Cara Mengejutkan Bidikan Mengintip Dampak pada Permukaan Material
Bagaimana proses yang tampaknya sederhana seperti shot peening dapat secara dramatis meningkatkan permukaan material? Dengan mendorong proyektil kecil ke permukaan, shot peening menginduksi tegangan sisa yang bermanfaat, meningkatkan kekuatan, ketahanan terhadap kelelahan, dan daya tahan di berbagai industri seperti kedirgantaraan dan otomotif. Artikel ini mengeksplorasi mekanisme, dampak material, dan metode pengujian yang terlibat dalam shot peening, yang memberikan wawasan tentang efek transformatifnya pada sifat material. Selami lebih dalam untuk mengetahui bagaimana teknik ini dapat secara signifikan meningkatkan kinerja dan masa pakai komponen penting.
Shot peening adalah proses penguatan permukaan yang relatif sederhana dibandingkan metode modifikasi permukaan lainnya, tetapi efeknya signifikan. Ini digunakan dalam berbagai industri, termasuk kedirgantaraan, lokomotif, mobil, dan lain-lain.
Prinsip di balik shot peening melibatkan penggunaan proyektil untuk menumbuk material, menciptakan lubang kecil pada permukaan dan menyebabkan deformasi plastis. Hal ini menghasilkan tegangan sisa pada permukaan logam. Butiran kristal yang terkompresi di bawah permukaan harus dikembalikan ke bentuk aslinya, yang menciptakan lapisan tegangan tekan sisa yang seragam yang memperkuat permukaan material.
Sebagai hasil bidikan peeninglapisan permukaan material mengalami perubahan struktural. Butiran menjadi lebih halus, kerapatan dislokasi dan distorsi kisi meningkat, dan tegangan tekan sisa yang tinggi terbentuk. Ini tegangan sisa secara signifikan meningkatkan ketahanan lelah dan umur kelelahan material, serta kekuatan, kekerasan, ketahanan terhadap korosi tegangan, dan sifat oksidasi suhu tinggi.
I. Bahan untuk pengujian
Pengujian menggunakan komponen berbentuk barel yang terbuat dari paduan aluminium 2A14, bahan yang dikenal karena kekuatannya yang tinggi, ketahanan panas yang baik, kemampuan mesin yang baik, dan pengelasan listrik dan kinerja jahitan pengelasan. Komposisi spesifik bahan ini ditunjukkan pada Tabel 1.
Tabel 1 Komposisi kimia paduan aluminium 2A14
Elemen
Si
Cu
Mg
Zn
Mn
Ti
Ni
Al
Bahan
0.6-1.2
3.9-4.8
0.4-0.8
≤0.3
0.4-1.0
≤0.15
≤0.1
lainnya
Bagian berbentuk barel paduan aluminium 2A14 dibagi ke dalam empat kelompok (lihat pada Gambar 1),
kelompok ke-2 dari nilai kekasaran permukaan: Ra = 2,20-4,71 μm;
kelompok ke-3 nilai kekasaran permukaan: Ra = 6,5-7,1 μm;
kelompok ke-4 dari nilai kekasaran permukaan: Ra = 1,40-1,75 μm.
(a) Kelompok pertama
(b) Kelompok kedua
(c) Kelompok ke-3
(d) Kelompok ke-4
Gbr.1 Bagian-bagian sebelum pemotretan peening
Pengujian dilakukan dengan menggunakan mesin peledakan pneumatik SP1200 G4, dan prinsip kerjanya digambarkan pada Gambar 2. Tembakan plastik yang diperkuat serat kaca diserap ke dalam nosel bertekanan tinggi di bawah tekanan negatif, dan kemudian tembakan didorong ke permukaan bagian di bawah tekanan tinggi.
Pelet peledakan yang digunakan dalam pengujian terbuat dari pelet kaca dengan spesifikasi AGB70 dan memenuhi standar AMS 2431/6. Penampakannya ditunjukkan pada Gambar 3.
Gbr.2 Perawatan bidikan peening
Gbr.3 Pelet kaca
Kekuatan shot peening diverifikasi dengan menggunakan perkakas yang dibuat sendiri, yang digambarkan pada Gambar 4. Basis standar untuk memverifikasi benda uji ALMEN diikat dengan aman ke perkakas buatan sendiri dengan sekrup, dan benda uji standar ALMEN dipasang pada basis standar.
Benda uji standar ALMEN telah memenuhi persyaratan dokumen SAE J 442 dan AMS 2431/2. Minimal empat pengujian dilakukan untuk memenuhi persyaratan tersebut.
Gbr.4 Perlengkapan kerja buatan sendiri
II. Metode pengujian
1. Pemilihan tekanan bidikan dan aliran bidikan
Selama proses shot peening, proyektil didorong ke permukaan material dengan energi kinetik tertentu, membentuk aliran yang teratur di bawah tekanan udara tertentu. Kecepatan dan kekuatan tumbukan proyektil ditentukan oleh tekanan udara, sedangkan tingkat deformasi plastis material ditentukan oleh kekuatan shot peening.
Kurva saturasi digambar dan titik saturasi ditentukan melalui verifikasi benda uji ALMEN, yang memungkinkan penentuan kekuatan shot peening yang sesuai. Ketika menentukan tekanan aliran udara, disarankan untuk menggunakan tekanan yang lebih rendah untuk mengurangi keausan pada permukaan material.
Laju aliran proyektil, yaitu jumlah proyektil yang dikeluarkan per satuan waktu, terkait dengan tekanan aliran udara. Tekanan aliran udara yang rendah, seharusnya sesuai dengan laju aliran yang lebih rendah. Dalam kasus ini, tekanan aliran udara 0,5×105Pa dipilih, menghasilkan laju aliran proyektil 3kg/menit.
Dengan menyesuaikan kecepatan gerakan naik dan turun pistol semprot, kekuatan bidikan yang berbeda-beda dapat dicapai. Dengan kecepatan gerakan pistol semprot yang disesuaikan ke 300mm/menit, 600mm/menit, dan 900mm/menit, diperoleh komponen dengan kekuatan bidikan masing-masing 0,35 mm (A), 0,31 mm (A), dan 0,27 mm (A).
2. Penentuan waktu bidikan dan pendeteksian cakupan
Waktu shot peening ditentukan oleh waktu saturasi benda uji ALMEN. Namun, waktu yang diperlukan untuk mencapai cakupan 100% pada permukaan komponen dapat digunakan sebagai referensi berdasarkan waktu saturasi benda uji.
Persamaan Avrami, yang didasarkan pada statistik acak untuk cakupan rata-rata, mengasumsikan bahwa kecepatan kedatangan partikel konsisten. Persamaannya adalah sebagai berikut:
Dalam rumus,
C adalah cakupan (%);
n adalah indeks Avramy;
r adalah jari-jari penyok;
R adalah kecepatan rata-rata pembentukan penyok;
t adalah waktu yang diperlukan untuk membentuk penyok.
Menurut persamaan Avrami, tingkat cakupan mendekati 100% tetapi secara teoritis tidak mungkin mencapai 100%. Waktu yang diperlukan untuk mencapai cakupan 10% akhir adalah 1,5 kali lebih besar daripada waktu yang diperlukan untuk cakupan 90% awal. Waktu shot peening yang diperlukan untuk mencapai cakupan 1% terakhir akan mencapai sekitar 20% dari total waktu, dan waktu yang diperlukan untuk cakupan 2% terakhir akan hampir 40% dari total waktu. Dalam kasus cakupan 99%, 85% dari posisi terkena setidaknya dua kali dan 50% terkena lima kali atau lebih.
Biasanya, jika tingkat cakupan mencapai 98%, ini dianggap sama dengan cakupan 100%. Namun demikian, mencapai cakupan 100% dapat mengakibatkan shot peening yang berlebihan. Mengontrol tingkat cakupan pada 98% akan secara signifikan mengurangi waktu shot peening.
Persamaan Avrami menyatakan bahwa jari-jari lubang sama dengan jari-jari proyektil dan kecepatan rata-rata pembentukan lubang kira-kira sama dengan kecepatan jet. Waktu yang diperlukan untuk mencapai cakupan 100% adalah 20 menit.
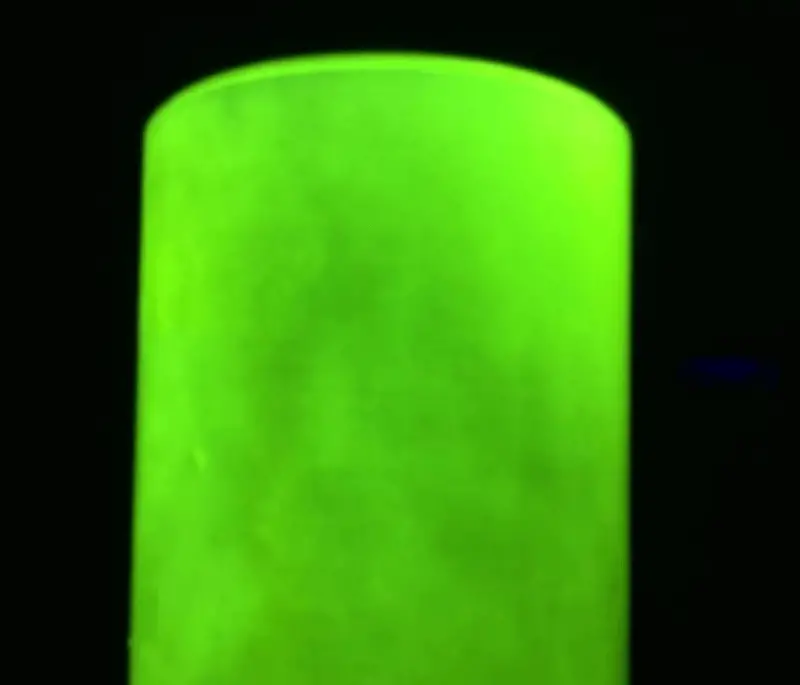
Cakupan permukaan diukur dengan menggunakan metode fluoresensi. Sebelum melakukan shot peening, lapisan zat fluoresen dioleskan ke permukaan komponen, dan disinari di bawah cahaya hitam untuk memastikan cakupan yang sempurna. Kemudian, bagian-bagiannya dipoles. Setelah shot peening, bagian tersebut disinari lagi di bawah cahaya hitam, dan jika tidak ada atau hanya sedikit fluoresensi, cakupannya dianggap 100%. Proses spesifik diilustrasikan dalam Gambar 5.
(a) Efek lapisan fluoresen pada permukaan komponen
(b) Bagian sebelum pemotretan peening
(c) Efek bagian setelah bidikan peledakan
Gambar 5 Proses pengujian cakupan dengan metode fluoresensi.
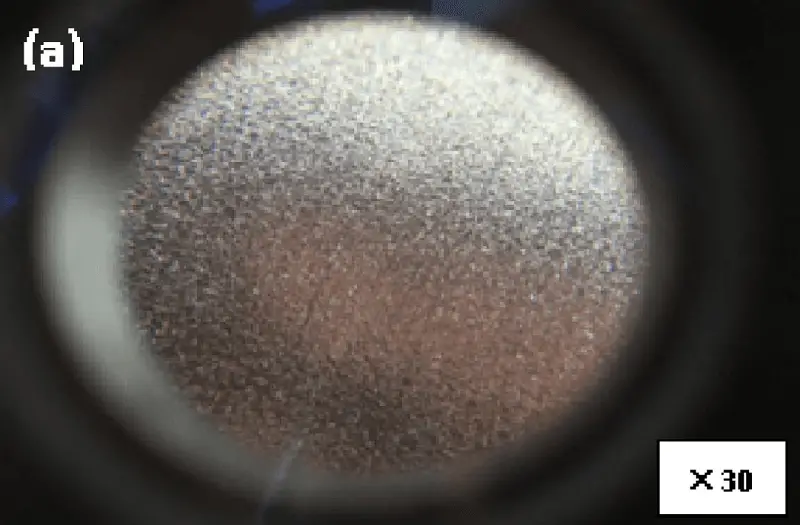
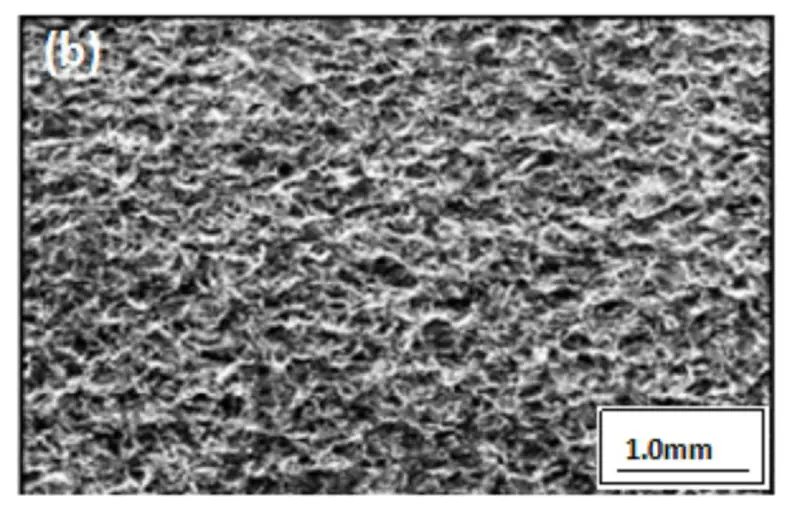
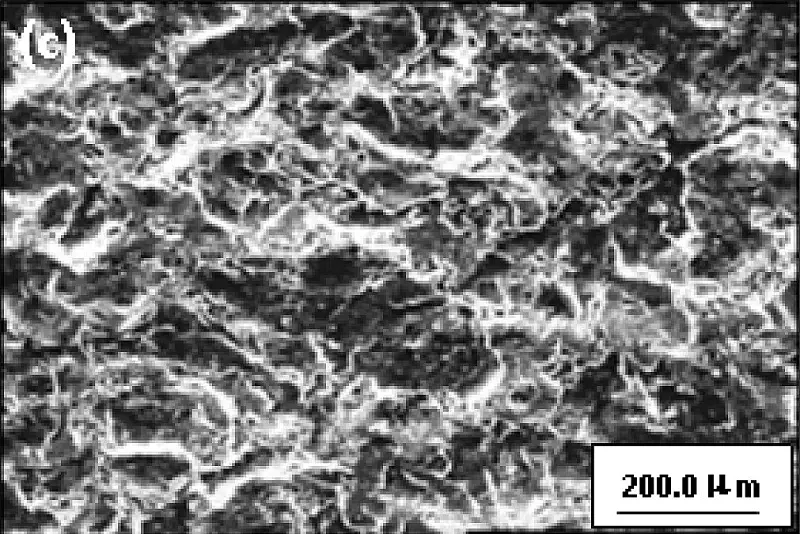
Setelah memilih satu bagian, topografi permukaannya setelah peledakan diperiksa lebih lanjut seperti yang ditunjukkan pada Gambar 6. Gambar 6a dan 6b menunjukkan bahwa kawah pelet terdistribusi secara merata di seluruh permukaan komponen, yang mengindikasikan bahwa tidak ada permukaan yang terlewatkan, konsisten dengan hasil uji cakupan fluoresensi. Setelah pembesaran, seperti yang ditunjukkan pada Gambar 6c, tidak ada retakan di permukaan dan lapisan yang lebih padat dan diperkuat terbentuk.
(a)
(b)
(c)
Gbr. 6 Morfologi permukaan setelah bidikan peening laras aluminium
III. Sanalisis kekasaran permukaan
Stylus berlian dengan radius kelengkungan ujung sekitar 2μm digunakan untuk mengukur kekasaran permukaan. Gerakan naik-turun stylus dikonversi ke dalam sinyal listrik oleh sensor panjang listrik. Setelah penguatan, penyaringan, dan penghitungan, nilai kekasaran permukaan ditampilkan pada meteran dan dievaluasi dengan menggunakan nilai Ra.
Kekasaran permukaan paduan aluminium 2A14 diuji dengan menggunakan pengukur kekasaran, dan kekasaran sebelum dan sesudah shot peening diukur, seperti ditunjukkan pada Tabel 2. Ketika nilai kekasaran permukaan bagian yang tidak ditembak rendah, nilai tersebut mulai meningkat setelah ditembak. Hal ini karena kekerasan permukaan bagian tersebut tidak terlalu tinggi, permukaannya relatif seragam, dan energi tumbukan yang dihasilkan oleh proyektil tidak merata, sehingga menyebabkan terbentuknya lubang yang lebih besar pada permukaan yang relatif rata, yang menyebabkan peningkatan nilai kekasaran permukaan.
Namun demikian, apabila nilai kekasaran permukaan bagian bidikan yang dipoles tinggi, maka, permukaannya sudah tidak homogen dan tidak rata. Kecepatan proyektil yang seragam menyebabkan deformasi plastis pada permukaan, yang sesungguhnya meratakan permukaan yang kasar dan tidak rata.
Tabel 2 Pengaruh proses shot peening pada kekasaran permukaan paduan aluminium
Nilai kekasaran permukaan sebelum pemotretan peening Ra / μm
0.35
1.47
2.60
6.70
Nilai kekasaran permukaan setelah bidikan peening Ra/μm [Kekuatan bidikan peening 0,35mm (A)]
2.20
2.60
3.30
5.67
Nilai kekasaran permukaan sebelum pemotretan peening Ra / μm
0.55
1.78
2.20
6.60
Nilai kekasaran permukaan setelah bidikan peening Ra/μm [Kekuatan bidikan peening 0,31mm (A)]
1.96
2.10
2.80
4.96
Nilai kekasaran permukaan sebelum pemotretan peening Ra / μm
0.35
1.75
2.30
7.00
Nilai kekasaran permukaan setelah bidikan peening Ra/μm [Kekuatan bidikan peening 0,27mm (A)]
1.65
1.85
2.50
4.85
Tabel 2 menunjukkan bahwa, di bawah kekuatan shot peening yang berbeda-beda, semakin besar kekuatan yang dihasilkan oleh permukaan, semakin besar pula dampaknya pada permukaan yang kekuatannya relatif rendah. Namun demikian, tren keseluruhan dampak pada kekasaran permukaan adalah konsisten.
Dampak aktual bidikan pada permukaan komponen, terutama bergantung pada transmisi energi proyektil ke permukaan, yang terutama ditentukan oleh massa dan kecepatan proyektil.
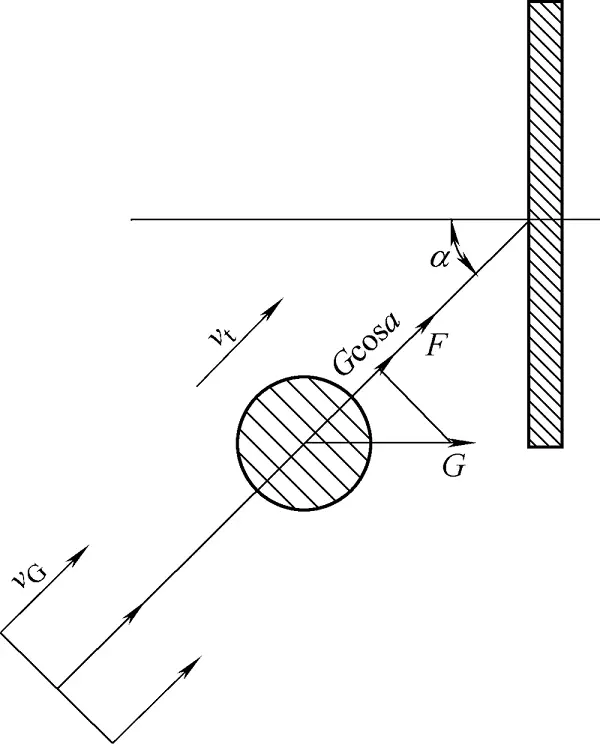
Gambar 7 menunjukkan diagram skematik gaya dan arah percepatan partikel proyektil.
Gambar 7 Gaya dan arah percepatan partikel proyektil
Menurut hukum kedua Newton, persamaan diferensial proyektil dapat digambarkan sebagai:
F adalah gaya hambat yang diterima oleh partikel proyektil, yang dapat dinyatakan sebagai
Dalam rumus,
M adalah massa proyektil (kg);
Cx adalah koefisien hambatan;
vG adalah kecepatan udara keluaran;
pG adalah kerapatan udara keluaran nozzle (kg/mm3);
vt adalah kecepatan proyektil dalam aliran udara keluaran nosel (m/s);
dadalah diameter proyektil (mm).
Persamaan diferensial partikel proyektil:
Dalam rumus,
t adalah waktu (detik) proyektil disemprotkan ke permukaan yang diproses melalui nosel;
p adalah densitas proyektil.
Menurut rumus termodinamika:
Dalam rumus,
p0 dan ρ0 adalah densitas di bawah tekanan atmosfer standar dan tekanan atmosfer standar secara berurutan;
Pdan ρG masing-masing adalah densitas di bawah tekanan kerja dan tekanan kerja.
Massa proyektil dapat diabaikan, dan persamaan diferensial akhir untuk pergerakan proyektil adalah:
Di mana c adalah konstanta integral, ketika kondisi batas t=0 dan kecepatan proyektil v=0, c=1/vGJadi.
Dari rumus yang diturunkan di atas, dapat disimpulkan bahwa dampak berbagai parameter proses shot peening pada performa permukaan dapat dikaitkan dengan:
Energi kinetik proyektil, yang terkait dengan kecepatan output proyektil dari nozzle, waktu yang dibutuhkan proyektil untuk mencapai permukaan komponen, serta densitas dan frekuensi proyektil.
Untuk memiliki kendali yang lebih besar atas kekasaran permukaan bagian, perlu menyesuaikan kecepatan proyektil dan ukuran partikel bidikan.
Kekasaran permukaan bagian setelah peledakan tidak hanya mencerminkan kumpulan mikroskopis karakteristik bentuk permukaan tetapi juga ketinggian maksimum profil lubang permukaan dan kontrol permukaan yang tidak rata.
Efek proses shot peening pada kekasaran permukaan, tidak hanya ditentukan oleh kekuatan bidikan, tetapi juga oleh ukuran partikel bidikan dan cakupan permukaan, yang memiliki hubungan yang sesuai.
IV. Ckesimpulan
(1) Ada permukaan tertentu yang tidak dapat disemprot, yang menunjukkan bahwa cakupan permukaannya bagus dan bebas dari retakan, membentuk lapisan penguatan yang relatif padat.
(2) Kekuatan bidikan dari jenis proyektil yang sama, dapat mengubah kekasaran permukaan bagian dalam kisaran tertentu. Sebagai contoh:
Apabila nilai kekasaran permukaan berada di antara Ra = 0,30-0,65μm, maka kekasaran permukaan bisa meningkat hingga Ra = 2,2μm.
Apabila nilai kekasaran permukaan berada di antara Ra = 1,40-1,75μm, maka kekasaran permukaan setelah peledakan tembakan akan tetap berada di sekitar Ra = 1,6μm, yang serupa dengan kekasaran permukaan aslinya.
Apabila nilai kekasaran permukaan berada di antara Ra = 2,8-7,1μm, maka kekasaran permukaan bisa berkurang hingga Ra = 2,3-6,1μm.
(3) Pengaruh berbagai parameter proses shot peening pada performa lapisan permukaan diturunkan dari persamaan diferensial partikel proyektil, dan dapat dikaitkan dengan:
Energi kinetik proyektil dan kecepatan aliran udara dari nozzle.
Waktu yang diperlukan proyektil untuk mencapai permukaan benda.
Kepadatan dan frekuensi proyektil.
Semakin kuat proses shot peening, semakin besar dampaknya pada permukaan dibandingkan dengan proses yang lebih lemah, tetapi tren keseluruhan dampak pada kekasaran permukaan tetap tidak berubah.
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Mengapa sebagian benda logam tetap berkilau dan bebas karat, sementara benda logam lainnya cepat kehilangan kilaunya? Rahasianya terletak pada jenis pelapisan yang digunakan. Artikel ini membahas perbedaan antara...
Bagaimana cetakan bisa menghasilkan hasil akhir seperti cermin? Pemolesan bukan hanya tentang estetika; tetapi juga penting untuk daya tahan dan produksi yang efisien. Artikel ini membahas enam metode utama pemolesan cetakan,...
Pernahkah Anda mempertimbangkan pentingnya perawatan permukaan dalam bidang manufaktur? Dalam artikel blog ini, kami akan membahas berbagai jenis proses perawatan permukaan dan aplikasinya. Pakar mekanik kami...
Pernahkah Anda bertanya-tanya mengapa gerinda logam yang kecil dapat menyebabkan masalah besar? Artikel ini membahas penyebab dan bahaya dari tepi tajam dan gerinda pada bagian lembaran logam, terutama pada elevator. Dari...
Bayangkan, mengubah benda-benda biasa menjadi karya seni yang semarak, semuanya dengan teknik pencetakan permukaan yang canggih. Dari ketepatan pelapisan vakum hingga seni etsa foto yang mendetail, artikel ini...
Bayangkan jika setiap bagian dari mesin, mulai dari alat yang paling sederhana hingga mesin yang paling rumit, tiba-tiba mulai rusak. Penyebabnya? Korosi, abrasi, dan kerusakan permukaan lainnya. Blog ini akan membahas...
Pernahkah Anda bertanya-tanya, bagaimana komponen logam mendapatkan kekuatan dan daya tahannya yang luar biasa? Shot peening adalah pahlawan tanpa tanda jasa di balik banyak komponen tangguh yang kita andalkan setiap hari....
Bagaimana jika Anda dapat mengubah bahan biasa menjadi permukaan yang menakjubkan dan berkinerja tinggi? Dalam artikel ini, Anda akan menjelajahi 15 teknik perawatan permukaan yang beragam yang meningkatkan fungsionalitas dan estetika produk....