1.1 Характеристики и области применения процесса штамповки металла
Определение штамповки
Что такое тиснение?
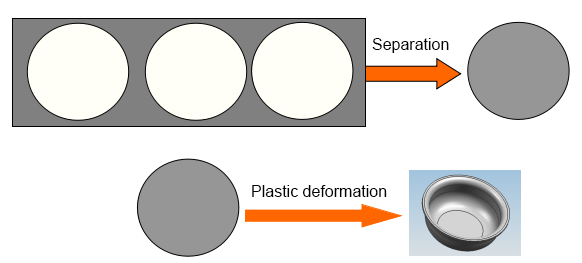
Определение штамповки: при нормальной температуре металлический (или неметаллический) лист прессуется на штамповочный пресс штамповочным штампом, чтобы вызвать разделение или пластическую деформацию, в результате чего получаются детали определенной формы, размера и характеристик.
От концепции штамповки:
(1) Штамповка осуществляется при комнатной температуре, то есть не требует нагрева, поэтому ее называют холодной штамповкой.
(2) Объектами штамповочной обработки являются все листы, поэтому она также называется листовой металл тиснение.
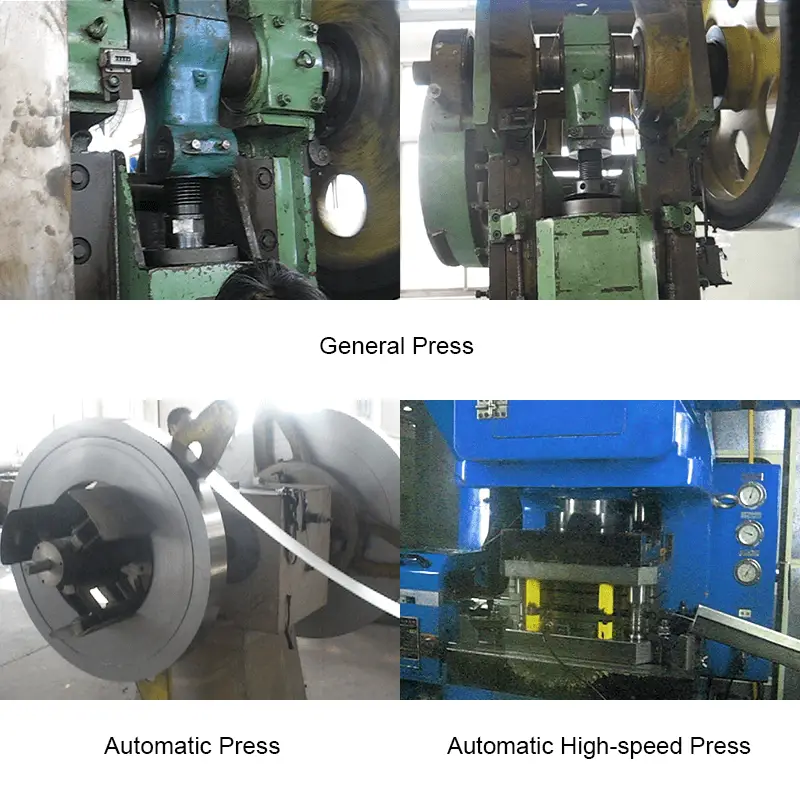
(3) Штамповка осуществляется с помощью оборудования и пресс-форм. Для этого необходимы три элемента: пуансон (оборудование), пресс-форма и сырье.
(4) Штамповка является одной из основных форм пластической деформации.
Штамповка металла характеристики и применение
(1) Высокая производительность, простота эксплуатации, легкая механизация и автоматизация.
(2) Высокая точность размеров и хорошая взаимозаменяемость.
(3) Коэффициент использования материала высокий, обычно до 70%~85%, а в некоторых случаях до 95%.
(4) Сложные по форме детали, которые трудно или невозможно обработать другими методами обработки, например, детали с тонкой оболочкой для глубокой вытяжки.
(5) Можно получить детали с малым весом, хорошей жесткостью и высокой прочностью.
(6) Не требуется нагрев, можно экономить электроэнергию, качество поверхности хорошее.
(7) При массовом производстве стоимость продукции низкая.
Как видно, штамповка может сочетать в себе высокое качество, высокую эффективность, низкое энергопотребление и низкую стоимость, что несравнимо с другими методами обработки.
Поэтому применение штамповки очень обширно. Например, в автомобильной и тракторной промышленности на штампованные детали приходится 60%~70%, на приборы и счетчики - 60~70%, а также на различную посуду из нержавеющей стали в повседневной жизни.
От тонких электронных компонентов, указателей приборов до сверхпрочных автомобильных крышек и балок, а также обшивки самолетов - все это требует штамповки.
Недостатки штамповки
Цикл изготовления пресс-формы длительный, а стоимость высокая. Поскольку при этом используются традиционные методы и средства обработки и традиционные материалы для пресс-форм
Однако с появлением передовых технологий обработки пресс-форм и нетрадиционных материалов этот недостаток можно постепенно преодолеть.
Например:
- Изготовление пресс-форм из сплавов с низкой температурой плавления
- Изготовление пресс-форм методом быстрого прототипирования
- Экономическая плесень
Одним словом, индустрия пресс-форм - это базовая отрасль страны, уровень проектирования и производства пресс-форм стал мерилом уровня производства продукции в стране.
Развитые страны придают большое значение развитию плесени.
В Японии считают, что "плесень - это движущая сила для вхождения в богатое общество";
Германия: "император в металлообрабатывающей промышленности";
Румыния: "плесень - это Golden Touch"; плесень считается камнем в международной индустрии арены.
Однако здесь есть и плесени, ковочные штампы, штампы для литья под давлением, резиновые формы, формы для пищевых продуктов, формы для строительных материалов и т.д., но в настоящее время наиболее широко используются штампы для холодного литья и формы для пластмасс, на каждую из которых приходится около 40%.
1.2 Классификация процессов штамповки
- Классификация по деформационным свойствам
- Процесс разделения
- Процесс формовки
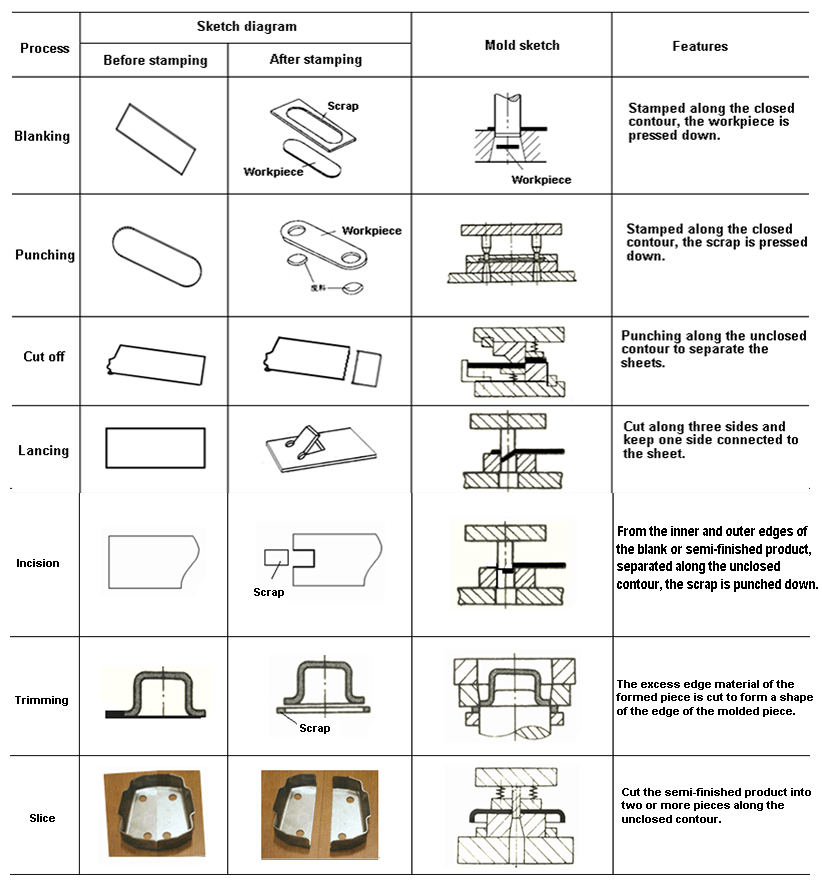
(1) Процесс сепарации
Во время штамповки обрабатываемый материал деформируется под действием внешней силы.
Когда напряжение сдвига материала в зоне деформации достигает предела прочности материала на сдвиг, материал сдвигается и разделяется, образуя детали определенной формы и размера.
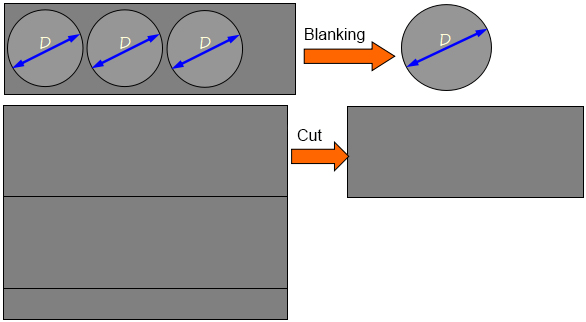
Процесс разделения в основном включает в себя резку, штамповку, заглушка, насечка, нарезка и т.д.
Процесс разделения показан ниже:
Разделение происходит, но не меняет форму пространства.
Таблица 1-1 Процесс разделения
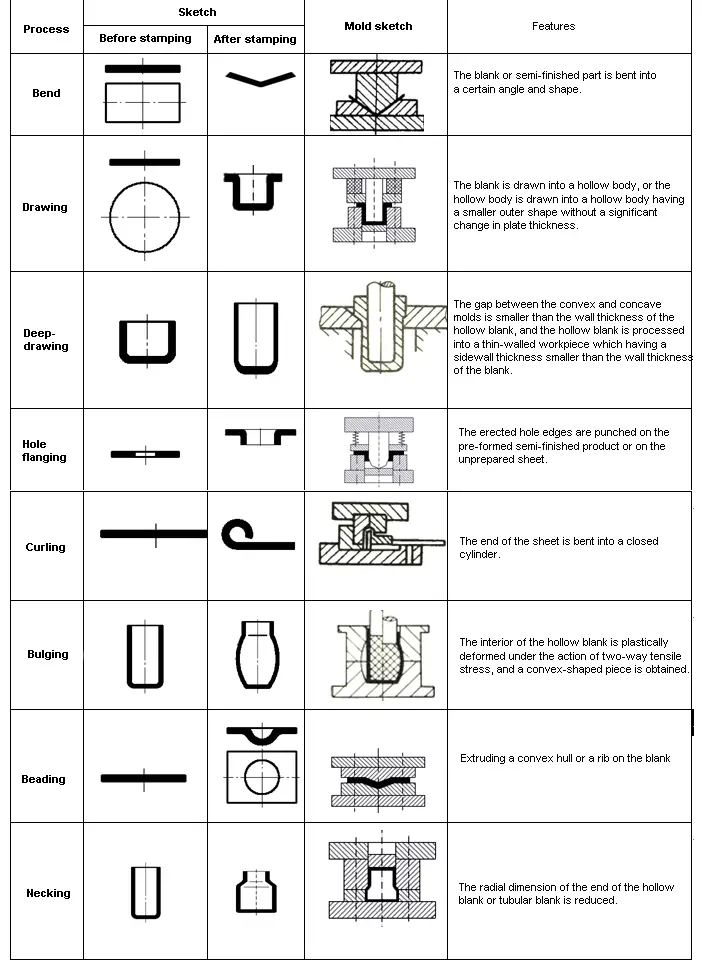
(2)Обработка металлов давлением процесс
При штамповке материал под действием внешней силы, эквивалентное напряжение материала в зоне деформации достигает предела текучести σs материала, но не достигает предела прочности σb, так что материал только пластически деформируется, получая таким образом детали определенной формы и размера.
Процесс формовки включает в себя, в основном, гибку, глубокую вытяжку, обточку, усадку, выпуклость и т.д.
Процесс формования выглядит следующим образом:
Измените только форму заготовки, разделения не произойдет.
Таблица 1-2 Процесс формовки
- В зависимости от характера зоны деформации
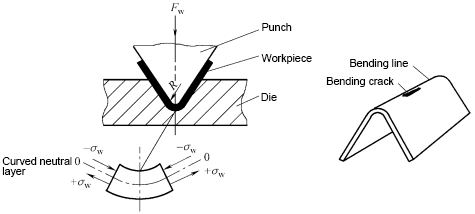
- Формообразование удлиненного типа: Максимальное главное напряжение в зоне деформации - растягивающее, а режим разрушения - трещина при растяжении, характеризующаяся утоньшением толщины.
- Формование типа сжатия: Максимальным главным напряжением в зоне деформации является сжимающее напряжение, которое характеризуется утолщением по толщине, а формой разрушения является морщинистость.
- Согласно методу базовой деформации
- Заглушка
- Сгибание
- Глубокий рисунок
- Формирование
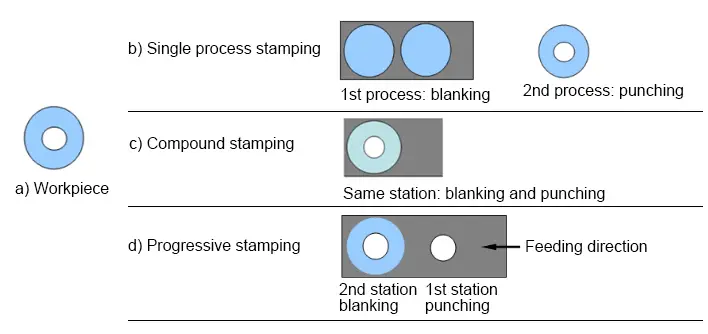
- В зависимости от сочетания процессов
- Однопроцессная штамповка
- Штамповка соединений
- Прогрессивная штамповка
1.3 Материал для штамповки
Основные требования к тиснению на листах
- Соответствие требованиям производительности
- Соответствует требованиям процесса штамповки
На первом месте стоит удовлетворение требований к производительности, а на втором - максимально возможное удовлетворение требований к процессу штамповки при соблюдении требований к производительности.
1.3.1 Технологические требования к материалам для штамповки
1.Штамповка производительность формирования
Характеристики штамповочного формования означают способность листа адаптироваться к процессу штамповки.
Два вида нестабильности:
- Нестабильность при растяжении - локальное утолщение или разрушение под действием растягивающего напряжения;
- Компрессионная нестабильность - нестабильность морщин при сжимающем напряжении.
Первая похожа на явление заклинивания при испытании на растяжение низкоуглеродистой стали, а вторая - на явление нестабильности нажимного бруса.
Таким образом, существует предел формования, который подразделяется на общий предел формования и локальный предел формования. Чем выше предел формования, тем выше производительность прессования.
Как измерить производительность штамповочного формования листа?
(1) Трещиностойкость - это способность листа сопротивляться повреждениям во время деформации.
(2) Пастообразность - это способность листа прилегать к форме пресс-формы в процессе прессования.
(3) Формоустойчивость - это способность детали сохранять свою форму в пресс-форме после распалубки.
Свойства штамповочного формования листа можно определить по его механическим свойствам. Механические свойства могут быть получены в ходе экспериментов.
Обработка листового металла метод испытания на работоспособность:
- Прямое испытание: С помощью специального оборудования непосредственно моделируется реальный процесс штамповки.
- Косвенные испытания: Общие характеристики материала определяются с помощью растяжения, сдвига, испытаний на твердость, металлографических испытаний и т.д. с использованием общего оборудования.
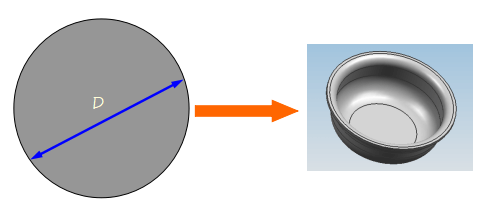
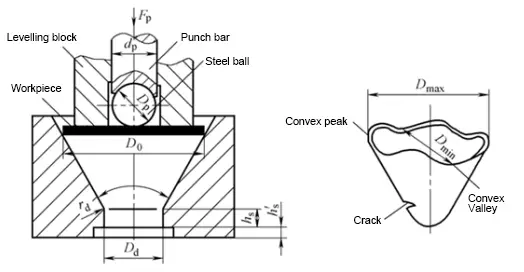
(1) Прямой метод испытания
Например, испытание конусной чашки(GB/T 15825.6-2008)
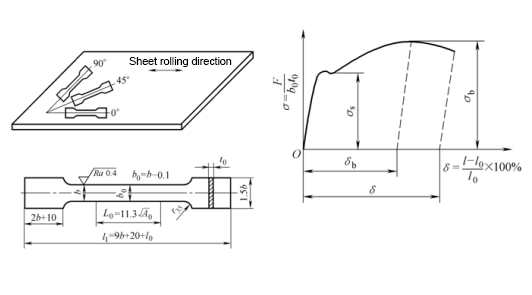
(2) Косвенный метод испытания
Например, испытание на растяжение низкоуглеродистой стали и т.д.
Механические показатели, влияющие на свойства прессования
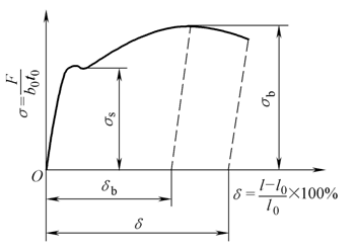
(1) Общее удлинение δ и равномерное удлинение δb
δ - хорошо → Допускает большие пластические деформации
(2) Отношение урожайности σs /σb
σs/σb мало → хорошая трещиностойкость, фиксация формы и хорошая формуемость
(3) Модуль упругости E
Большой модуль упругости E → хорошая форма
(4) Индекс закалки n
n велико → нелегко взломать
(5) Коэффициент пластической деформации γ
γ = εb /εt велика → Хорошая устойчивость к растрескиванию
(6) Коэффициент удельной анизотропии пластической деформации
Δγ =(γ0 +γ90 - 2γ45 )/2 велика → Чем больше разница в анизотропии
- Требования к химическому составу: Различное содержание некоторых элементов в стали приводит к разной пластичности и хрупкости материала.
- Требования к металлографической структуре: Различные металлографические структуры могут приводить к различным механическим свойствам, таким как прочность и пластичность.
- Требования к качеству поверхности: Требуется гладкая поверхность, без оксидного налета, трещин, царапин и других дефектов.
- Требования к допуску толщины материала: Определенная толщина соответствует определенному зазору в пресс-форме, и допуск на толщину материала должен соответствовать национальному стандарту.
1.3.2 Распространенные материалы для штамповки и методы резки
A. Распространенные материалы для штамповки
- Металлический лист: черный металл; цветной металл
- Неметаллические Лист: резиновая плита, резиновый лист, пластиковая плита и т.д.
Похожие статьи: Черные и цветные металлы
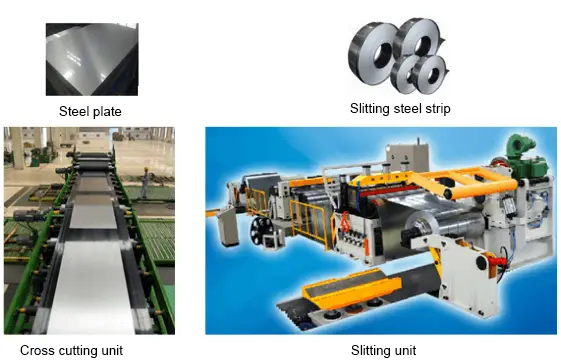
Технические характеристики металлического листа: стальная полоса, стальная пластина, стальная лента с просечкой и т.д.
Размерный ряд стальных листов и полос (GB/T708-2006)
1) Номинальный толщина стального листа и стальной полосы (включая стальную полосу для продольной резки) составляет от 0,3 мм до 4,0 мм, а стальной лист и сталь с номинальной толщиной менее 1 мм имеют любой размер кратно 0,05 мм; номинальная толщина - более 1 мм. Стальные листы и сталь имеют любой размер, кратный 0,1 мм.
2) Номинальная ширина стальных листов и стальных полос составляет от 600 мм до 2050 мм, возможны любые размеры, кратные 10 мм.
3) Номинальная длина стального листа составляет от 1000 мм до 6000 мм, а также любой размер, кратный 50.
4) В соответствии с требованиями покупателя, стальные листы и полосы других размеров могут быть поставлены путем переговоров между поставщиком и покупателем.
- Материал для штамповки метод заглушки
(1) Ножницы резка
(2) Стрижка дисков
(3) Другие методы резки
- Лазерный резак
- Плазменная резка машина
- Высокое давление резка воды машина
- Проволочный электроэрозионный станок
- Электрическая перфорация и т.д.
1.4 Штамповочное оборудование
Принцип выбора штамповочного оборудования:
- Характер процесса штамповки: разделение или формование
- Сила нажатия: открыто, закрыто
- Структура пресс-формы
- Высота закрытия пресс-формы, размер контура
- Производственная партия
- Себестоимость продукции
- Качество продукции
- Объединить имеющееся в мастерской оборудование
Тип штамповочного оборудования:
- В соответствии с различной движущей силой слайдера, существуют механические прессыГидравлические и пневматические прессы;
- По структуре станины различают открытые и закрытые прессы;
- В зависимости от количества ползунков различают нажатия одинарного действия (один ползунок), двойного действия (два ползунка) и т.д.;
- По количеству шатунов различают одноточечный (один шатун) пресс, двухточечный (два шатуна) пресс, четырехточечный (четыре шатуна) пресс и т.д.
- ……
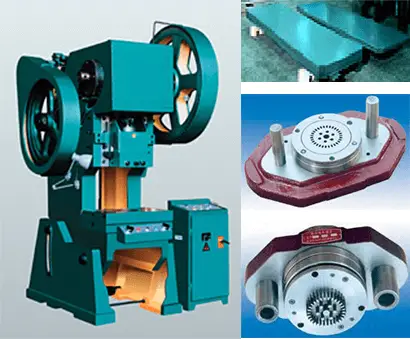
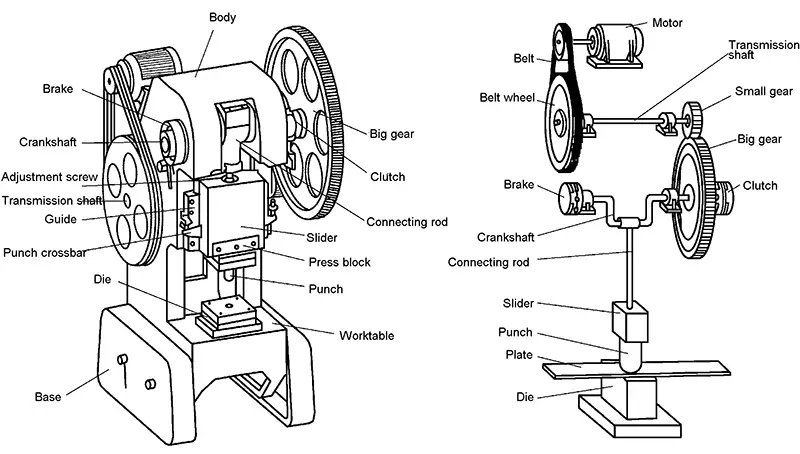
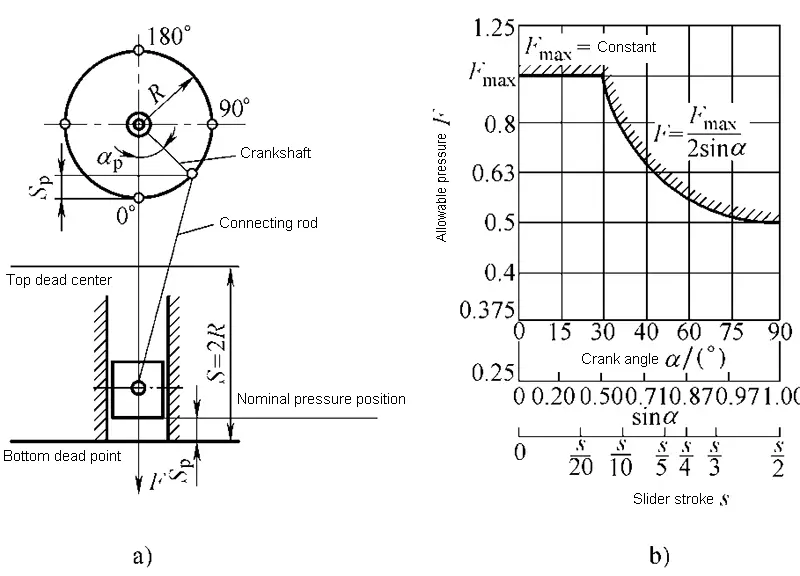
Принцип работы и основные компоненты кривошипного пресса
(1) Рабочий механизм
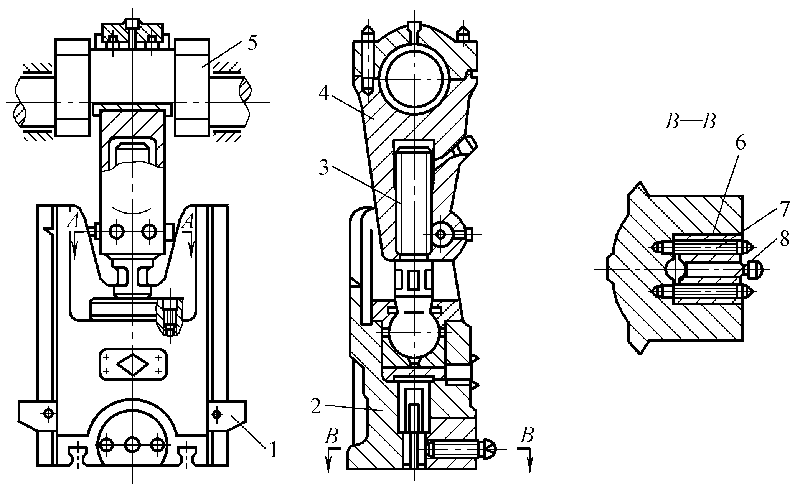
Кривошипно-шатунный механизм: Кривошипно-звенный механизм состоит из коленчатого вала, шатуна и ползуна. Длину шатуна можно регулировать в зависимости от размеров пресс-форм.
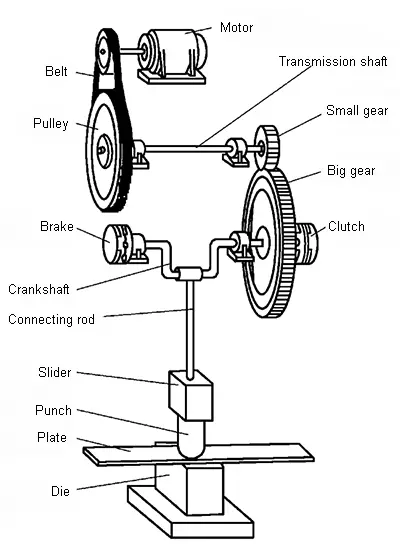
(2) Система передачи
Двигатель, ремень, маховик, шестерни и т.д.
(3) Операционная система
Система распределения воздуха, сцепления, тормоза, электрические блоки управления и т.д.
(4) Опорные части
Корпус: открытый, закрытый
(5) Вспомогательная система
Пневматическая система, система смазки
(6) Прикрепление
Модель пресса и технические параметры
(1) Модель
1) Тип ковочной машины:
2) Описание кода кривошипного пресса JB23-63A
- Категория машин J-пресс
- B-вариантный код проектирования
- 2-колонна прессы
- 3 уровня печати
- 63-номинальное давление
- A-Улучшенный номер конструкции
- "63T-открытый двухколонный наклонный второй модифицированный пресс"
(2) Технические параметры
- Номинальное давление F
- Ход номинального давления SF
- Ход ползунка S: верхняя мертвая точка → нижняя мертвая точка
- Время хода ползунка n: верхняя мертвая точка → нижняя мертвая точка → верхняя мертвая точка
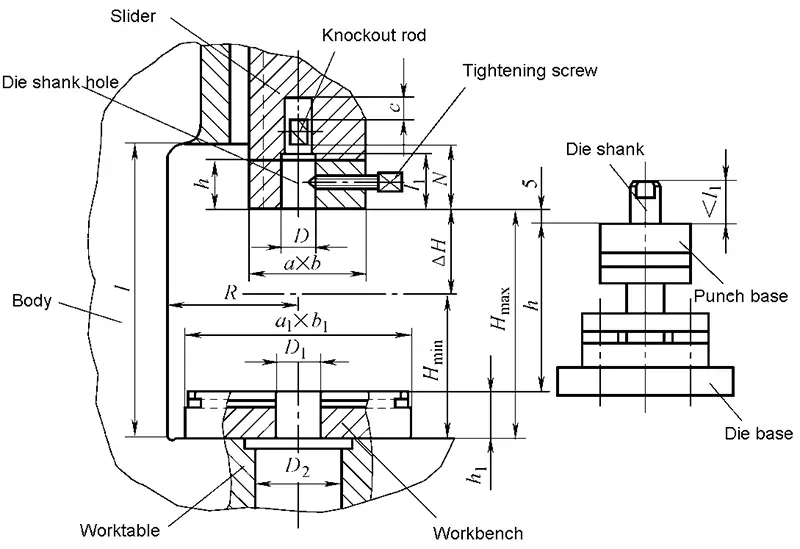
- Высота прессования
- Размер доски верстака и днища ползуна
- Глубина горла C
- Размер отверстия в пресс-форме
Основы теории процесса штамповки
- Упругая и эластичная деформация
- Пластичность и пластическое формование
- Индекс пластичности
- Устойчивость к деформации
- Внутренняя сила и напряжение
Разные материалы имеют разную пластичность при одинаковых условиях деформации, а один и тот же материал будет иметь разную пластичность при разных условиях деформации.
2.2 Механика пластического формования
- Стрессовое состояние
- Состояние деформации
- Критерий текучести (пластическое состояние)
- Зависимость между напряжением и деформацией при пластической деформации
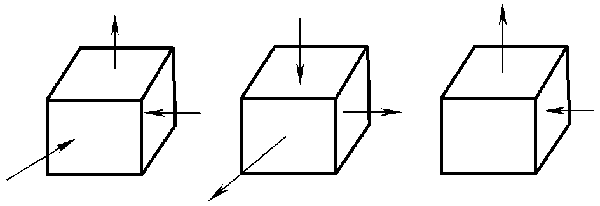
3 основных состояния деформации:
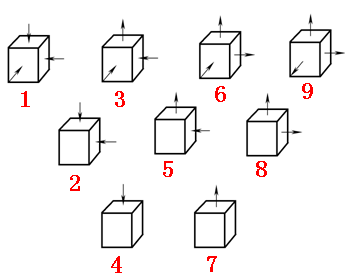
9 типов состояний главного напряжения:
2.3 Основной закон пластического формования
- Закон об упрочнении труда
- Закон упругого восстановления при разгрузке
- Закон наименьшего сопротивления
- Закон объемной инвариантности пластической деформации
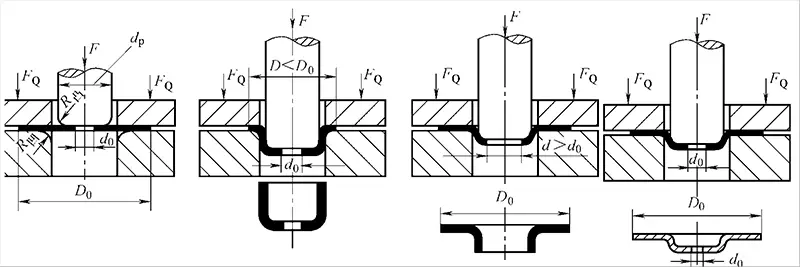
4 типа процесса штамповки металла
Теперь давайте рассмотрим следующие четыре различных процесса тиснения.