Desain Stamping dan Cetakan Logam: Panduan Definitif
Pernahkah Anda bertanya-tanya tentang dunia stamping logam yang memukau? Dalam artikel blog ini, kita akan memulai perjalanan yang mengasyikkan untuk menjelajahi seluk-beluk proses manufaktur yang penting ini. Sebagai seorang insinyur mesin yang berpengalaman, saya akan memandu Anda melalui konsep-konsep utama, berbagi wawasan berharga dan contoh-contoh dunia nyata. Bersiaplah untuk menemukan bagaimana stamping logam membentuk kehidupan kita sehari-hari dan pelajari rahasia di balik efisiensi dan keserbagunaannya yang luar biasa.
Stamping logam adalah proses manufaktur bervolume tinggi yang mengubah lembaran logam datar menjadi bentuk tertentu dengan menggunakan kekuatan mekanis. Teknik serbaguna ini sangat penting dalam berbagai industri, termasuk otomotif, kedirgantaraan, elektronik, dan produksi barang konsumen. Proses ini melibatkan beberapa komponen dan tahapan utama:
Cetakan dan pukulan: Die adalah alat yang didesain secara khusus untuk membentuk logam, sedangkan punch digunakan untuk mengerahkan tenaga dan menekan logam ke dalam die.
Tekan: Penekanan mekanis atau hidraulik memberikan kekuatan yang diperlukan untuk membentuk logam.
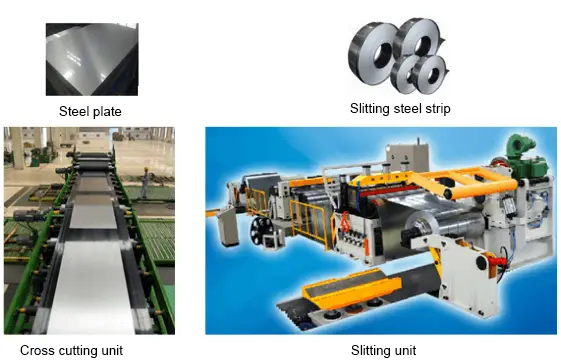
Lembaran logam atau kosong: Bahan mentah, biasanya dalam bentuk gulungan atau blanko yang sudah dipotong sebelumnya, dimasukkan ke dalam mesin cetak.
Tahapan stamping: a. Mengosongkan: Memotong bentuk awal dari lembaran logam. b. Menggambar: Membentuk logam menjadi bentuk tiga dimensi. c. Menusuk: Membuat lubang atau bukaan pada benda kerja. d. Membungkuk: Melipat logam di sepanjang garis lurus. e. Pelapisan: Menekan logam untuk mencapai dimensi dan permukaan akhir yang presisi.
Stamping cetakan progresif: Metode yang mengombinasikan beberapa operasi stamping dalam satu set die, meningkatkan efisiensi dan presisi.
Pertimbangan material: Pilihan logam (misalnya, baja, aluminium, tembaga) memengaruhi proses stamping dan karakteristik produk akhir.
Presisi dan toleransi: Proses stamping modern dapat mencapai toleransi yang ketat, sering kali dalam ± 0,05 mm atau kurang, tergantung pada bahan dan kerumitan komponen.
Otomasi dan sensor: Banyak operasi pencetakan sekarang menggabungkan robotika dan sensor canggih untuk meningkatkan efisiensi, konsistensi, dan kontrol kualitas.
Analisis Elemen Hingga (FEA): Simulasi komputer digunakan untuk mengoptimalkan desain cetakan dan memprediksi perilaku material selama pencetakan.
Operasi pasca-pengecapan: Komponen dapat menjalani proses tambahan seperti deburring, perlakuan panas, atau finishing permukaan untuk memenuhi spesifikasi akhir.
1.1 Karakteristik dan aplikasi proses stamping logam
Apa itu stamping?
Stamping, juga dikenal sebagai pengepresan, adalah proses manufaktur di mana lembaran logam atau bahan non-logam datar dibentuk menjadi bentuk tertentu dengan menggunakan alat dan peralatan khusus. Proses ini biasanya terjadi pada suhu kamar, yang membedakannya sebagai teknik pembentukan dingin. Definisi stamping dapat diartikulasikan sebagai berikut:
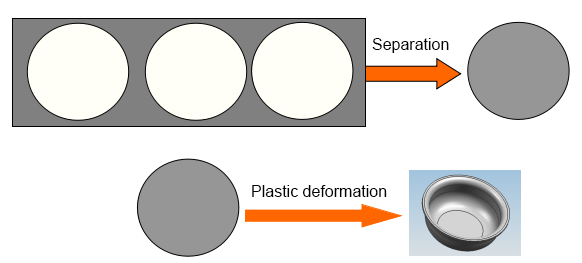
Pada suhu sekitar, lembaran logam (atau non-logam) dikenai gaya terkontrol menggunakan stamping press dan cetakan yang direkayasa secara presisi. Tindakan ini menginduksi pemisahan material atau deformasi plastis, menghasilkan komponen dengan bentuk, dimensi, dan sifat mekanis yang telah ditentukan sebelumnya.
Aspek utama dari proses stamping meliputi:
Suhu: Stamping sebagian besar dilakukan pada suhu kamar, mengklasifikasikannya sebagai proses kerja dingin. Hal ini meniadakan kebutuhan untuk pemanasan, meningkatkan efisiensi energi dan penanganan material.
Bahan baku: Benda kerja utama dalam stamping adalah bahan lembaran, biasanya logam, sehingga dikenal dengan istilah alternatif "stamping lembaran logam." Bahan yang umum termasuk baja, aluminium, kuningan, dan berbagai paduan.
Peralatan dan Perkakas: Stamping memerlukan tiga komponen penting:
Stamping Press: Mesin yang memberikan kekuatan yang diperlukan.
Die Set: Alat-alat yang dirancang secara presisi untuk membentuk material.
Bahan baku: Lembaran logam atau lembaran non-logam yang akan dibentuk.
Mekanisme Deformasi: Stamping bergantung pada deformasi plastis, di mana material diberi tekanan melebihi titik lelehnya tetapi di bawah kekuatan tarik utamanya. Hal ini memungkinkan perubahan bentuk permanen tanpa kegagalan material.
Keserbagunaan: Stamping dapat menghasilkan berbagai macam suku cadang, mulai dari mesin cuci datar sederhana hingga panel bodi otomotif yang rumit, melalui berbagai operasi seperti pengosongan, penindikan, pembengkokan, dan penarikan dalam.
Efisiensi Produksi: Stamping sangat cocok untuk produksi bervolume tinggi, menawarkan waktu siklus yang cepat dan kualitas suku cadang yang konsisten ketika digunakan dan dioperasikan dengan benar.
Karakteristik dan aplikasi stamping logam:
(1) Produktivitas tinggi dengan pengoperasian yang efisien, memfasilitasi mekanisasi dan integrasi otomatisasi yang mulus.
(2) Akurasi dimensi yang luar biasa dan konsistensi bagian per bagian yang unggul, memastikan pertukaran yang optimal.
(3) Tingkat pemanfaatan material yang mengesankan, biasanya berkisar antara 70% hingga 85%, dengan beberapa proses lanjutan yang mencapai efisiensi hingga 95%.
(4) Kemampuan untuk menghasilkan geometri kompleks yang menantang atau tidak mungkin dilakukan dengan metode pemesinan konvensional, seperti komponen berdinding tipis yang digambar dalam dengan fitur yang rumit.
(5) Memungkinkan produksi komponen ringan dengan rasio kekakuan terhadap berat yang sangat baik dan integritas struktural yang tinggi.
(6) Proses pembentukan dingin meniadakan kebutuhan pemanasan, sehingga menghasilkan penghematan energi dan kualitas permukaan akhir yang unggul.
(7) Mengurangi biaya per unit secara signifikan dalam skenario produksi bervolume tinggi.
Atribut-atribut ini memposisikan metal stamping sebagai proses manufaktur serbaguna yang unik, menggabungkan kualitas tinggi, efisiensi, konservasi energi, dan efektivitas biaya dengan cara yang tidak tertandingi oleh metode pengerjaan logam alternatif.
Akibatnya, stempel logam menemukan aplikasi yang luas di berbagai industri. Di sektor mesin otomotif dan pertanian, komponen yang dicap terdiri dari 60% hingga 70% komponen. Demikian pula, industri instrumentasi dan pengukuran mengandalkan stamping untuk 60% hingga 70% komponennya. Proses ini sama lazimnya dalam memproduksi beragam peralatan dapur stainless steel dan barang-barang yang digunakan sehari-hari.
Keserbagunaan stamping logam mencakup berbagai aplikasi yang mengesankan, mulai dari komponen elektronik miniatur dan penunjuk instrumen presisi hingga panel bodi otomotif berskala besar dan balok struktural. Bahkan dalam industri kedirgantaraan, komponen penting seperti kulit pesawat terbang diproduksi dengan menggunakan teknik stamping yang canggih. Luasnya aplikasi ini menggarisbawahi kemampuan adaptasi proses terhadap beragam skala dan persyaratan kompleksitas di berbagai sektor.
Kerugian dari stamping
Siklus pembuatan cetakan panjang dan biayanya tinggi. Karena menggunakan metode dan sarana pemrosesan tradisional dan bahan cetakan tradisional
Namun demikian, dengan munculnya teknologi pemrosesan cetakan yang canggih dan bahan cetakan non-tradisional, kekurangan ini dapat diatasi secara bertahap.
Seperti:
Membuat cetakan dari bahan paduan dengan titik leleh rendah
Membuat cetakan menggunakan prototipe cepat
Cetakan ekonomi
Singkatnya, industri cetakan adalah industri dasar suatu negara, tingkat desain cetakan dan pembuatan cetakan telah menjadi tolok ukur tingkat pembuatan produk di suatu negara.
Negara-negara maju sangat mementingkan pengembangan cetakan.
Jepang percaya bahwa "jamur adalah kekuatan pendorong untuk memasuki masyarakat yang makmur";
Jerman "Kaisar dalam industri pengolahan logam";
Rumania: "cetakannya adalah Sentuhan Emas"; cetakannya dianggap sebagai batu di industri arena internasional.
Namun demikian, cetakan di sini juga termasuk cetakan, penempaan maticetakan die-casting, cetakan karet, cetakan makanan, cetakan bahan bangunan, dll., tetapi saat ini cetakan dingin dan cetakan plastik adalah yang paling banyak digunakan, masing-masing menyumbang sekitar 40%.
1.2 Klasifikasi proses stamping
Diklasifikasikan berdasarkan sifat deformasi
Proses pemisahan
Proses pembentukan
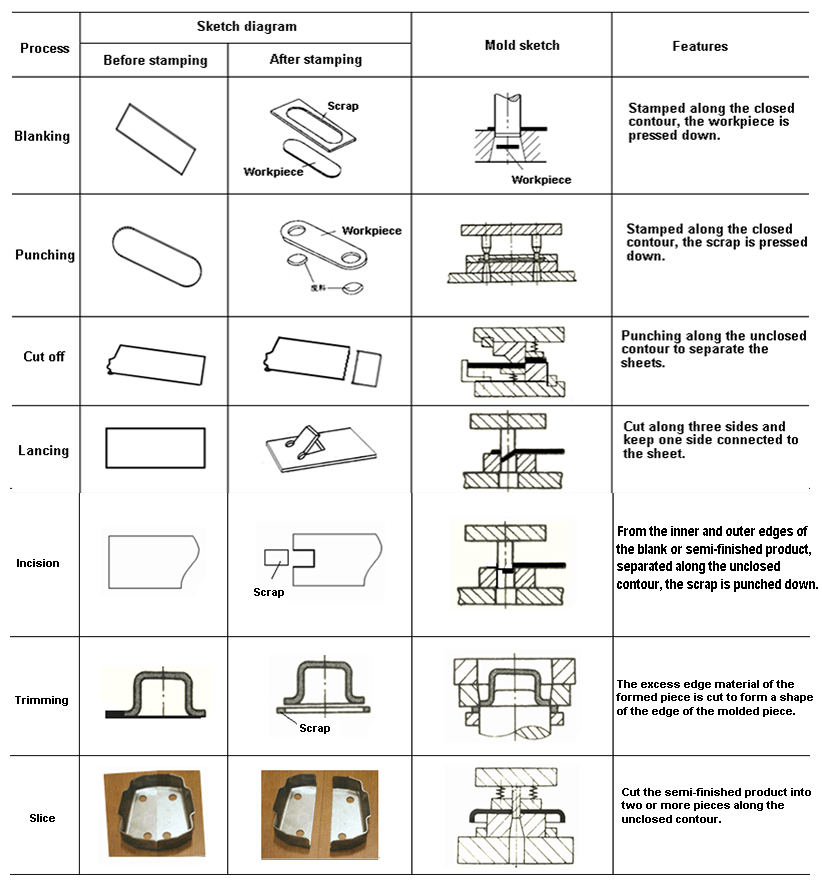
(1)Proses pemisahan
Selama pencetakan, bahan yang akan diproses berubah bentuk oleh kekuatan eksternal.
Ketika tegangan geser material di zona deformasi mencapai kekuatan geser material, material tersebut digeser dan dipisahkan untuk membentuk bagian dengan bentuk dan ukuran tertentu.
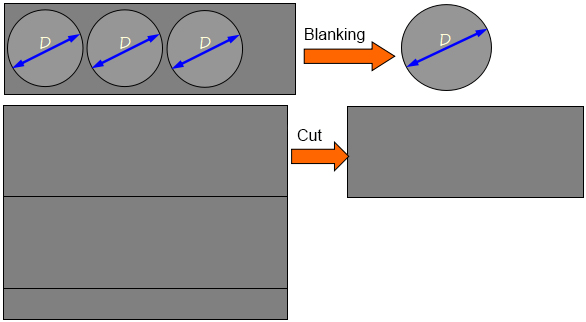
Proses pemisahan terutama mencakup pemotongan, pelubangan, mengosongkanbentukan, bentukan, pengirisan, dll.
Proses pemisahan ditunjukkan seperti di bawah ini:
Pemisahan terjadi tetapi tidak mengubah bentuk ruang.
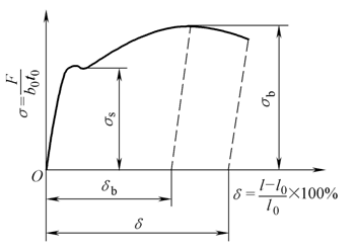
Selama stamping, material di bawah aksi gaya eksternal, tegangan ekuivalen material di zona deformasi mencapai batas luluh σs material, tetapi tidak mencapai batas kekuatan σb, sehingga material hanya berubah bentuk secara plastis, sehingga memperoleh bagian dengan bentuk dan ukuran tertentu.
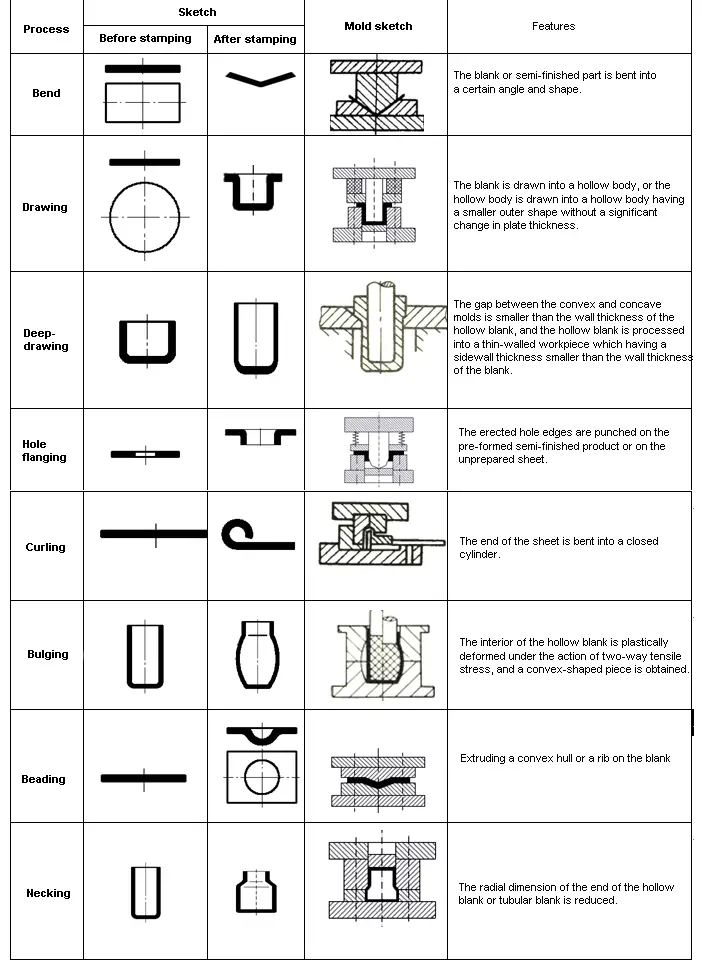
Proses pembentukan terutama mencakup pembengkokan, penarikan dalam, pembubutan, penyusutan, penonjolan, dll.
Proses pembentukan ditunjukkan sebagai berikut:
Hanya mengubah bentuk blanko, tidak terjadi pemisahan.
Tabel 1-2 Proses pembentukan
Menurut sifat zona deformasi
Pembentukan tipe perpanjangan: Tegangan utama maksimum dari zona deformasi adalah tegangan tarik, dan mode kegagalannya adalah retak tarik, yang ditandai dengan penipisan ketebalan.
Pembentukan tipe kompresi: Tegangan utama maksimum dari zona deformasi adalah tegangan tekan, yang ditandai dengan penebalan ketebalan dan bentuk kegagalan adalah kerutan.
Menurut metode deformasi dasar
Mengosongkan
Membungkuk
Gambar dalam
Pembentukan
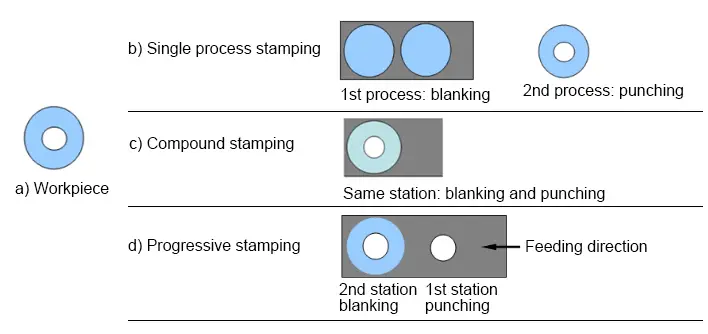
Menurut kombinasi proses
Stamping proses tunggal
Stempel majemuk
Stamping progresif
1.3 Bahan stamping
Persyaratan dasar untuk mencap pada lembaran
Memenuhi persyaratan kinerja
Memenuhi persyaratan proses stamping
Memenuhi persyaratan performa adalah yang pertama, dan memenuhi persyaratan proses stamping sebanyak mungkin sekaligus memenuhi persyaratan performa.
1.3.1 Persyaratan proses untuk bahan stamping
1. Kinerja pembentukan stamping
Performa pembentukan stamping mengacu pada kemampuan lembaran untuk beradaptasi dengan proses stamping.
Dua jenis ketidakstabilan:
Ketidakstabilan tarik - leher atau patah lokal di bawah tekanan tarik;
Ketidakstabilan kompresi - ketidakstabilan kerutan di bawah tekanan kompresi.
Yang pertama seperti fenomena leher dalam uji tarik baja karbon rendah, dan yang kedua adalah fenomena ketidakstabilan batang tekanan.
Dengan demikian, terdapat batas pembentukan, yang dibagi ke dalam batas pembentukan keseluruhan dan batas pembentukan lokal. Semakin tinggi batas pembentukan, semakin baik performa pembentukan pers.
Bagaimana cara mengukur performa pembentukan stamping pada lembaran?
(1) Ketahanan retak mengacu pada kemampuan lembaran untuk menahan kerusakan selama deformasi.
(2) Kemampuan rekat mengacu pada kemampuan lembaran untuk menyesuaikan diri dengan bentuk cetakan selama proses pembentukan cetakan.
(3) Kemampuan bentuk mengacu pada kemampuan suatu bagian untuk mempertahankan bentuknya di dalam cetakan setelah dicetak.
Sifat pembentukan stamping dari lembaran dapat diukur dengan sifat mekanis lembaran. Sifat mekanis dapat diperoleh melalui eksperimen.
Tes langsung: Proses pencetakan yang sesungguhnya secara langsung disimulasikan dengan menggunakan peralatan khusus.
Tes tidak langsung: Performa umum material diperoleh dengan cara peregangan, geseran, pengujian kekerasan, pengujian metalografi, dll. dengan menggunakan peralatan umum.
(1) Metode pengujian langsung
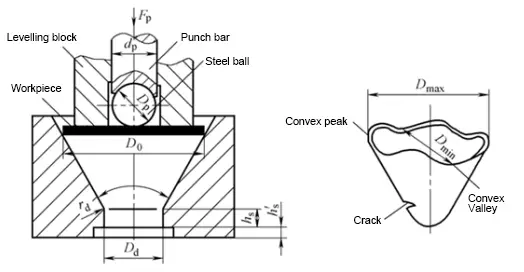
Seperti uji cangkir kerucut (GB / T 15825.6-2008)
(2) Metode pengujian tidak langsung
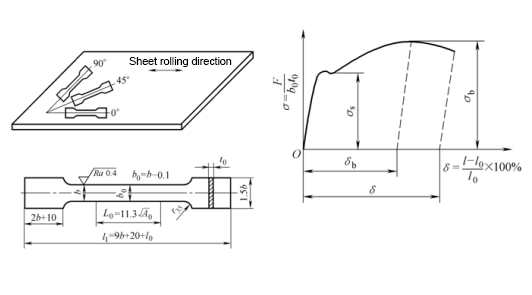
Seperti uji tarik baja karbon rendah, dll.
Indikator mekanis yang mempengaruhi sifat pembentukan pers
Δγ =(γ0 +γ90 - 2γ45) / 2 besar → Semakin berbeda anisotropinya
Persyaratan komposisi kimia: Kandungan yang berbeda dari beberapa elemen dalam baja akan menghasilkan plastisitas dan kerapuhan material yang berbeda.
Persyaratan untuk struktur metalografi: Struktur metalografi yang berbeda dapat menyebabkan sifat mekanis yang berbeda seperti kekuatan dan plastisitas.
Persyaratan untuk kualitas permukaan: Memerlukan permukaan yang mulus, tidak ada kerak oksida, retakan, goresan dan cacat lainnya.
Persyaratan untuk toleransi ketebalan material: Ketebalan tertentu sesuai dengan celah cetakan tertentu, dan toleransi ketebalan material harus sesuai dengan standar nasional.
1.3.2 Bahan stamping dan metode pemotongan yang umum
A.Bahan stempel yang umum
Lembaran logam: logam besi; logam non-besi
Non-logam lembaran: papan karet, lembaran karet, papan plastik, dll.
Kisaran ukuran pelat dan strip baja (GB/T708-2006)
1) Nominal ketebalan pelat baja dan strip baja (termasuk strip baja celah) adalah antara 0,3 mm dan 4,0 mm, dan pelat baja dan baja dengan ketebalan nominal di bawah 1 mm memiliki ukuran berapa pun dalam kelipatan 0,05 mm; ketebalan nominal di atas 1 mm. Pelat baja dan baja tersedia dalam berbagai ukuran dengan kelipatan 0,1 mm.
2) Lebar nominal pelat baja dan strip baja adalah antara 600mm dan 2050mm, dan ada berbagai ukuran dalam kelipatan 10mm.
3) Panjang nominal pelat baja adalah antara 1000mm dan 6000mm, dan berbagai ukuran dalam kelipatan 50.
4) Sesuai dengan kebutuhan pembeli, pelat dan strip baja dengan ukuran lain dapat dipasok melalui negosiasi antara pemasok dan pembeli.
Menggabungkan kondisi peralatan yang ada di bengkel
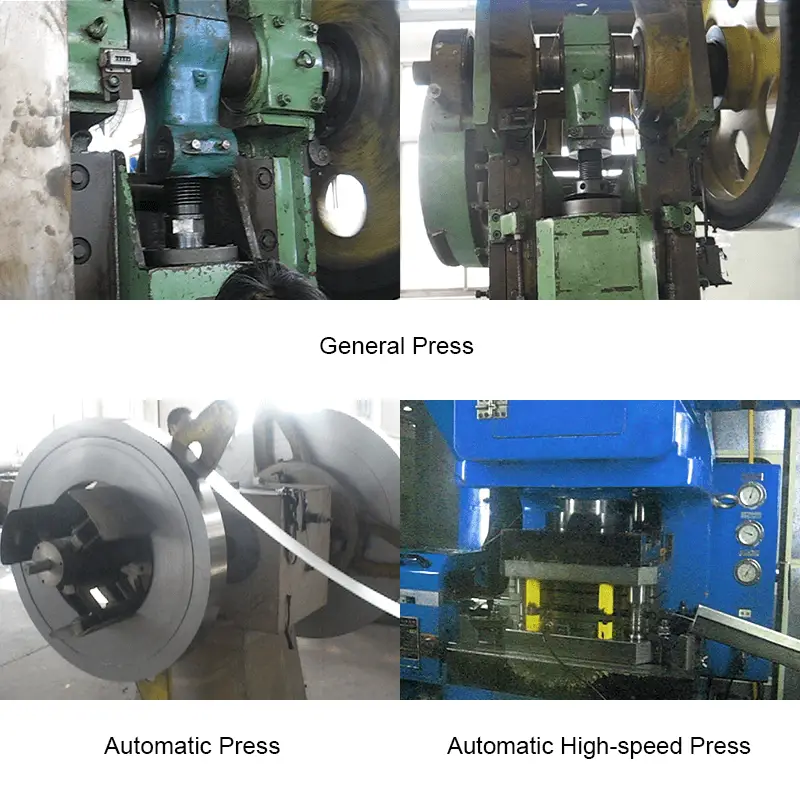
Jenis peralatan stamping : Jenis peralatan stamping
Menurut gaya penggerak slider yang berbeda, ada pengepresan mekanispengepres hidrolik dan pengepres udara;
Menurut struktur tempat tidur, ada pengepresan terbuka dan tertutup;
Menurut jumlah slider, ada penekanan single action (satu slider), double action (dua slider), dsb.;
Menurut jumlah batang penghubung, ada satu titik (satu batang penghubung) tekan, dua titik (dua batang penghubung) tekan, empat titik (empat batang penghubung) tekan, dll.
……
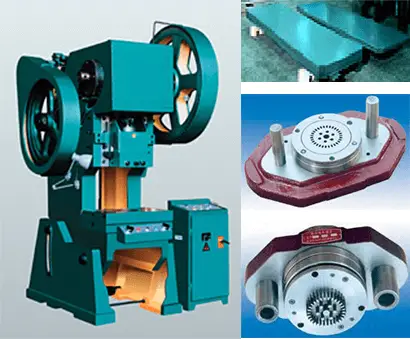
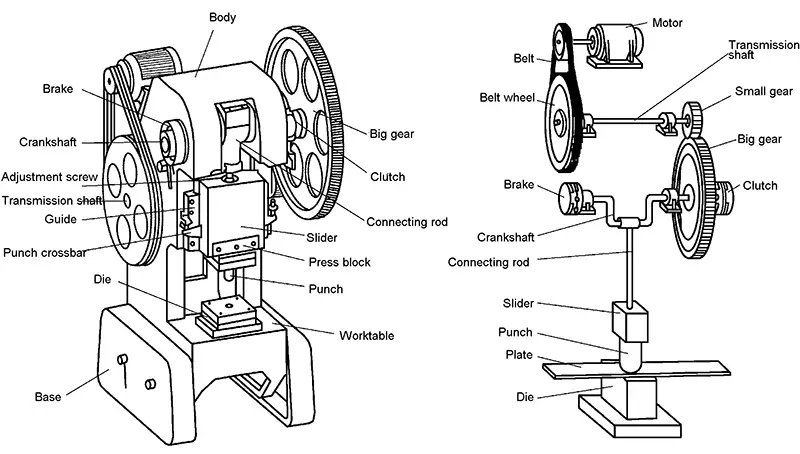
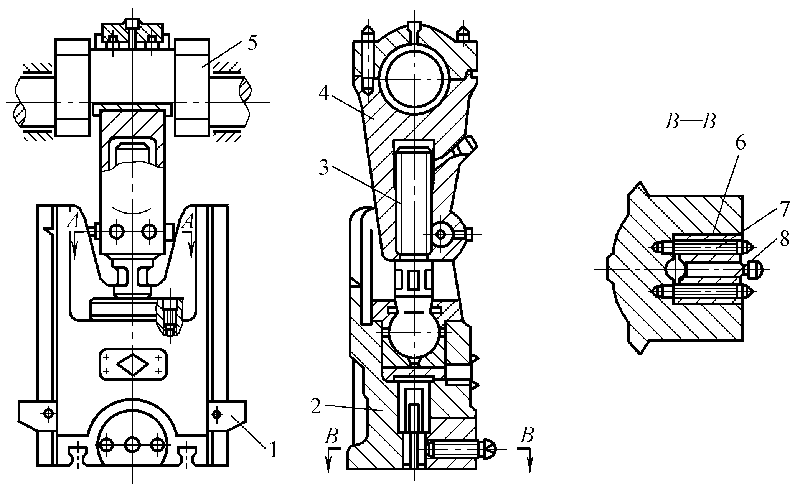
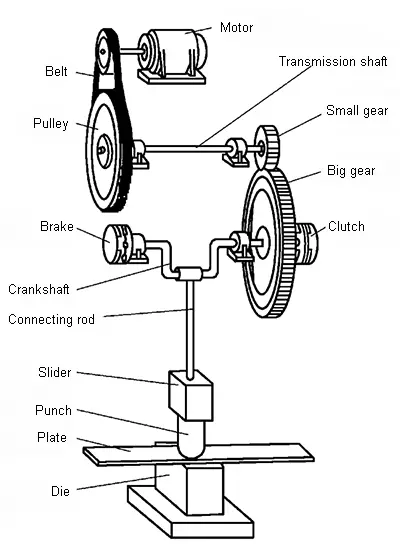
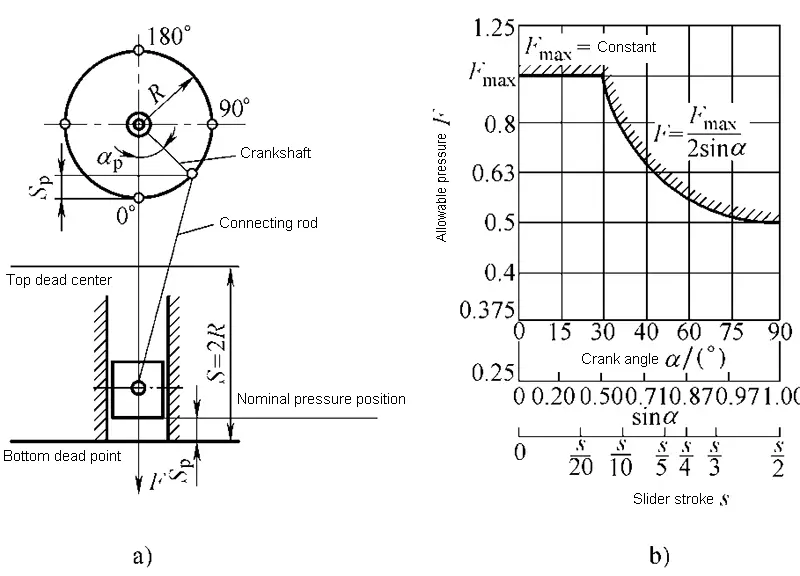
Prinsip kerja dan komponen utama crank press
(1) Mekanisme kerja
Mekanisme engkol dan tautan: Mekanisme crank link terdiri atas poros engkol, batang penghubung dan slider. Panjang batang penghubung dapat disesuaikan agar sesuai dengan ukuran cetakan yang berbeda-beda.
Bahan yang berbeda memiliki plastisitas yang berbeda dalam kondisi deformasi yang sama, dan bahan yang sama akan memiliki plastisitas yang berbeda dalam kondisi deformasi yang berbeda.
2.2 Mekanika pembentukan plastik
Keadaan stres
Status regangan
Kriteria hasil (kondisi plastik)
Hubungan tegangan-regangan selama deformasi plastis
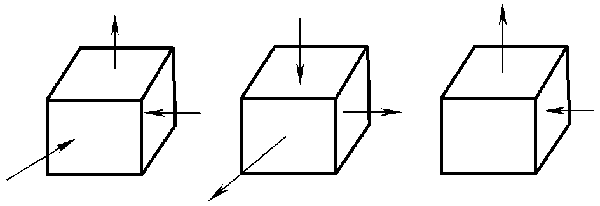
3 status regangan utama:
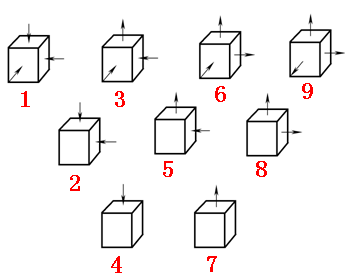
9 jenis kondisi tegangan utama:
2.3 Hukum dasar pembentukan plastik
Hukum pengerasan kerja
Membongkar hukum pemulihan elastisitas
Hukum resistensi terkecil
Hukum invariansi volume deformasi plastis
4 Jenis Proses Stamping Logam
Sekarang, mari kita selami empat proses stamping logam dasar berikut ini, masing-masing memainkan peran penting dalam manufaktur modern:
Mengosongkan
Membungkuk
Menggambar dalam
Pembentukan
Pengosongan adalah operasi pemotongan presisi di mana sepotong logam datar dipisahkan dari lembaran yang lebih besar. Proses ini menggunakan cetakan dan pelubang untuk membuat bentuk dua dimensi, yang sering kali berfungsi sebagai langkah awal untuk operasi pembentukan selanjutnya. Bagian yang dihasilkan, yang disebut blank, dapat menjadi produk akhir atau menjalani pemrosesan lebih lanjut.
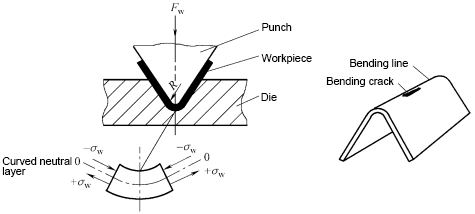
Pembengkokan melibatkan deformasi plastis logam di sepanjang sumbu lurus, menciptakan sudut, bentuk U, atau bentuk V. Proses ini menggunakan berbagai teknik seperti pembengkokan udara, bottoming, dan coining, yang masing-masing menawarkan tingkat presisi dan kontrol gaya yang berbeda. Pilihan metode pembengkokan tergantung pada faktor-faktor seperti sifat material, sudut pembengkokan yang diinginkan, dan volume produksi.
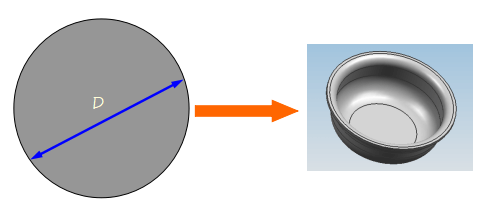
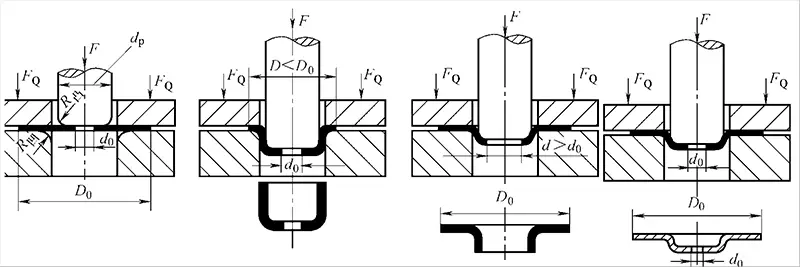
Deep Drawing adalah proses pembentukan kompleks yang mengubah logam datar kosong menjadi bentuk tiga dimensi yang berongga. Teknik ini banyak digunakan dalam pembuatan barang-barang seperti panel bodi otomotif, kaleng minuman, dan bak cuci piring. Proses ini melibatkan penarikan material ke dalam rongga cetakan menggunakan punch, yang sering kali membutuhkan beberapa tahap untuk bentuk yang rumit. Pertimbangan yang cermat terhadap aliran material, pelumasan, dan desain cetakan sangat penting untuk mencegah cacat seperti kerutan atau sobekan.
Pembentukan mencakup berbagai operasi yang membentuk logam tanpa mengubah ketebalannya secara signifikan. Ini mencakup proses seperti emboss, coining, dan peregangan. Operasi pembentukan dapat menciptakan geometri yang kompleks, menambah kekakuan struktural, atau memberikan fitur dekoratif pada benda kerja. Teknik-teknik canggih seperti hydroforming dan pembentukan bantalan karet memungkinkan pembuatan bentuk yang rumit dengan distribusi material dan permukaan akhir yang lebih baik.
Klik tautan di bawah ini untuk mempelajari semua detailnya:
Sebagai pendiri MachineMFG, saya telah mendedikasikan lebih dari satu dekade karier saya untuk industri pengerjaan logam. Pengalaman saya yang luas telah memungkinkan saya untuk menjadi ahli di bidang fabrikasi lembaran logam, permesinan, teknik mesin, dan peralatan mesin untuk logam. Saya terus berpikir, membaca, dan menulis tentang subjek-subjek ini, terus berusaha untuk tetap menjadi yang terdepan di bidang saya. Biarkan pengetahuan dan keahlian saya menjadi aset bagi bisnis Anda.
Pernahkah Anda bertanya-tanya bagaimana komponen logam pada mobil atau peralatan rumah tangga Anda dibuat? Stamping logam, sebuah proses yang melibatkan pembentukan lembaran logam dengan cetakan, adalah kuncinya. Metode ini menawarkan...
Kerutan pada metal stamping dapat merusak kualitas komponen yang dicap, tetapi dapat dikontrol melalui praktik tertentu. Artikel ini membahas berbagai faktor, seperti kedalaman regangan, kekuatan dudukan kosong, dan...
Pernahkah Anda bertanya-tanya bagaimana mesin-mesin yang membentuk dunia kita dibuat? Blog ini akan membawa Anda dalam sebuah perjalanan melalui produsen mesin press punch terbaik. Anda akan belajar tentang...
Pernahkah Anda bertanya-tanya bagaimana mobil dibuat dengan begitu cepat dan aman? Artikel ini mengungkap keajaiban di balik jalur produksi stamping otomatis, di mana robot menggantikan tenaga kerja manual, meningkatkan efisiensi dengan...
Bahan apa yang membuat cetakan stamping menjadi kuat dan presisi? Stamping dies membutuhkan daya tahan dan presisi tinggi, dan material seperti baja, karbida, dan berbagai paduan memainkan peran penting. Artikel ini membahas...
Penasaran dengan keajaiban stamping logam? Dalam artikel blog ini, kita akan menyelami dunia flens, necking, dan bulging yang memukau. Insinyur mekanik ahli kami akan memandu Anda...
Apakah Anda kesulitan memilih mesin cetak stamping yang tepat untuk kebutuhan produksi Anda? Memilih mesin cetak stamping yang tepat sangat penting untuk mengoptimalkan efisiensi produksi dan memastikan hasil yang berkualitas tinggi. Panduan ini...
Pernahkah Anda bertanya-tanya, mengapa sebagian komponen logam sobek sewaktu melakukan deep drawing? Ini adalah masalah umum yang dapat merusak proses produksi. Artikel ini membahas penyebab robekan pada gambar dalam...
Pernahkah Anda bertanya-tanya bagaimana sebuah lembaran logam yang datar dapat diubah menjadi bagian yang rumit dan berongga? Deep drawing, proses pembentukan yang menarik, memungkinkan hal ini terjadi. Dalam artikel ini,...