1. En primer lugar, comprender el hilo rectangular
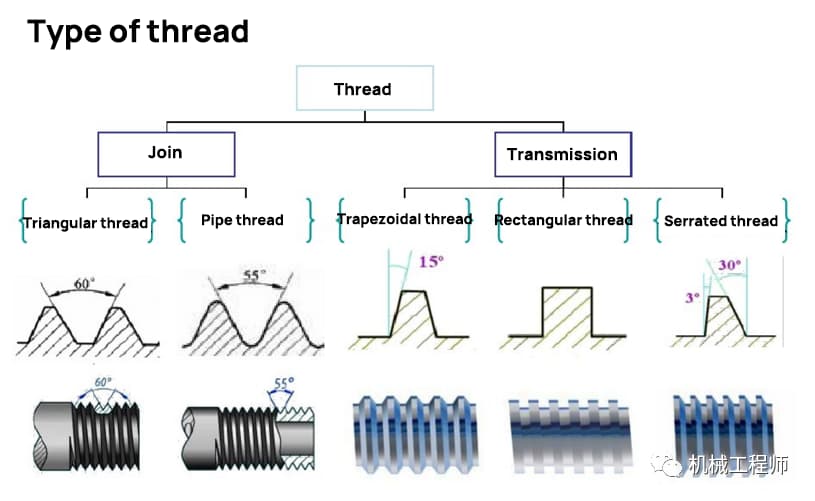
Tipo de hilo:
La rosca rectangular presenta un perfil cuadrado y el grosor de la rosca es la mitad del paso, lo que la hace muy eficaz en la transmisión de potencia. Sin embargo, tiene algunas limitaciones, como la baja precisión de centrado y la escasa resistencia de la raíz.
Fabricar roscas rectangulares con precisión es todo un reto, y compensar o reparar la holgura de pares de tornillos desgastados resulta difícil. La rosca de un tornillo de banco es un ejemplo reciente de rosca rectangular, que requiere apretar y aflojar con frecuencia, lo que exige una fuerza considerable.
Las roscas rectangulares se utilizan habitualmente en válvulas, tuberías de agua (incluidas las pequeñas, como los grifos), gatos y prensas de tornillo, con ligeras variaciones de tamaño.
En resumen, las roscas rectangulares son ideales para manipular cargas pesadas en las que la resistencia de la rosca es esencial y la precisión de la rosca no es una preocupación primordial.
2. Proceso de corte de roscas
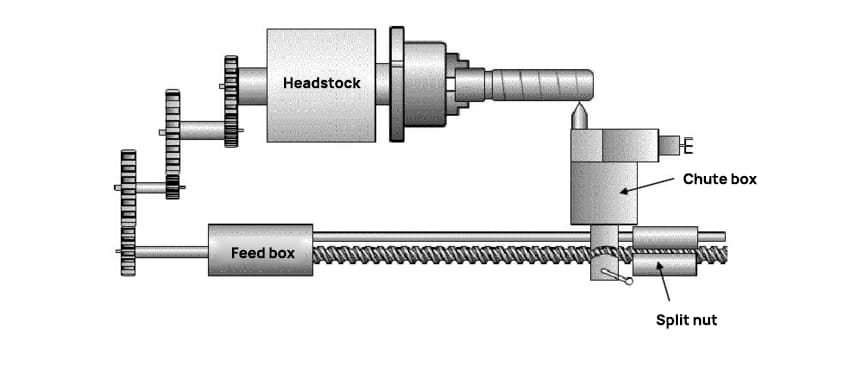
1. Principio del torneado de roscas
El husillo del torno y la herramienta deben mantener una relación de movimiento precisa. En concreto, la herramienta debe desplazarse una distancia de avance constante con cada rotación del husillo, que sujeta la pieza.
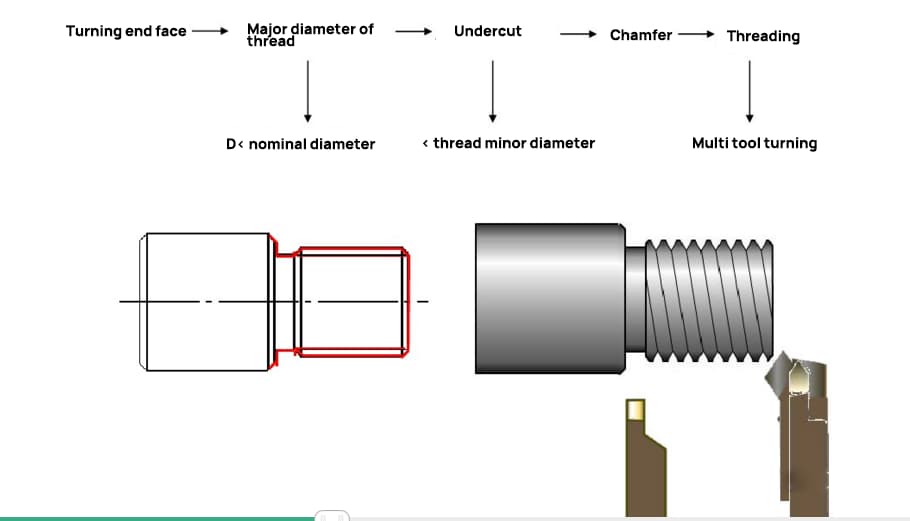
2. Flujo del proceso de torneado:
3. La rosca rectangular no tiene un perfil fijo como otras roscas
Por defecto, si no se especifica el tamaño del diente, la sección transversal de la rosca suele tener forma cuadrada.
Para producir roscas rectangulares, el herramienta de torneado deben alimentarse en línea recta, y las roscas pueden procesarse en función de la profundidad de la ranura (es decir, la altura del diente).
Cuando se trata de mecanizar roscas cortas, un ranurado debido a la forma de los dientes de la rosca. La anchura de la cuchilla de la herramienta debe ser sólo la mitad del paso.
Sin embargo, para roscas de paso ancho se suelen utilizar herramientas de torneado elástico de acero rápido.
Uno de los mayores retos en el mecanizado de roscas rectangulares es el método de rectificado de la herramienta de torneado. Cuando el paso y el avance aumentan, el ángulo de subida de la rosca (ángulo de avance) se hace mayor, y el ángulo trasero de la herramienta de torneado puede tocar el lateral de la rosca.
Es importante tener en cuenta que el ángulo de subida de la rosca en la parte superior e inferior de la rosca será diferente para roscas con un gran avance.
Para evitar estos problemas, para la parte cóncava se utiliza una herramienta de torneado trapezoidal con una anchura de filo frontal pequeña. Esto garantiza que la anchura del filo de corte en la circunferencia exterior (corona de la rosca) sea la misma que la de la ranura, y la parte inferior de la rosca en la ranura de la parte inferior del diente estará rebajada.
4. Torneado de rosca rectangular
Cuando se tornean roscas rectangulares, la sobremedida de mecanizado debe asignarse razonablemente.
Para más detalles, consulte la siguiente figura:
Asignar razonablemente la provisión para el mecanizado de roscas
(generalmente áspero girando unp:0,10~0,50; torneado fino ap: 0.01~0.10.)
Tiempos de alimentación
Profundidad de corte posterior
Pasos del proceso
Prestación por mecanizado
Primera alimentación
a=0,50 mm
Mecanizado en bruto
0,75 mm
Segunda alimentación
a=0,15 mm
Tercera alimentación
a=0,10 mm
Cuarta alimentación
a=0,03 mm
mecanizado de acabado
0,06 mm
Quinta alimentación
a=0,02 mm
Sexta alimentación
a=0,01 mm
5. Resumen
Los hilos rectangulares son distintos de los triangulares y trapezoidales.
A diferencia de los otros tipos de rosca, las roscas rectangulares no experimentan problemas con el corte a una o dos caras, ni tampoco con el diámetro de paso debido a su menor requisito de precisión.
De hecho, el mecanizado de roscas rectangulares es relativamente sencillo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conceptos básicos del diseño asistido por ordenador y la fabricación asistida por ordenador El diseño asistido por ordenador y la fabricación asistida por ordenador (CAD/CAM) es una disciplina de ingeniería de sistemas exhaustiva y técnicamente compleja que incorpora diversos campos como el [...]
Concepto de fabricación virtual La fabricación virtual (FV) es la realización fundamental del proceso de fabricación real en un ordenador. Utiliza tecnologías de simulación por ordenador y realidad virtual, con el apoyo de [...]
Un sistema de fabricación flexible (FMS) suele emplear principios de ingeniería de sistemas y tecnología de grupos. Conecta máquinas herramienta de control numérico por ordenador (CNC) (centros de procesamiento), máquinas de medición por coordenadas, sistemas de transporte de materiales, [...].
Al igual que la tecnología de fabricación desempeña hoy un papel crucial en diversos campos, la tecnología de nanofabricación ocupa una posición clave en el ámbito de la nanotecnología. La tecnología de nanofabricación engloba numerosos métodos, entre ellos la [...]
El mecanizado de ultraprecisión se refiere a los procesos de fabricación de precisión que alcanzan niveles extremadamente altos de precisión y calidad superficial. Su definición es relativa y cambia con los avances tecnológicos. Actualmente, esta técnica puede alcanzar [...]
En la actualidad, el mecanizado puede clasificarse en dos grupos en función del lote de producción: Entre estas dos categorías, la primera representa alrededor del 70-80% del valor de producción total del mecanizado [...]
Este artículo presenta principalmente varios métodos maduros de procesamiento especial. I. Mecanizado por descarga eléctrica (EDM) El EDM es un método de mecanizado de materiales conductores que utiliza el fenómeno de la corrosión eléctrica durante [...].
¿Qué es el mecanizado CNC? El control numérico (CN) se refiere al método de controlar el movimiento y las operaciones de procesamiento de las máquinas herramienta utilizando información digitalizada. Las máquinas herramienta de control numérico, a menudo abreviadas [...]
El mecanizado de corte sigue siendo el método más destacado de procesamiento mecánico y desempeña un papel importante en la fabricación mecánica. Con el avance de la tecnología de fabricación, la tecnología de mecanizado por corte experimentó un progreso sustancial hacia [...].
1. Qué es la tensión de soldadura La tensión de soldadura se refiere a la tensión generada durante el proceso de soldadura en los componentes soldados. Esta tensión está provocada por el proceso térmico de soldadura y [...]
Los materiales avanzados son aquellos que se han investigado o se están desarrollando recientemente y que poseen un rendimiento excepcional y funcionalidades especiales. Estos materiales son de suma importancia para el avance de la ciencia y la tecnología, [...].
La deformación en abombamiento es adecuada para varios tipos de piezas en bruto, como copas embutidas, tubos cortados y soldaduras cónicas laminadas. Clasificación según el medio de conformado por abombamiento Los métodos de conformado por abombamiento pueden clasificarse [...]