connus pour leur efficacité dans la transmission de l'énergie, nécessitent des mouvements précis et des outils spécialisés pour un usinage exact. Vous apprendrez les étapes essentielles et les outils nécessaires à la réalisation de ces filetages complexes, ce qui rendra les tâches mécaniques complexes plus faciles à gérer. Plongez dans ce cours pour améliorer votre compréhension et vos compétences en matière d'usinage des filets rectangulaires.
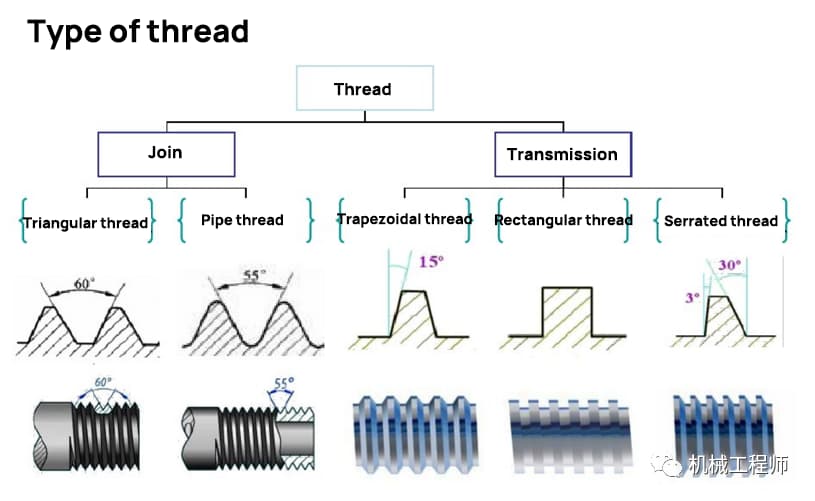
Le filet rectangulaire présente un profil carré et l'épaisseur du filet est égale à la moitié du pas, ce qui le rend très efficace dans la transmission de la puissance. Cependant, il présente certaines limites, notamment une faible précision de centrage et une faible résistance à la racine.
La fabrication de filets rectangulaires avec précision est un défi, et il est difficile de compenser ou de réparer le jeu des paires de vis usées. Le filetage d'un étau est un exemple récent de filetage rectangulaire qui nécessite un serrage et un desserrage fréquents, exigeant une force importante.
Les filetages rectangulaires sont couramment utilisés dans les vannes, les conduites d'eau (y compris les petites conduites comme les robinets d'eau), les vérins et les presses à vis, avec de légères variations de taille.
En résumé, les filetages rectangulaires sont idéaux pour les charges lourdes, lorsque la résistance du filet est essentielle et que la précision du filet n'est pas une préoccupation majeure.
2. Processus de coupe des filets
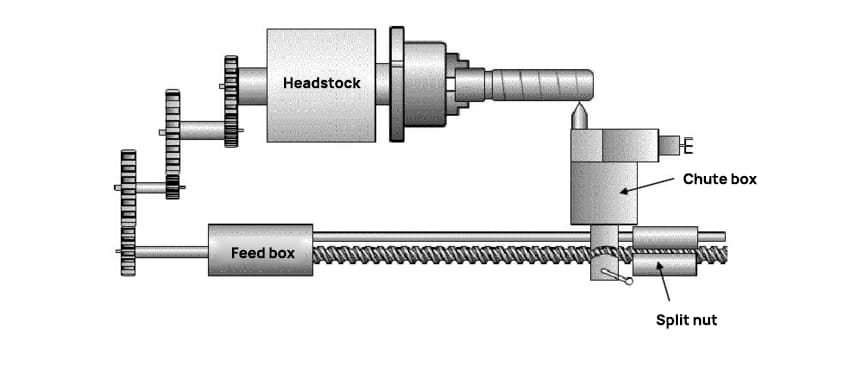
1. Principe du tournage de filets
La broche du tour et l'outil doivent maintenir une relation de mouvement précise. Plus précisément, l'outil doit se déplacer d'une distance constante à chaque rotation de la broche, qui maintient la pièce à usiner.
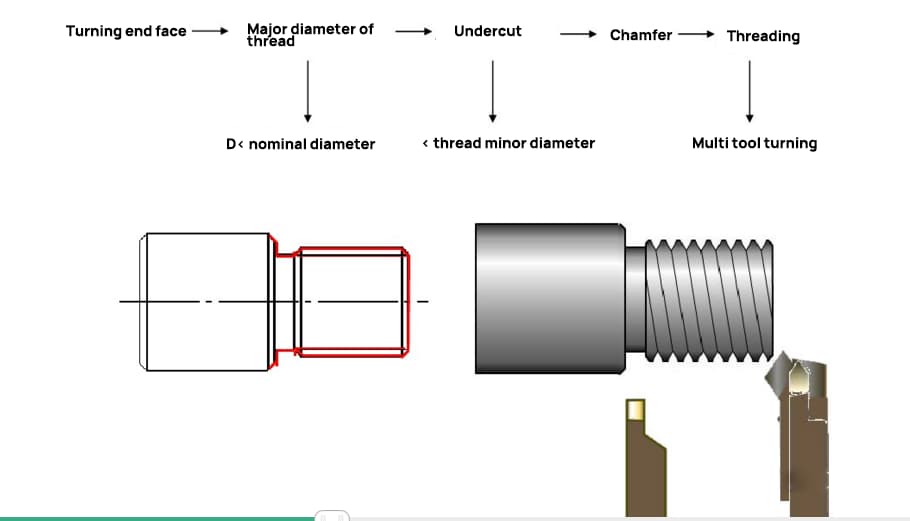
2. Déroulement du processus de tournage :
3. Le filet rectangulaire n'a pas de profil fixe comme les autres filets.
Par défaut, si la taille de la dent n'est pas spécifiée, la section transversale du filet est généralement de forme carrée.
Pour produire des fils rectangulaires, le outil de tournage doivent être alimentés en ligne droite, et les filets peuvent être traités en fonction de la profondeur de la rainure (c'est-à-dire de la hauteur de la dent).
Lorsqu'il s'agit d'usiner des filets courts, un groove La forme des dents du filetage permet d'utiliser un outil de tournage. La largeur de la lame de l'outil ne doit pas dépasser la moitié du pas.
Cependant, pour les filets à pas large, on utilise souvent des outils de tournage élastiques en acier rapide.
L'un des plus grands défis de l'usinage des filets rectangulaires est la méthode de rectification de l'outil de tournage. Lorsque le pas et l'avance augmentent, l'angle de montée du filet (angle d'avance) devient plus important et l'angle arrière de l'outil de tournage peut toucher le côté du filet.
Il est important de noter que l'angle de montée du filet en haut et en bas du filet sera différent pour les filets ayant une grande longueur d'avance.
Pour éviter ces problèmes, un outil de tournage trapézoïdal avec une petite largeur d'arête avant est utilisé pour la partie concave. Ainsi, la largeur de l'arête de coupe sur la circonférence extérieure (couronne du filet) est la même que celle de la rainure, et la partie inférieure du filet sur la rainure au fond de la dent sera en retrait.
4. Tournage d'un fil rectangulaire
Lors du tournage de filets rectangulaires, la surépaisseur d'usinage doit être répartie de manière raisonnable.
Pour plus de détails, veuillez vous référer à la figure suivante :
Attribution raisonnable de l'allocation pour l'usinage des filets
(généralement grossier, tournant unp:0.10~0.50 ; tournage fin ap: 0.01~0.10.)
Temps d'alimentation
Profondeur de coupe arrière
Étapes de traitement
Allocation d'usinage
Première alimentation
a=0,50mm
Usinage grossier
0,75 mm
Deuxième alimentation
a=0,15mm
Troisième alimentation
a=0,10mm
Quatrième poste
a=0,03mm
usinage de finition
0,06 mm
Cinquième poste
a=0,02mm
Sixième poste
a=0,01mm
5. Résumé
Les fils rectangulaires se distinguent des fils triangulaires et trapézoïdaux.
Contrairement aux autres types de filets, les filets rectangulaires ne rencontrent pas de problèmes de coupe sur une ou deux faces, ni de problèmes de diamètre primitif en raison de leur moindre exigence en matière de précision.
En fait, l'usinage des filets rectangulaires est relativement simple.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les géants de l'industrie des machines-outils façonnent notre monde ? Dans cet article, nous allons explorer les six principales entreprises de machines-outils aux États-Unis. Vous découvrirez...
Dans cet article, nous explorerons les formules essentielles de trigonométrie, de vitesse de coupe, d'avance, etc. Vous obtiendrez des informations pratiques qui vous permettront d'améliorer l'efficacité et la précision de votre usinage. Préparez-vous à débloquer...
Dans cet article, nous allons explorer le monde des fabricants japonais de machines-outils, héros méconnus à l'origine de nombreuses innovations industrielles. Découvrez leurs technologies de pointe, leur savoir-faire éprouvé et leurs contributions significatives à diverses...
Vous êtes-vous déjà demandé quelles étaient les entreprises à la tête de l'industrie des fraiseuses ? Cet article dévoile les 10 principaux fabricants de fraiseuses de 2024, en soulignant leurs innovations, leur impact mondial et leurs contributions à...
Vous êtes-vous déjà interrogé sur l'histoire fascinante du tour, une machine-outil qui a révolutionné la fabrication ? Dans cet article de blog captivant, nous vous emmenons en voyage à travers...
Vous êtes-vous déjà demandé qui était à la tête de l'industrie chinoise des fraiseuses ? Cet article présente les 10 principaux fabricants de fraiseuses en Chine, révélant des géants de l'industrie tels que WZ Wuhan...
Vous êtes-vous déjà interrogé sur les géants de l'industrie des machines CNC ? Dans ce fascinant article de blog, nous allons plonger dans le monde de la fabrication CNC, en explorant les...
Dans le monde de la fabrication, qui évolue rapidement, les machines à commande numérique sont devenues indispensables. Mais avec les nombreux fabricants qui se disputent l'attention, comment choisir la meilleure ? En tant qu'ingénieur mécanique expérimenté,...
Imaginez un monde où la précision rencontre l'art, où le métal se plie à la volonté d'esprits visionnaires. Dans le domaine des machines-outils, la Chine s'est imposée comme une puissance...
Faites passer votre entreprise à la vitesse supérieure