プレスブレーキに使用される作動油について
CNCプレスブレーキがスムーズに作動しているのはなぜだろう?答えは作動油にあります。この必要不可欠な作動油は、機械の最適な性能と寿命を保証します。当社の記事...
油圧プレスブレーキの油圧制御技術は、「圧力比例制御」「流量サーボ比例制御」「電油ハイブリッド制御技術」の3つの段階を経てきました。この発展は、基本制御から精密制御への進歩であり、最終的には省エネルギーと使用コストの削減を同時に実現するものである。電油ハイブリッド技術の油圧ベンディングマシンへの導入により、粗い技術から洗練された技術へと大きくシフトしている。電気油圧ミキシング技術の開発のレビュー 電気油圧ハイブリッド技術が最初に導入されたとき、それは優れたCNCシステムと技術的知識に大きく影響された。しかし、それは単に非同期モーターをサーボモーターに置き換えただけであり、[...]...
油圧プレスブレーキの油圧制御技術は、圧力比例制御、流量サーボ比例制御、電気油圧ハイブリッド制御技術の3つの段階を経てきた。
この開発は、基本的な制御から精密な制御への進歩を意味し、最終的にはエネルギーの節約と使用コストの削減を同時に実現する。
油圧ベンディングマシンに電気油圧ハイブリッド技術が導入されたことで、粗い技術から洗練された技術へと大きくシフトしている。
電気油圧ハイブリッド技術が最初に導入されたとき、それは優れた技術に大きな影響を受けた。 CNCシステム と技術的知識が必要である。しかし、非同期モーターをサーボモーターに置き換えただけで、曲げサイクルの実行ステップごとに必要な油圧流量を推定する多段階速度制御法を利用した。
この推定により、サーボモータによって駆動されるオイルポンプは、必要以上の流量を生成しなければならない。そして、過剰な流量はリリーフバルブを通してオーバーフローさせられ、エネルギー損失となる。さらに、この制御方法は不安定であり、様々な加工技術の要求に適応できない。ラム速度制御は柔軟性に欠け、製造コストが高い。
幸いなことに、電動油圧ポンプ制御技術の進歩と多業種での経験の蓄積により 油圧プレスブレーキ は、図1に描かれているように、トルク制限制御スキームによってさらに最適化されている。

図1 トルク制限制御方式のフレームワーク図
この制御方式は、基本的なオーバーフロー状況を解決できるだけでなく、圧力比例弁をさらに減らすことができ、油圧システムのコストをある程度節約することができる。
現在、このプログラムは主にNCシステムの油圧流量アナログ指令をサポートするために使用されています。しかし、市場にはまだデュアルアナログ作業(油圧流量と油圧圧力)をサポートしておらず、圧力アナログコマンドで流量制御の多段速度を形成するためのスイッチングの組み合わせを使用することしかできないCNCシステムがあります。
この明らかな欠点に加えて、トルク制限制御方式にはもうひとつ重要な限界がある。
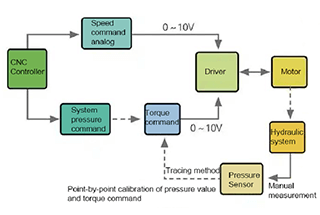
その前に、トルク制限制御の動作原理を簡単に説明しよう。 油圧プレス 図2に示すように、ブレーキ・マシン。
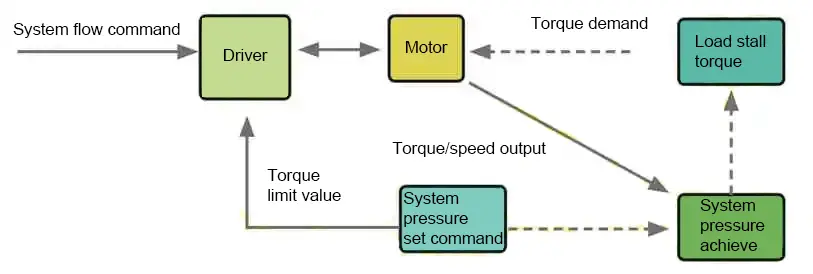
図2 圧力とトルクの関係
モータの出力トルクは、基本的なPID制御システムによって実現されるシステム圧力のマッピングによって制御されます。原理は単純で理解しやすいが、具体的な実施時には、圧力コマンド、トルク制限値、実際の圧力値の間に非線形関係が存在する。
この問題を修正するために、CNCシステムはトレースポイントを必要とする。圧力精度の要件によって必要なトレースポイントの数が決まり、それに伴って調整工数も増加します。トレースポイントを減らせば、圧力偏差は増大する。
以上のような実用上の欠点を踏まえ、私たちは対応策を提案する。
制御システムに圧力センサーを追加し、システム圧力のリアルタイムフィードバックを提供する。
この利点は、オーバーフローを完全に排除し、システムがより正確にプロセスのリアルタイム流量需要に対応できるようになることである。
圧力センサーは必要な量だけを出力し、圧力精度を0.1MPa以内に維持できるため、図3に示すように調整時間を大幅に短縮できる。

図3 フルクローズドループ圧力制御モードのフレームワーク図
フロー切り替えコマンドのみをサポートするプレスブレーキ機械用CNCシステムが市場に蔓延していることを受け、当社のチームはハイブリッドサーボドライブの制御ファームウェアを最適化しました。この最適化により、プレス ブレーキマシン オーバーフローのない、より精密な圧力制御を可能にする数値制御システムを採用する。
その結果、私たちのソリューションは、精度の向上、エネルギー消費の削減、そしてお客様のコスト削減を目指しています。
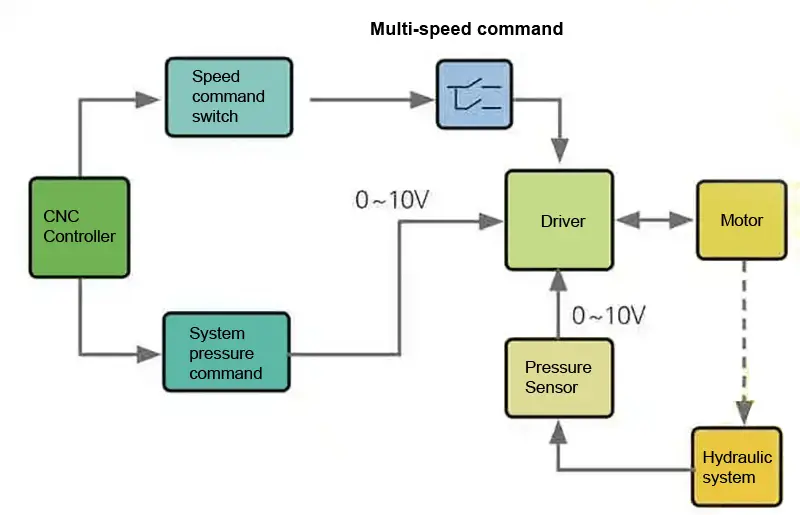
図4 多段フロー制御のフレームワーク図
プランの具体的な構成と技術的要件は表1に示されている。
表1 構成と技術要件
| いいえ。 | 名称 | 番号 | 技術要件 |
| 1 | CNCシステム | 1 | |
| 2 | 油電動サーボモーター | 1 | 最大システム圧力 30MPa |
| 3 | オイル・エレクトリック サーボドライバ | 1 | モーター最高回転数 2000rpm |
| 4 | リアダンパーサーボドライバー | 1 | ラム高速ダウン・スピード 150mm/s |
| 5 | リアダンパーサーボモーター | 1 | ラム減速速度 10mm/s |
| 6 | 圧力センサー | 1 | ラム高速アップスピード120mm/秒 |
| 7 | インナーギアオイルポンプ | 1 |
図5に示すように、実際の 曲げ加工圧力保持状態では、圧力出力と要求設定が密接に一致します。さらに、出力流量は実際のプロセスに応じて自動的に調整されます。
そのうちの一人だ:

図5 フルクローズドループ圧力制御モード
図6に示すように、同じ制御効果により、シンプルな多段速度制御スキームの中で、様々なプロセスにおけるオーバーフローの問題にうまく対処している。このソリューションは、圧力制御の精度を保証し、大きな経済的メリットをもたらします。

図 6 多段流量圧力制御モード
そのうちの一人だ:
一般的に利用されている電気油圧制御技術と比較して、当社の油圧プレスブレーキポンプ制御技術は、優れた制御メカニズムを提供します。コストを大幅に上げることなく、オーバーフローなし、油温低減、騒音低減、精度向上の要求を同時に満たすことができる。
さらに、この技術はコストを削減し、利益を増大させることができる。 プレスブレーキメーカー 油圧プレスブレーキの電気油圧制御技術を置き換える理想的なソリューションです。

MachineMFGの創設者として、私は10年以上のキャリアを金属加工業界に捧げてきました。豊富な経験により、板金加工、機械加工、機械工学、金属用工作機械の分野の専門家になることができました。私は常にこれらのテーマについて考え、読み、執筆し、常にこの分野の最前線にいようと努力しています。私の知識と専門知識をあなたのビジネスの財産にしてください。