Повысьте производительность гидравлического листогибочного пресса с помощью технологии управления насосом
Технология гидравлического управления гидравлическими листогибочными прессами прошла три различных этапа: пропорциональное управление давлением, сервопропорциональное управление потоком и электрогидравлическая гибридная технология управления. Это развитие представляет собой переход от базового управления к точному управлению, что в конечном итоге приводит к возможности одновременно экономить энергию и снижать затраты на использование. С внедрением [...]...
Технология гидравлического управления гидравлическими листогибочными прессами прошла три различных этапа: пропорциональное управление давлением, сервопропорциональное управление потоком и электрогидравлическая гибридная технология управления.
Эта разработка представляет собой переход от базового управления к точному, что в конечном итоге позволяет одновременно экономить энергию и сокращать расходы на ее использование.
С внедрением электрогидравлической гибридной технологии в гидравлические гибочные машины произошел значительный переход от грубых технологий к более тонким.
Обзор развития технологии электрогидравлического смешивания
Когда электрогидравлическая гибридная технология только появилась, на нее оказали большое влияние превосходные Системы ЧПУ и технических знаний. Однако он просто заменил асинхронный двигатель на серводвигатель и использовал многоступенчатый метод регулирования скорости, который оценивал потребность в гидравлическом потоке для каждого исполнительного шага в цикле гибки.
Из-за такой оценки масляный насос, приводимый в действие серводвигателем, должен производить больше потока, чем необходимо. Избыточный поток вынужден переливаться через перепускной клапан, что приводит к потере энергии. Кроме того, этот метод управления нестабилен и не может адаптироваться к требованиям различных технологий обработки. Регулирование скорости плунжера негибкое, а стоимость изготовления высокая.
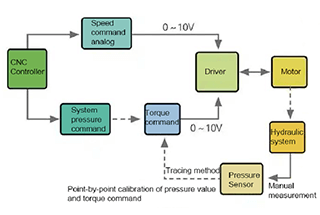
К счастью, с развитием технологии управления электрогидравлическими насосами и накоплением опыта в различных отраслях промышленности гидравлический листогибочный пресс была дополнительно оптимизирована с помощью схемы управления ограничением крутящего момента, как показано на рис. 1.
Рисунок 1 Принципиальная схема управления ограничением крутящего момента
Эта схема управления позволяет не только решить проблему переполнения, но и дополнительно уменьшить давление пропорционального клапана, что позволяет сэкономить расходы на гидравлическую систему.
В настоящее время эта программа в основном используется для поддержки аналоговой команды гидравлического потока в системе ЧПУ. Однако на рынке все еще существуют некоторые системы ЧПУ, которые не поддерживают двойную аналоговую работу (гидравлический поток и гидравлическое давление) и могут использовать только комбинацию переключения для формирования многоступенчатой скорости управления потоком с аналоговой командой давления.
Помимо этого очевидного недостатка, схема управления с ограничением крутящего момента имеет еще одно важное ограничение.
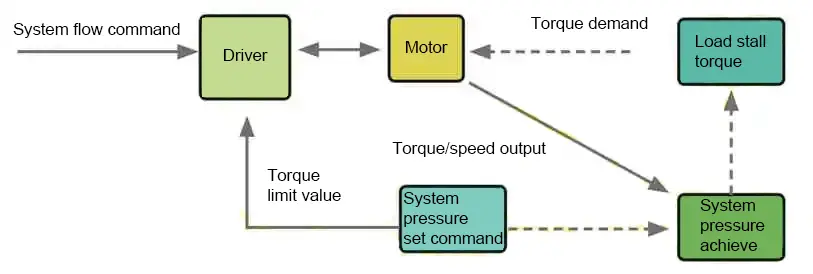
Прежде чем перейти к рассмотрению этого вопроса, давайте вкратце опишем принцип работы системы управления ограничением крутящего момента на автомобиле гидравлический пресс тормозная машина, как показано на рисунке 2.
Рисунок 2 Соответствие между давлением и крутящим моментом
Выходной крутящий момент двигателя регулируется путем изменения давления в системе, что достигается с помощью базовой системы ПИД-регулирования. Хотя принцип прост и понятен, при конкретной реализации существует нелинейная зависимость между командой давления, предельным значением крутящего момента и фактическим значением давления.
Для устранения этой проблемы системе ЧПУ требуются точки прокладки. Требование к точности давления определяет количество необходимых точек трассировки, соответственно, увеличивается и количество человеко-часов на настройку. Если количество точек трассировки уменьшается, отклонение давления увеличивается.
В свете перечисленных недостатков практического применения мы предлагаем соответствующие решения.
Полный режим управления давлением в замкнутом контуре
Добавьте в систему управления датчик давления, чтобы в режиме реального времени получать информацию о давлении в системе.
Преимущество этого способа заключается в том, что он полностью исключает перелив, позволяя системе более точно удовлетворять потребности процесса в потоке в режиме реального времени.
Датчик давления выдает только необходимую величину и может поддерживать давление с точностью до 0,1 МПа, что значительно сокращает время настройки, как показано на рисунке 3.
Рисунок 3 Принципиальная схема режима управления давлением в полном замкнутом контуре
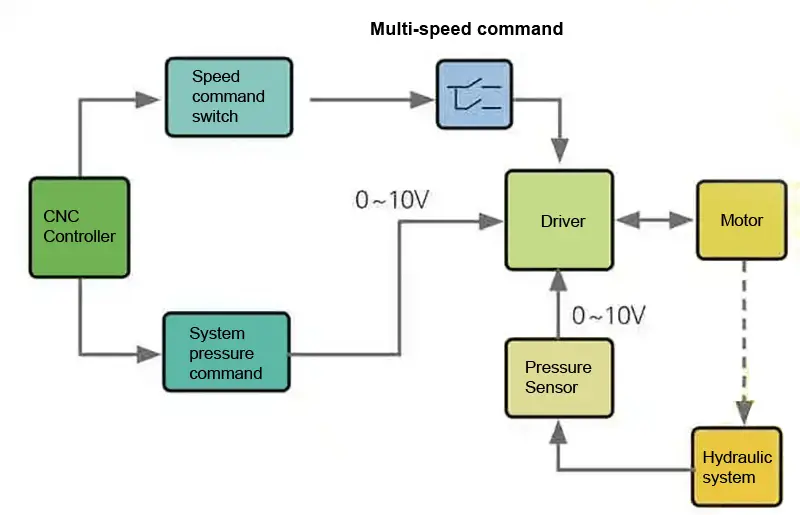
Режим замкнутого контура давления многоступенчатого потока
В связи с распространенностью на рынке систем ЧПУ для листогибочных машин, поддерживающих только команды переключения потока, наша команда оптимизировала микропрограмму управления гибридного сервопривода. Эта оптимизация позволяет прессу тормозная машина использовать систему числового программного управления, позволяющую более точно регулировать давление без перелива.
В результате наше решение направлено на повышение точности, снижение энергопотребления и уменьшение затрат наших клиентов.
Рисунок 4 Структурная схема многоступенчатого управления потоком
Aреальный случай
Конкретная конфигурация и технические требования плана представлены в таблице 1.
Максимальная скорость вращения двигателя 2000 об/мин
4
Сервопривод заднего амортизатора
1
Скорость спуска рамы 150 мм/с
5
Серводвигатель заднего амортизатора
1
Скорость замедления барана 10 мм/с
6
Датчик давления
1
Скорость вращения барабана 120 мм/с
7
Масляный насос внутреннего зацепления
1
Как показано на рисунке 5, во время фактического процесс гибкиВ состоянии поддержания давления выходное давление и заданная величина совпадают. Кроме того, выходной поток автоматически регулируется в зависимости от фактического процесса.
Среди них:
Секция - быстрый спуск;
Секция B - кормление;
Секция C - удержание давления;
D-секция для снятия давления;
Секция "Е" - быстрый подъем.
Рисунок 5 Полный режим управления давлением в замкнутом контуре
Светло-голубая линия: команда давления;
розовая линия: фактическое давление;
Синяя линия: выходной поток;
коричневая линия: выходной крутящий момент.
Как показано на рисунке 6, одно и то же управляющее воздействие успешно решает проблему переполнения в различных процессах в рамках простой многоступенчатой схемы регулирования скорости. Такое решение обеспечивает точность регулирования давления и дает значительный экономический эффект.
Рисунок 6 Многоступенчатый режим регулирования давления потока
Среди них:
Секция - быстрый спуск;
Секция B - кормление;
Секция C - удержание давления;
D-секция для снятия давления;
Секция "Е" - быстрый подъем.
Красная линия: команда давления;
зеленая линия: фактическое давление;
Синяя линия: команда потока;
Желтая линия: фактический расход.
Заключение
По сравнению с широко используемой электрогидравлической технологией управления, разработанная нашей компанией технология управления насосом гидравлического листогибочного пресса предлагает более совершенный механизм управления. Он может одновременно удовлетворять требованиям отсутствия перелива, снижения температуры масла, уменьшения шума и повышения точности без значительного увеличения затрат.
Кроме того, эта техника позволяет сократить расходы и увеличить выгоды для производители листогибочных прессов и конечных пользователей, что делает его идеальным решением для замены электрогидравлической технологии управления гидравлическим листогибочным прессом.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь задумывались, как работает гидравлическая система листогибочного пресса? В этой статье мы погрузимся в тонкости этого важного компонента. Наш эксперт, инженер-механик, расскажет...
Ваш гидравлический листогибочный пресс доставляет больше головной боли, чем должен? Обеспечение бесперебойной работы этих сложных машин жизненно важно, чтобы избежать дорогостоящих простоев и ремонтов. В этой статье рассматриваются основные вопросы технического обслуживания...
Как станок достигает высокой точности и эффективности при гибке металла? Откройте для себя секреты электрогидравлического сервопривода листогибочного станка. Эта статья посвящена сложной механике, процедурам настройки,...
Вы когда-нибудь задумывались о том, как революционизировать работу листогибочного пресса с ЧПУ? В этой статье рассматриваются две передовые конструкции гидравлических зажимов, которые повышают эффективность и точность гибки листового металла. По...
Как обеспечить безопасность и эффективность работы гидравлического листогибочного пресса? В этой статье рассматриваются основные протоколы безопасности и советы по техническому обслуживанию, включая проверку перед началом работы, правильное обращение во время эксплуатации и регулярное...
Представьте себе машину, которая с точностью и эффективностью формует металл, превращая сырые листы в замысловатые детали. В этой статье мы рассмотрим листогибочный пресс - важнейший инструмент в металлообработке - и узнаем, как...
Представьте, что ваша заготовка не совсем идеальна, и каждый изгиб не так точен, как хотелось бы. Почему так происходит и как это можно исправить? Эта статья посвящена...