1.1 Características y aplicaciones del proceso de estampación metálica
Definición de estampación
¿Qué es la estampación?
La definición de estampación: a temperatura normal, se presiona una chapa metálica (o no metálica) sobre un máquina de estampación mediante una matriz de estampación para provocar la separación o la deformación plástica, obteniendo así piezas con una forma, un tamaño y unas prestaciones determinadas.
Del concepto de estampación:
(1) La estampación se realiza a temperatura ambiente, es decir, no requiere calentamiento, por lo que se denomina estampación en frío.
(2) Los objetos del proceso de estampación son todas las hojas, por lo que también se denomina chapa metálica estampación.
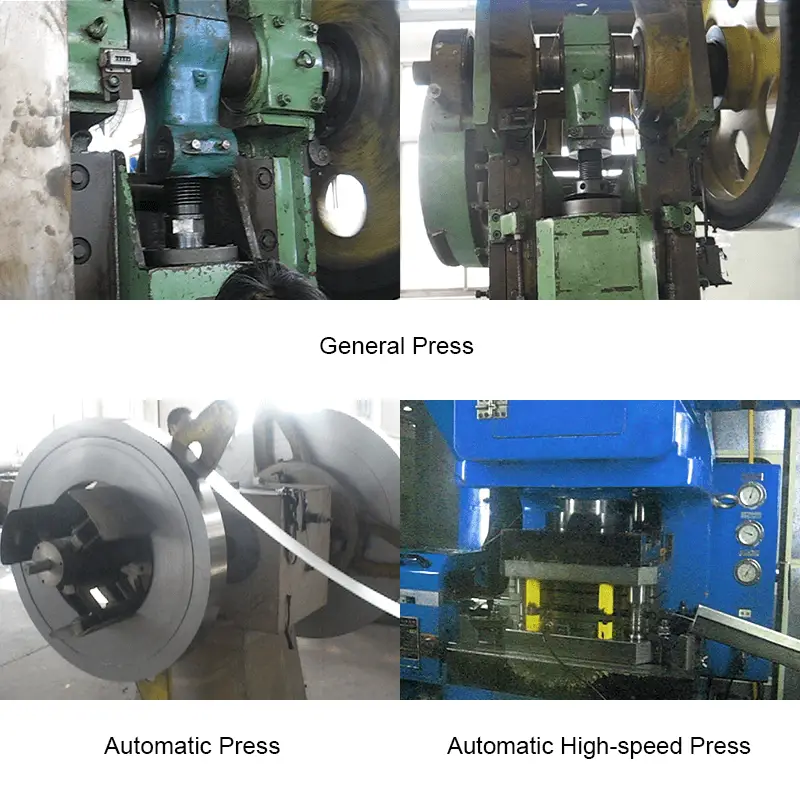
(3) El estampado se realiza mediante equipos y moldes. Necesita tres elementos: punzón (equipo), molde y materias primas.
(4) El estampado es una de las formas básicas de deformación plástica.
Estampación metálica características y aplicaciones
(1) Alta productividad, funcionamiento sencillo y fácil mecanización y automatización.
(2) Alta precisión dimensional y buena intercambiabilidad.
(3) La tasa de utilización del material es alta, generalmente hasta 70%~85%, y algunos hasta 95%.
(4) Se dispone de piezas de formas complejas difíciles de mecanizar o que no pueden mecanizarse con otros métodos de mecanizado, como las piezas de embutición profunda de capa fina.
(5) Se pueden obtener piezas de peso ligero, buena rigidez y alta resistencia.
(6) No es necesario calentar, se ahorra energía y la calidad de la superficie es buena.
(7) Cuando se produce en masa, el coste del producto es bajo.
Se puede ver que el estampado puede combinar alta calidad, alta eficiencia, bajo consumo de energía y bajo coste, lo que es incomparable con otros métodos de procesamiento.
Por lo tanto, la aplicación de la estampación es muy amplia. Por ejemplo, en las industrias del automóvil y de tractores, las piezas estampadas representan 60%~70%, los instrumentos y medidores representan 60~70%, e incluyendo otras diversas vajillas de acero inoxidable en la vida diaria.
Desde componentes electrónicos finos, pasando por punteros de instrumentos, hasta cubiertas y vigas de automóviles de alta resistencia, así como revestimientos de aviones, el estampado es necesario.
Desventajas de la estampación
El ciclo de fabricación de moldes es largo y el coste elevado. Porque utiliza métodos y medios de procesamiento tradicionales y materiales de molde tradicionales.
Sin embargo, con la llegada de la tecnología avanzada de procesamiento de moldes y los materiales de molde no tradicionales, esta deficiencia puede superarse gradualmente.
Como por ejemplo:
- Fabricación de moldes con materiales de aleación de bajo punto de fusión
- Fabricación de moldes mediante prototipado rápido
- Molde económico
En resumen, la industria del molde es la industria básica de un país, el nivel de diseño de moldes y fabricación de moldes se ha convertido en una medida del nivel de fabricación de productos en un país.
Los países desarrollados conceden gran importancia al desarrollo de moldes.
Japón cree que "el molde es la fuerza motriz para entrar en una sociedad rica";
Alemania: "el emperador de la industria metalúrgica";
Rumanía: "el molde es Golden Touch"; el molde se considera una piedra en la industria internacional de la arena.
Sin embargo, aquí también se incluyen los mohos, matrices de forja, matrices de fundición a presión, moldes de caucho, moldes de alimentos, moldes de materiales de construcción, etc., pero actualmente las matrices en frío y los moldes de plástico son los más utilizados, representando cada uno de ellos alrededor de 40%.
1.2 Clasificación del proceso de estampación
- Clasificación por propiedades de deformación
- Proceso de separación
- Proceso de formación
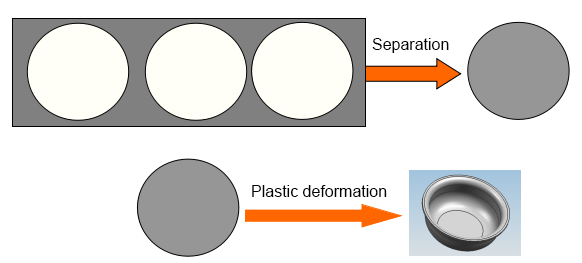
(1)Proceso de separación
Durante la estampación, el material que se va a procesar es deformado por una fuerza externa.
Cuando el esfuerzo cortante del material en la zona de deformación alcanza la resistencia al cizallamiento del material, éste se cizalla y se separa para formar una pieza de una forma y un tamaño determinados.
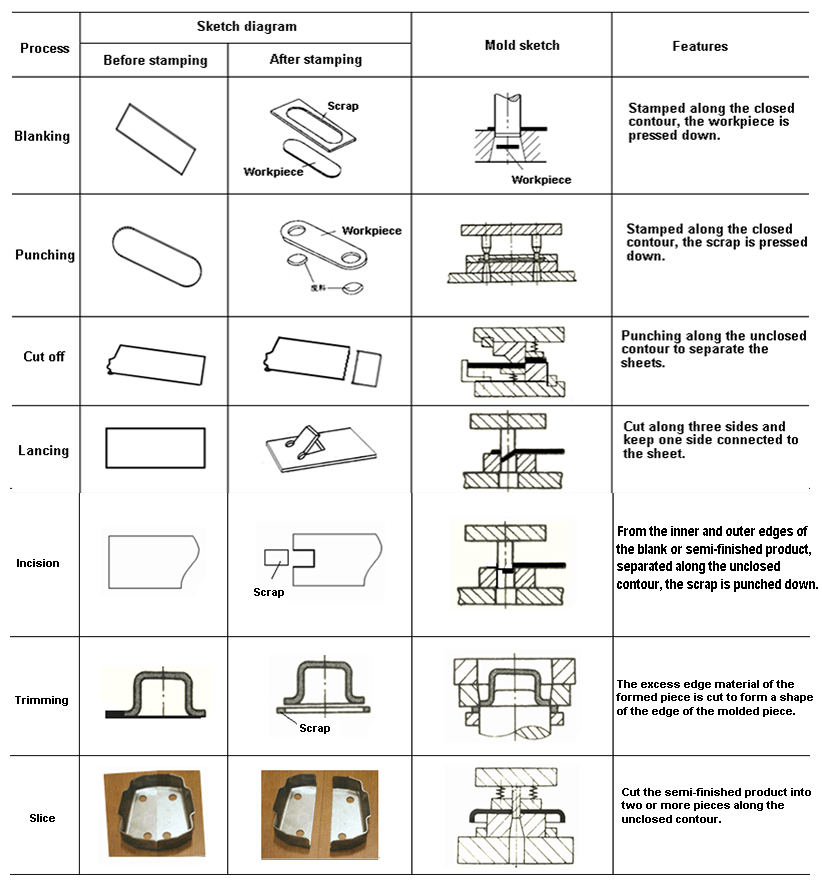
El proceso de separación incluye principalmente el corte, el punzonado, borrado, entallar, rebanar, etc.
El proceso de separación se indica a continuación:
La separación se produce pero no cambia la forma del espacio.
Cuadro 1-1 Proceso de separación
(2)Conformado de metales proceso
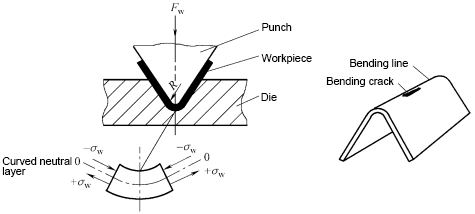
Durante la estampación, el material bajo la acción de la fuerza externa, la tensión equivalente del material en la zona de deformación alcanza el límite de fluencia σs del material, pero no alcanza el límite de resistencia σb, por lo que el material sólo se deforma plásticamente, obteniéndose así piezas de forma y tamaño determinados.
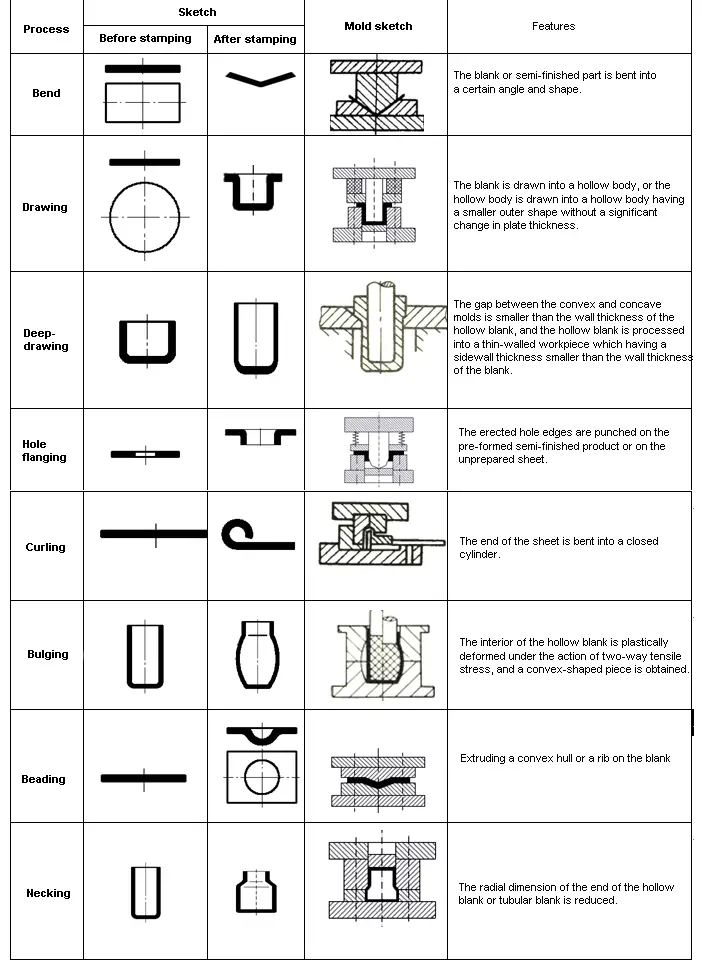
El proceso de conformado incluye principalmente el doblado, la embutición profunda, el torneado, la contracción, el abombado, etc.
El proceso de conformado es el siguiente:
Sólo cambia la forma de la pieza en bruto, no se produce ninguna separación.
Tabla 1-2 Proceso de conformado
- Según la naturaleza de la zona de deformación
- Conformación de tipo alargamiento: La tensión principal máxima de la zona de deformación es la tensión de tracción, y el modo de fallo es la fisuración por tracción, que se caracteriza por el adelgazamiento del espesor.
- Conformado de tipo compresión: La tensión principal máxima de la zona de deformación es la tensión de compresión, que se caracteriza por el engrosamiento del espesor y la forma de fallo es el arrugamiento.
- Según el método de deformación básica
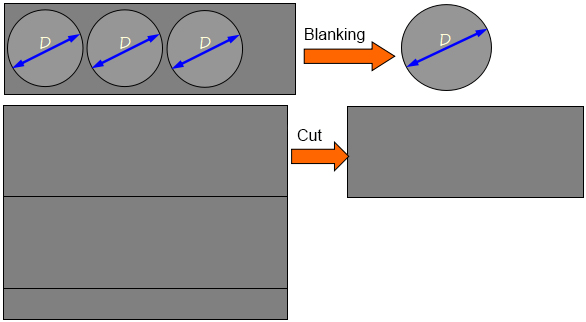
- Blanking
- Doblar
- Dibujo profundo
- Formando
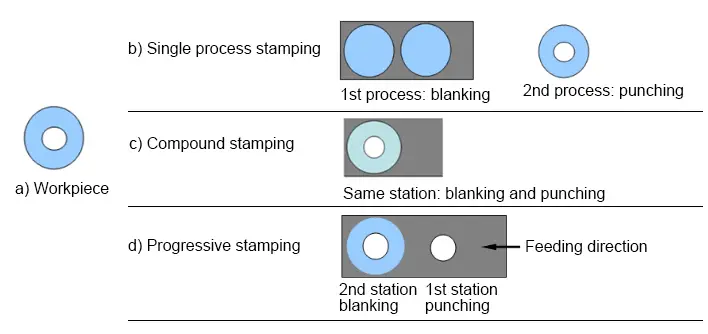
- Según la combinación de procesos
- Estampación en un solo proceso
- Estampación compuesta
- Estampación progresiva
1.3 Material de estampación
Requisitos básicos para la estampación en hojas
- Cumplir los requisitos de rendimiento
- Cumplen los requisitos del proceso de estampación
Satisfacer los requisitos de rendimiento es lo primero, y cumple los requisitos del proceso de estampación en la medida de lo posible sin dejar de cumplir los requisitos de rendimiento.
1.3.1 Requisitos del proceso para materiales de estampación
1.Rendimiento de conformado por estampación
El rendimiento del conformado por estampación se refiere a la capacidad de la chapa para adaptarse al proceso de estampación.
Dos tipos de inestabilidad:
- Inestabilidad a la tracción: necking local o fractura bajo tensión de tracción;
- Inestabilidad por compresión: arrugas de inestabilidad bajo tensión de compresión.
El primero es como el fenómeno de necking en la prueba de tracción del acero de bajo carbono, y el segundo es el fenómeno de inestabilidad de la barra de presión.
Por lo tanto, existe un límite de conformado, que se divide en un límite de conformado global y un límite de conformado local. Cuanto mayor sea el límite de conformado, mejor será el rendimiento de conformado de la prensa.
¿Cómo medir el rendimiento de conformado de la chapa?
(1) La resistencia a la fisuración se refiere a la capacidad de una chapa para resistir los daños durante la deformación.
(2) La pegajosidad se refiere a la capacidad de la lámina para ajustarse a la forma del molde durante el proceso de conformado a presión.
(3) La conformabilidad se refiere a la capacidad de una pieza para conservar su forma en el molde tras el desmoldeo.
Las propiedades de conformado por estampación de la chapa pueden medirse mediante las propiedades mecánicas de la chapa. Las propiedades mecánicas pueden obtenerse mediante experimentos.
Conformado de chapa método de ensayo de rendimiento:
- Prueba directa: El proceso de estampación real se simula directamente utilizando equipos especiales.
- Prueba indirecta: El comportamiento general del material se obtiene mediante estiramiento, cizallamiento, ensayos de dureza, ensayos metalográficos, etc. utilizando equipos generales.
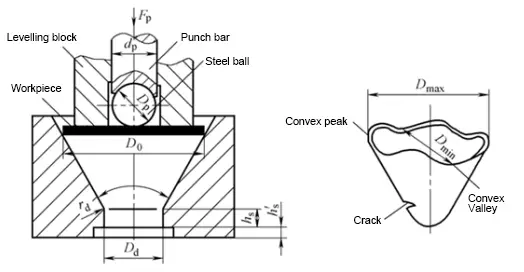
(1) Método de ensayo directo
Como la prueba de la copa cónica(GB/T 15825.6-2008)
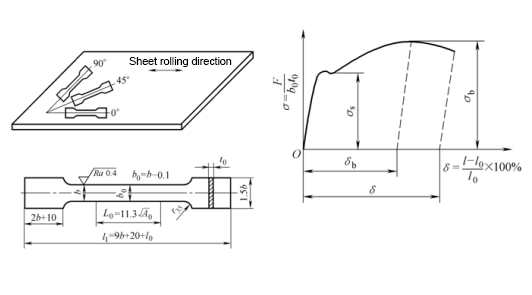
(2) Método de ensayo indirecto
Como el ensayo de tracción de acero con bajo contenido en carbono, etc.
Indicadores mecánicos que afectan a las propiedades de conformado en prensa
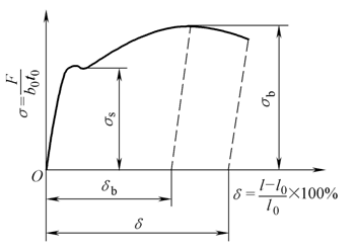
(1) Alargamiento total δ y alargamiento uniforme δb
δ es bueno → Permite una gran deformación plástica.
(2) Relación de rendimiento σs /σb
σs/σb es pequeño → buena resistencia al agrietamiento, fijación de la forma y buena moldeabilidad.
(3) Módulo de elasticidad E
Módulo elástico grande E → buena forma.
(4) Índice de endurecimiento n
n es grande → no es fácil de descifrar
(5) Relación de deformación plástica γ
γ = εb /εt es grande → Buena resistencia a la fisuración.
(6) Coeficiente de anisotropía específica de la deformación plástica
Δγ =(γ0 +γ90 - 2γ45 )/2 es grande → Cuanto más diferente sea la anisotropía.
- Requisitos de composición química: El diferente contenido de algunos elementos en el acero dará lugar a diferentes plasticidad y fragilidad del material.
- Requisitos de la estructura metalográfica: Diferentes estructuras metalográficas pueden dar lugar a diferentes propiedades mecánicas, como la resistencia y la plasticidad.
- Requisitos de calidad de la superficie: Requiere una superficie lisa, sin incrustaciones de óxido, grietas, arañazos y otros defectos.
- Requisitos para la tolerancia del espesor del material: Un determinado grosor corresponde a una determinada holgura del molde, y la tolerancia del grosor del material debe ajustarse a la norma nacional.
1.3.2 Materiales de estampación y métodos de corte habituales
A.Materiales comunes de estampación
- Chapa metálica: metal ferroso; metal no ferroso
- No metálico lámina: tablero de caucho, lámina de caucho, tablero de plástico, etc.
Lectura relacionada: Metales ferrosos y no ferrosos
Especificaciones de la chapa: fleje de acero, chapa de acerofleje de acero cortado, etc.
Gama de tamaños de chapas y flejes de acero (GB/T708-2006)
1) El nominal espesor de la chapa de acero y el fleje de acero (incluido el fleje cortado) está comprendido entre 0,3 mm y 4,0 mm, y la chapa de acero y el acero con espesor nominal inferior a 1 mm tienen cualquier tamaño en múltiplos de 0,05 mm; el espesor nominal es superior a 1 mm. La chapa de acero y el acero tienen cualquier tamaño en múltiplos de 0,1 mm.
2) La anchura nominal de las chapas y tiras de acero oscila entre 600 mm y 2050 mm, y existen tamaños en múltiplos de 10 mm.
3) La longitud nominal de la chapa de acero está comprendida entre 1000 mm y 6000 mm, y cualquier tamaño en múltiplos de 50.
4) Según los requisitos del comprador, pueden suministrarse chapas y flejes de acero de otros tamaños mediante negociación entre el proveedor y el comprador.
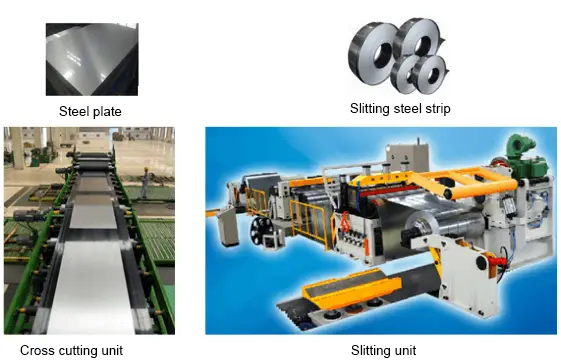
- Material de estampación método de supresión
(1) Cizalla corte
(2) Cizallamiento de discos
(3) Otros métodos de corte
1.4 Equipos de estampación
Principio de selección de equipos de estampación:
- La naturaleza del proceso de estampación: proceso de separación o de moldeo
- La fuerza de la prensa: abierta, cerrada
- Estructura del molde
- Altura de cierre del molde, tamaño del contorno
- Lote de producción
- Coste de producción
- Calidad del producto
- Combinar las condiciones de equipamiento existentes en el taller
Tipo de equipo de estampación:
- Según la diferente fuerza motriz de la corredera, existen prensas mecánicasprensas hidráulicas y prensas neumáticas;
- Según la estructura de la cama, existen prensas abiertas y cerradas;
- Según el número de deslizadores, hay pulsaciones de simple acción (un deslizador), de doble acción (dos deslizadores), etc;
- Según el número de bielas, hay prensa de un punto (una biela), prensa de dos puntos (dos bielas), prensa de cuatro puntos (cuatro bielas), etc.
- ……
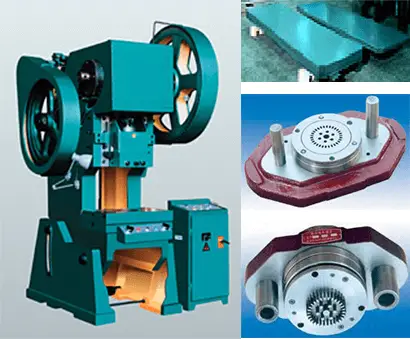
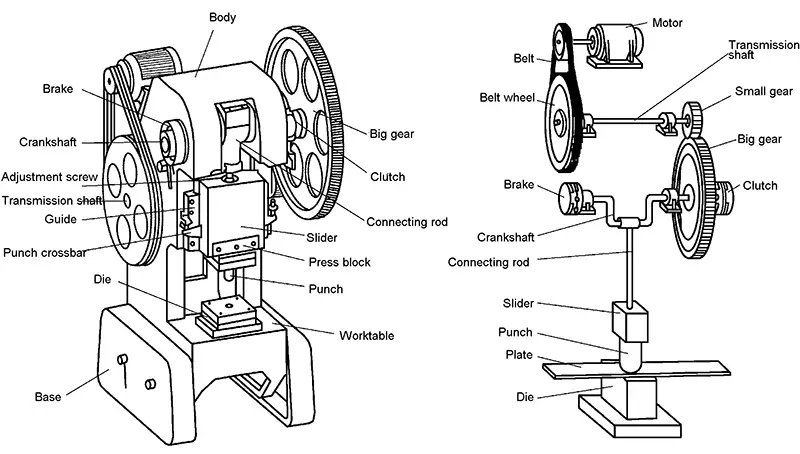
Principio de funcionamiento y componentes principales de la prensa de manivela
(1) Mecanismo de trabajo
Mecanismo de biela y cigüeñal: El mecanismo de biela y cigüeñal se compone de un cigüeñal, una biela y una corredera. La longitud de la biela puede ajustarse para adaptarse a diferentes tamaños de moldes.
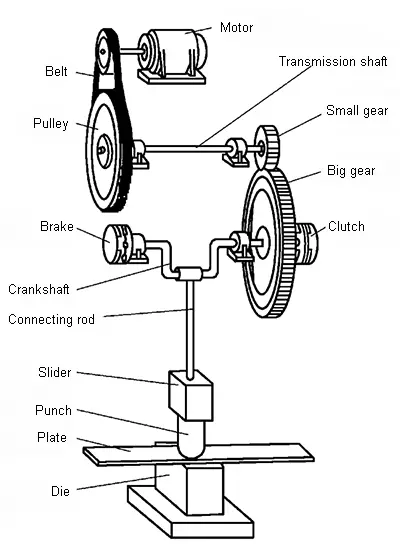
(2) Sistema de transmisión
Motor, correa, volante, engranaje, etc.
(3) Sistema operativo
Sistema de distribución de aire, embragues, frenos, cajas de control eléctrico, etc.
(4) Piezas de apoyo
Cuerpo: abierto, cerrado
(5) Sistema auxiliar
Sistema neumático, sistema de lubricación
(6) Anexos
Modelo de prensa y parámetros técnicos
(1) Modelo
1) Tipo de máquina de forja:
2) Descripción del código de la manivela JB23-63A
- Categoría de máquinas J-press
- Código de diseño de la variante B
- 2 columnas de la prensa
- 3 niveles de prensa
- 63-presión nominal
- A-Número de diseño mejorado
- "Prensa modificada de segunda columna inclinable de doble columna abierta 63T"
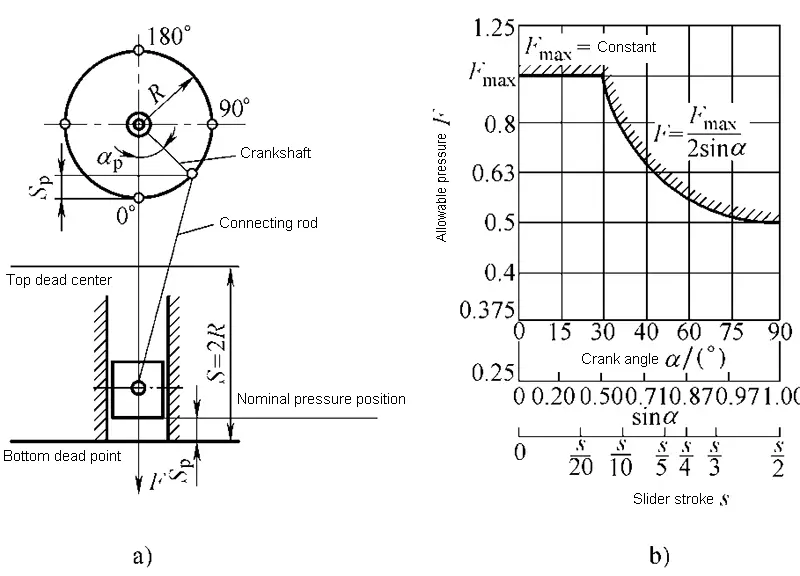
(2) Parámetros técnicos
- Presión nominal F
- Carrera de presión nominal SF
- Carrera deslizante S: punto muerto superior → punto muerto inferior.
- Tiempos de recorrido de la corredera n: punto muerto superior → punto muerto inferior → punto muerto superior.
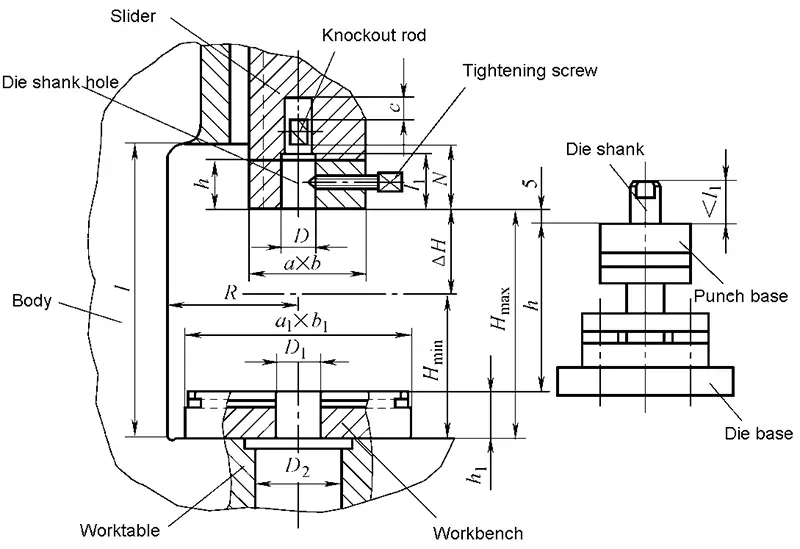
- Altura de prensado de la prensa
- Tamaño del tablero del banco de trabajo y del fondo deslizante
- Profundidad de la garganta C
- Tamaño del orificio del molde
Teoría básica del proceso de estampación
- Elasticidad y deformación elástica
- Plasticidad y conformación plástica
- Índice de plasticidad
- Resistencia a la deformación
- Fuerza y tensión internas
Diferentes materiales tienen diferente plasticidad bajo la misma condición de deformación, y el mismo material tendrá diferente plasticidad bajo diferentes condiciones de deformación.
2.2 Mecánica del conformado de plásticos
- Estado de estrés
- Estado de deformación
- Criterio de fluencia (estado plástico)
- Relación tensión-deformación durante la deformación plástica
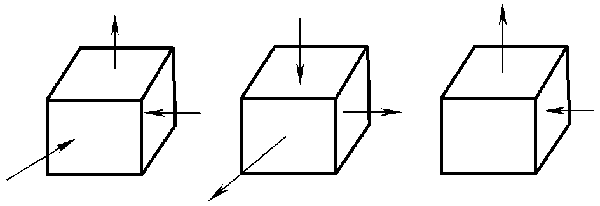
3 estados de tensión principales:
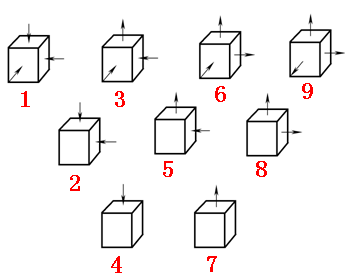
9 tipos de estados de tensiones principales:
2.3 Ley básica de la deformación plástica
- Ley de endurecimiento del trabajo
- Ley de recuperación elástica de la descarga
- Ley de la menor resistencia
- Ley de invariancia del volumen de deformación plástica
4 tipos de procesos de estampación de metales
Ahora, vamos a sumergirnos en los siguientes cuatro procesos de estampación diferentes.