42CrMo staal smeedstuk: Analyse en verbetering van abnormale structuur
1. Voorwoord 42CrMo is een middelkoolstof gelegeerd constructiestaal dat bekend staat om zijn uitgebreide mechanische eigenschappen, uitstekende hardbaarheid en brede toepassingsgebied. Het wordt vaak gebruikt in de machine-industrie om tandwielen, drijfstangen, bouten met hoge sterkte en andere cruciale onderdelen te produceren. 42CrMo smeedstaal wordt geleverd door een staalfabriek. Het productieproces omvat [...]
42CrMo is een constructiestaal met een gemiddelde koolstoflegering dat bekend staat om zijn uitgebreide mechanische eigenschappen, uitstekende hardbaarheid en brede toepassingsmogelijkheden. Het wordt vaak gebruikt in de machine-industrie om tandwielen, drijfstangen, bouten met hoge sterkte en andere cruciale onderdelen te produceren.
42CrMo smeedstaal wordt geleverd door een staalfabriek. Het productieproces omvat raffinage buiten de oven, gieten tot blokken, smeden tot voorraad en ten slotte normaliseren.
Een bedrijf heeft deze partij gesmede vormstukken gekocht voor gebruik bij de productie van een opwikkelas in een bandspoelmachine. De uiteindelijke warmtebehandeling van het product zal zijn afschrikken en temperen.
De vereiste mechanische eigenschappen zijn een treksterkte van 900 tot 1100 MPa, een treksterkte van ten minste 650 MPa en een schokabsorptie-energie van ten minste 40 J.
Tijdens een grondstofinspectie werd ontdekt dat de macro- en micrometallografische structuren abnormaal waren. Vooraf werd vastgesteld dat de onbewerkte smeedstukken niet genormaliseerd waren.
In dit artikel bespreken en analyseren we methoden en mogelijkheden om de kwaliteit van de smeedstukken te verbeteren op basis van fysische en chemische testresultaten. Er zullen verschillende warmtebehandelingsschema's worden geformuleerd.
2. Fysische en chemische test
1. Analyse van de chemische samenstelling
Het testmateriaal is 42CrMo smeedstaal, dat aanvaardbaar wordt geacht volgens de vereisten voor hoogwaardig gelegeerd constructiestaal (GB/T3077-2015).
De testresultaten, zoals weergegeven in tabel 1, zijn verkregen met een Spectrolab spectrometer en voldoen aan de standaardvereisten.
Tabel 1 chemische samenstelling (massafractie) van het monster van smeedmateriaal
Element
Standaardwaarde
Gemeten waarde
C
0.38~0.45
0.45
Si
0.17~0.37
0.26
Mn
0.50~0.80
0.74
Cr
0.90~1.20
1.09
Mo
0.15~0.25
0.22
P
≤0.020
0.018
S
≤0.020
0.012
2. Metallografisch onderzoek
Er werd een metallografische inspectie uitgevoerd op de grondstoffen in het magazijn.
Het monster werd genomen volgens de vereisten van GB/T 13298-2015, waarin de methode voor het inspecteren van de metaalmicrostructuur wordt beschreven. De macrostructuurdefecten en niet-metalen insluitsels werden geëvalueerd met behulp van het GB/T 1979-2001 Structural Steel Macrostructure Defect Rating Diagram en GB/T 10561-2005, dat de bepaling van het gehalte aan niet-metalen insluitsels in staal beschrijft.
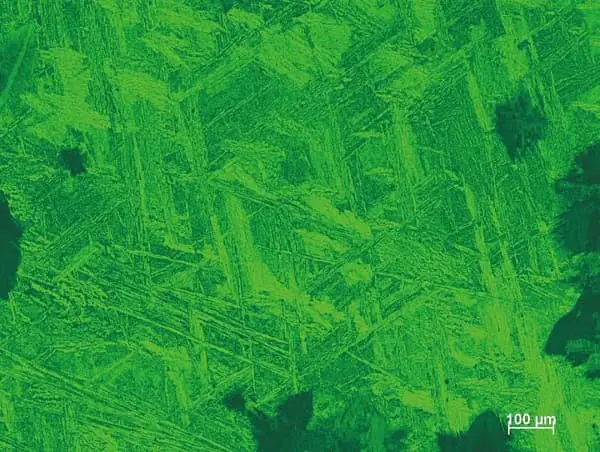
De macromorfologie wordt getoond in figuur 1 en de microstructuur in figuur 2. De testresultaten zijn te zien in Tabel 2.
Fig. 1 inspectie bij lage vergroting van blanco smeedstuk (1:1 industriële zoutzuurcorrosie)
a) Grof reticulair ferriet
b) Een deel van het weefsel is sorbiet
c) Een deel van het weefsel bestaat uit pareliet + een kleine hoeveelheid bainiet en ferriet.
d) Een deel van het weefsel is ruw
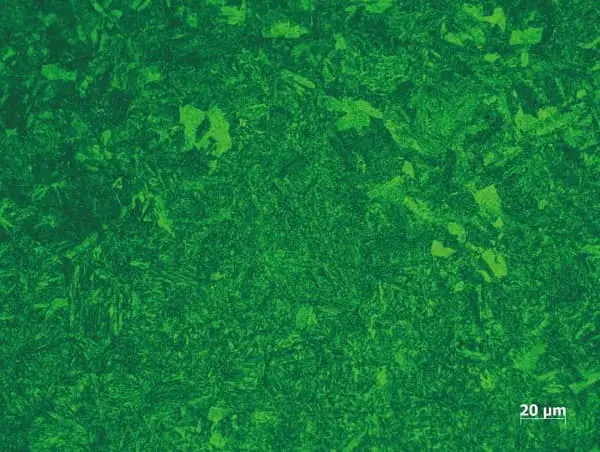
Fig. 2 metallografische structuur van blanco smeedmonster
Tabel 2 metallografische testresultaten van monsters van smeedblokken
Testonderdelen:
Detectieresultaat
Lage vergrotingsfout
Over het algemeen is de porositeit graad 1 en is het dendriet op het testoppervlak grof en vertoont het ernstige ontmenging.
De verdeling van het weefsel is zeer ongelijkmatig, het weefsel is grof en het weefsel is ferriet + pareliet + reticulair ferriet + een kleine hoeveelheid bainiet.
3. Mechanische eigenschappentest
De smeedstukken worden bemonsterd en getest op hun mechanische eigenschappen volgens de eisen in GB/T 2975-2018. Deze norm beschrijft de eisen voor de bemonsteringslocatie en monstervoorbereiding voor het uitvoeren van mechanische-eigenschappentests op staal en staalproducten.
De resultaten worden weergegeven in Tabel 3.
Tabel 3 testresultaten van mechanische eigenschappen van smeedmateriaal
Treksterkte / MPa
Opbrengststerkte / MPa
Lichaamslengte na breuk (%)
Schokdempende energie (KV2 / J)
983
845
12.0
10, 6.0, 6.0
4. Vergelijking tussen warmtebehandelingsschema en fysische en chemische testresultaten
De fysische en chemische testresultaten hebben uitgewezen dat de billet van het smeedstuk een grove structuur, abnormale structuur en slechte mechanische eigenschappen heeft, die vermoedelijk het gevolg zijn van een slechte smeedkwaliteit en onvoldoende normalisatiebehandeling.
Om de impact van de grondstofstructuur op de uiteindelijke warmtebehandeling (afschrikken en ontlaten) te bestuderen en om de verbetering van verschillende warmtebehandelingsprocessen op de grondstofkwaliteit te verifiëren, zijn verschillende warmtebehandelingsschema's ontwikkeld. Het doel is om verbeteringsmaatregelen te analyseren en voor te stellen.
Er zijn drie warmtebehandelingsprocessen ontwikkeld voor het testen van de smeedstockresiduen: normaliseren, afschrikken en ontlaten en een combinatie van normaliseren en afschrikken en ontlaten.
Er werden monsters genomen van de smeedstukken na de warmtebehandeling en getest op hun metallografische structuur en mechanische eigenschappen. De resultaten werden vergeleken met de ontwerpvereisten en staan in Tabel 4.
Tabel 4 prestatie-indexen en structuurtypes na drie processen
Processtatus
Treksterkte / MPa
Rekgrens / MPa
Rek na breuk (%)
Schokabsorptie-energie (KV2 / J)
Type organisatie
Normaliseren
1098
959
12.5
17, 15, 18
Segregatie bestaat in de organisatie; De structuur is sorbiet + troostiet + bainiet
Temperen
878
752
16.0
77, 87, 80
Er is duidelijke segregatie in het weefsel; De structuur is sorbiet + een kleine hoeveelheid ferriet
Normaliseren + ontlaten
988
828
16.0
94, 107, 110
Segregatie bestaat in de organisatie; Het weefsel is sorbiet + een kleine hoeveelheid ferriet
Vereist ontwerp
900~1100
≥650
≥12.0
≥40
Sorbiet, een kleine hoeveelheid ferriet toegestaan
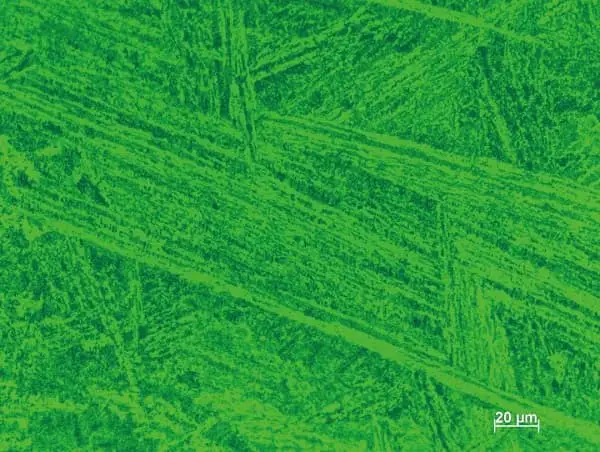
Bij analyse en vergelijking bleek dat de sterkte en taaiheid van het genormaliseerde proefstuk aanzienlijk waren verbeterd en dat het netwerkferriet in de structuur was verdwenen, zoals getoond in Figuur 3.
Fig. 3 structuur na normaliseren (880 ℃ luchtkoeling)
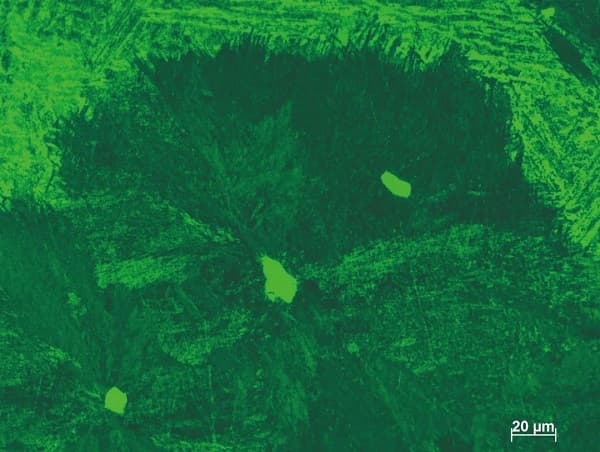
Hoewel het direct afschrikken en ontlaten van de smeedstukken het netto ferriet in het proefstuk elimineerde, was de treksterkte veel lager dan de technische vereisten en was er een merkbare segregatie in de structuur, zoals getoond in Figuur 4.
Fig. 4 Temperen (860 ℃ oliekoeling en 610 ℃ luchtkoeling)
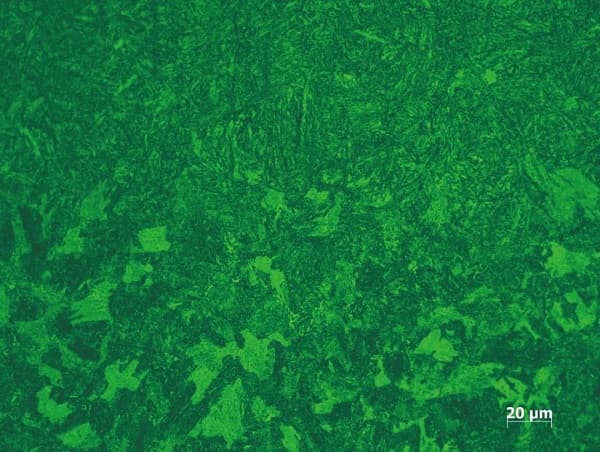
De monsters die normaliseerden gevolgd door afschrikken en ontlaten voldeden niet alleen aan alle technische eisen in termen van prestatie-indicatoren, maar verbeterden ook de uniformiteit van de structuur, zoals te zien is in figuur 5.
Fig. 5 normaliseren + afschrikken en ontlaten (880 °C luchtkoeling + 860 °C oliekoeling, 610 °C luchtkoeling)
3. Conclusie
De abnormale structuur die wordt aangetroffen in de smeedstock wordt meestal veroorzaakt door hoge temperaturen tijdens het smeden, die leiden tot snelle korrelgroei en het niet verfijnen van de korrel. Bovendien kan onvoldoende koeling na het smeden leiden tot de vorming van netwerkferriet, wat de mechanische eigenschappen van het materiaal ernstig aantast, vooral de slagvastheid bij kamertemperatuur.
Om de vorming van grove korrels, netwerkferriet en zelfs widmanstatten structuren is het cruciaal om de verwarmingstemperatuur tijdens het smeden strikt te regelen en de koelsnelheid goed te regelen. Normaliseren kan de microstructuur verder verfijnen en het overblijven van netwerkferriet en andere structuren voorkomen.
Aangezien de smeedvoorraad niet is genormaliseerd zoals vereist, is het noodzakelijk om de metallografische inspecties tijdens de opslag van grondstoffen te verbeteren om ervoor te zorgen dat het voldoet aan de noodzakelijke vereisten in het normale proces. Als er abnormale verschijnselen zoals grove structuur, reticulair ferriet of zelfs widmanstatten worden aangetroffen in de oorspronkelijke structuur, moet er een normalisatiebehandeling worden uitgevoerd voordat er wordt afgekoeld.
Anders voldoen de verkregen structuur en eigenschappen mogelijk niet aan de gewenste eisen en kan de aanwezigheid van reticulair ferriet zelfs afschrikscheuren veroorzaken tijdens het afschrikken, wat leidt tot productdefecten tijdens de warmtebehandeling.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Welk staal levert betere prestaties voor toepassingen met hoge druk, 34CrNi3Mo of 42CrMo? Dit artikel gaat in op de gedetailleerde vergelijking van deze twee hogesterktestalen en onderzoekt hun chemische samenstelling, mechanische eigenschappen,...
Heb je je ooit afgevraagd hoe je snel onderscheid kunt maken tussen koolstofstaal en roestvrij staal? Inzicht in de verschillen is cruciaal in verschillende toepassingen, van bouw tot productie. Dit artikel gaat in op...
Ooit verbaasd geweest over de verschillende kwaliteiten van staal en aluminium? Ons nieuwste artikel ontrafelt de ingewikkelde classificaties van deze essentiële materialen in zeven landen en biedt een uitgebreide vergelijking. Ontdek de...
Waarom is inductieverwarming essentieel voor moderne metaalbewerking? Stelt u zich eens voor dat u snel staal in seconden kunt transformeren, optimale hardheid en efficiëntie kunt bereiken zonder de milieubelasting van traditionele methoden. Dit artikel...
Wat is 4140 staal? 4140 (G41400) staal behoort tot ultrahoge sterkte staal, en de uitvoerende standaard is ASTM A29M UNS-2012 (Standaard specificatie voor algemene eisen van warm gesmeed koolstofstaal en...
Heb je je ooit afgevraagd hoe de fascinerende wereld van metaalhardheid in elkaar zit? In deze blogpost duiken we in de intrigerende concepten en methoden achter het meten en verbeteren van de hardheid van...