Estoque de forjamento de aço 42CrMo: Análise e melhoria da estrutura anómala
1. Prefácio O 42CrMo é um aço estrutural de liga de carbono médio conhecido pelas suas propriedades mecânicas abrangentes, excelente temperabilidade e vasta gama de aplicações. É frequentemente utilizado na indústria de máquinas para produzir engrenagens, bielas, parafusos de alta resistência e outros componentes cruciais. O estoque de forjamento de aço 42CrMo é fornecido por uma usina siderúrgica. O processo de fabrico envolve [...]
O 42CrMo é um aço estrutural de liga de carbono médio conhecido pelas suas propriedades mecânicas abrangentes, excelente temperabilidade e vasta gama de aplicações. É frequentemente utilizado na indústria de maquinaria para produzir engrenagens, bielas, parafusos de alta resistência e outros componentes cruciais.
O stock de forjamento de aço 42CrMo é fornecido por uma fábrica de aço. O processo de fabrico envolve a refinação fora do forno, a fundição em lingotes, a forja em stock e, finalmente, a normalização.
Uma empresa adquiriu este lote de peças em bruto forjadas para utilização na produção de um eixo de enrolamento numa unidade de rebobinagem de produção de bandas. O processo de tratamento térmico final do produto será têmpera e revenimento.
As propriedades mecânicas exigidas são uma resistência à tração de 900 a 1100 MPa, um limite de elasticidade de, pelo menos, 650 MPa e uma energia de absorção de impacto de, pelo menos, 40 J.
Durante uma inspeção da matéria-prima, descobriu-se que as estruturas macro e micro metalográficas eram anormais. Foi determinado preliminarmente que a peça bruta de forjamento não estava normalizada.
Neste post, discutiremos e analisaremos métodos e possibilidades para melhorar a qualidade do material de forjamento com base em resultados de testes físicos e químicos. Serão formulados vários esquemas de tratamento térmico.
2. Ensaios físicos e químicos
1. Análise da composição química
O material de teste é o estoque de forjamento de aço 42CrMo, que foi considerado aceitável de acordo com os requisitos para aço estrutural de liga de alta qualidade (GB / T3077-2015).
Os resultados dos ensaios, como indicado no quadro 1, foram obtidos utilizando um espetrómetro Spectrolab e cumprem os requisitos da norma.
Quadro 1 Composição química (fração mássica) da amostra de material de forja
Elemento
Valor standard
Valor medido
C
0.38~0.45
0.45
Si
0.17~0.37
0.26
Mn
0.50~0.80
0.74
Cr
0.90~1.20
1.09
Mo
0.15~0.25
0.22
P
≤0.020
0.018
S
≤0.020
0.012
2. Exame metalográfico
Foi efectuada uma inspeção metalográfica das matérias-primas no armazém.
A amostra foi recolhida de acordo com os requisitos da norma GB/T 13298-2015, que descreve o método de inspeção da microestrutura metálica. Os defeitos da macroestrutura e não metálico As inclusões foram avaliadas utilizando o Diagrama de Classificação de Defeitos da Macroestrutura de Aço Estrutural GB/T 1979-2001 e GB/T 10561-2005, que descreve a determinação do teor de inclusões não metálicas no aço.
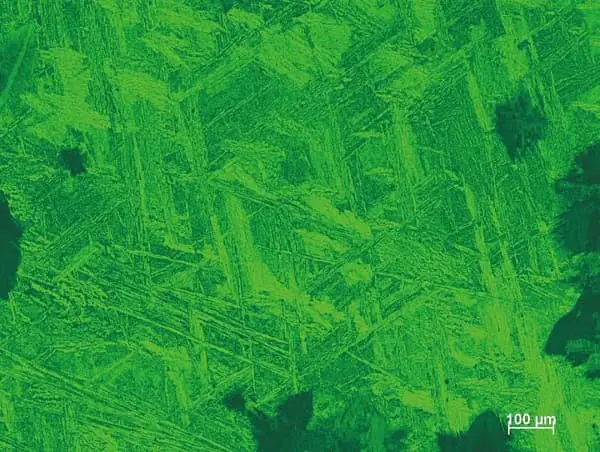
A macro morfologia é mostrada na Figura 1 e a microestrutura é mostrada na Figura 2. Os resultados dos ensaios podem ser vistos na Tabela 2.
Fig. 1 Inspeção de baixa ampliação da amostra de forja em bruto (corrosão a quente com ácido clorídrico industrial 1:1)
a) Ferrite reticular grosseira
b) Parte do tecido é sorbite
c) Parte do tecido é composto por perlite + uma pequena quantidade de bainite e ferrite
d) Parte do tecido é grosseiro
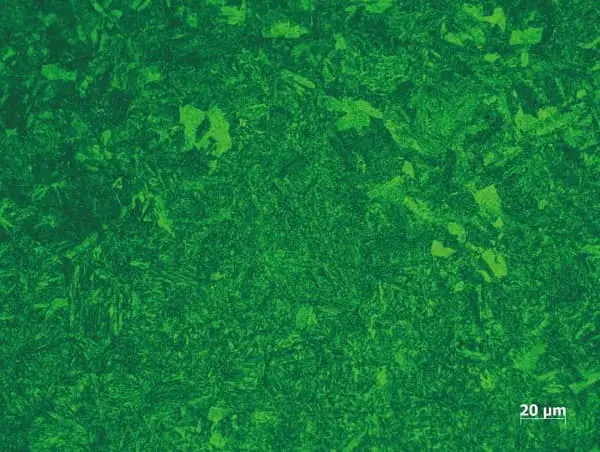
Fig. 2 Estrutura metalográfica da amostra de forjamento em bruto
Quadro 2 resultados dos ensaios metalográficos de amostragem de biletes forjados
Itens de teste:
Resultado da deteção
Defeito de baixa ampliação
Geralmente, a porosidade é de grau 1, e a dendrite na superfície de ensaio é grosseira e tem segregação grave
A distribuição do tecido é extremamente irregular, o tecido é grosseiro e o tecido é ferrite + perlite + ferrite reticular + uma pequena quantidade de bainite
3. Ensaio de propriedades mecânicas
O material de forjamento será objeto de amostragem e de ensaio das suas propriedades mecânicas, de acordo com os requisitos definidos na norma GB/T 2975-2018. Esta norma descreve os requisitos para o local de amostragem e a preparação de amostras para a realização de ensaios de propriedades mecânicas em aço e produtos de aço.
Os resultados são apresentados no Quadro 3.
Quadro 3 resultados dos ensaios das propriedades mecânicas do material forjado
Resistência à tração / MPa
Resistência ao escoamento / MPa
Taxa de comprimento do corpo após a fratura (%)
Energia de absorção de impacto (KV2 / J)
983
845
12.0
10, 6.0, 6.0
4. Comparação entre o esquema de tratamento térmico e os resultados dos ensaios físicos e químicos
Os resultados dos testes físicos e químicos indicaram que o lingote de forjamento tem uma estrutura grosseira, uma estrutura anormal e propriedades mecânicas fracas, que se acredita serem o resultado de uma má qualidade de forjamento e de um tratamento de normalização insuficiente.
Para estudar o impacto da estrutura da matéria-prima no tratamento térmico final (têmpera e revenido) e para verificar a melhoria de vários processos de tratamento térmico na qualidade da matéria-prima, foram desenvolvidos vários esquemas de tratamento térmico. O objetivo é analisar e propor medidas de melhoria.
Foram desenvolvidos três processos de tratamento térmico para testar os resíduos de forjamento: normalização, têmpera e revenido, e uma combinação de normalização e têmpera e revenido.
Foram retiradas amostras das peças forjadas após o tratamento térmico e testadas quanto à sua estrutura metalográfica e propriedades mecânicas. Os resultados foram comparados com os requisitos do projeto e são apresentados no Quadro 4.
Tabela 4 índices de desempenho e tipos de estrutura após três processos
Estado do processo
Resistência à tração / MPa
Resistência ao escoamento / MPa
Alongamento após fratura (%)
Energia de absorção de impacto (KV2 / J)
Tipo de organização
Normalização
1098
959
12.5
17, 15, 18
Existe segregação na organização; A estrutura é sorbite + troostite + bainite
Têmpera
878
752
16.0
77, 87, 80
Há uma segregação óbvia no tecido; A estrutura é sorbite + uma pequena quantidade de ferrite
Normalização + têmpera
988
828
16.0
94, 107, 110
Existe segregação na organização; O tecido é sorbite + uma pequena quantidade de ferrite
Requisitos de conceção
900~1100
≥650
≥12.0
≥40
Sorbite, uma pequena quantidade de ferrite permitida
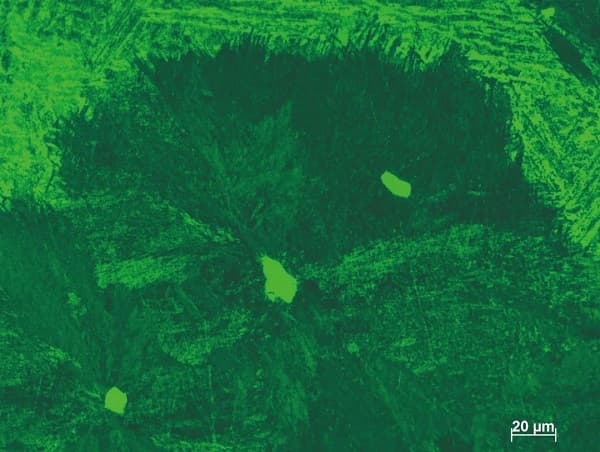
Após análise e comparação, verificou-se que a resistência e a tenacidade do espécime normalizado tinham melhorado significativamente e que a rede de ferrite na estrutura tinha desaparecido, como se mostra na Figura 3.
Fig. 3 estrutura após normalização (880 ℃ arrefecimento a ar)
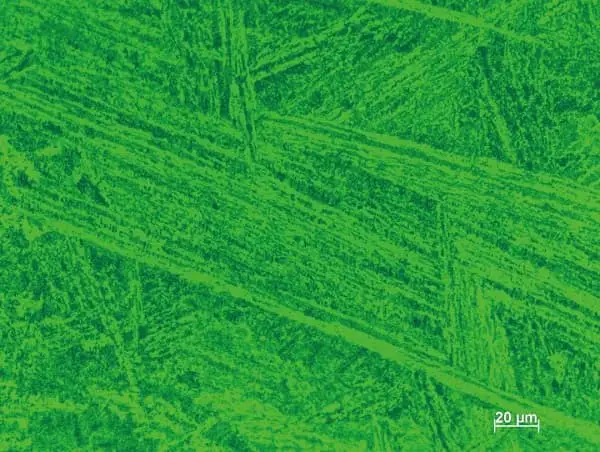
Embora a têmpera e o revenido directos do material forjado tenham eliminado a ferrite líquida no espécime, a resistência à tração era muito inferior aos requisitos técnicos e havia uma segregação notável na estrutura, como se mostra na Figura 4.
Fig. 4 Revenimento (860 ℃ arrefecimento a óleo e 610 ℃ arrefecimento a ar)
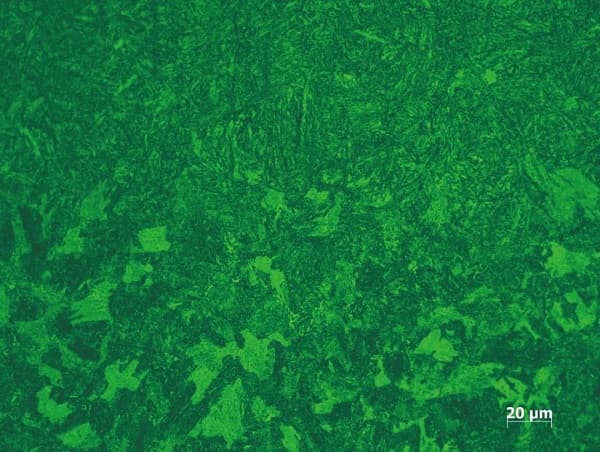
As amostras que foram submetidas à normalização seguida de têmpera e revenimento não só cumpriram todos os requisitos técnicos em termos de indicadores de desempenho, como também melhoraram a uniformidade da estrutura, como mostra a Figura 5.
Fig. 5 normalização + têmpera e revenimento (880 ° C de arrefecimento a ar + 860 ° C de arrefecimento a óleo, 610 ° C de arrefecimento a ar)
3. Conclusão
A estrutura anómala encontrada no material de forjamento é normalmente causada por temperaturas elevadas durante o forjamento, que resultam num rápido crescimento do grão e numa incapacidade de refinar o grão. Além disso, um arrefecimento insuficiente após o forjamento pode levar à formação de ferrite em rede, o que degrada gravemente as propriedades mecânicas do material, particularmente a sua resistência ao impacto à temperatura ambiente.
Para evitar a formação de grãos grosseiros, ferrite de rede, e mesmo widmanstatten é crucial controlar rigorosamente a temperatura de aquecimento durante o forjamento e regular adequadamente a taxa de arrefecimento. A normalização pode refinar ainda mais a microestrutura e evitar o resíduo de ferrite de rede e outras estruturas.
Uma vez que o material de forjamento não foi normalizado como exigido, é necessário reforçar as inspecções metalográficas durante o armazenamento das matérias-primas para garantir que cumpre os requisitos necessários no processo normal. Se forem encontrados fenómenos anormais, como estrutura grosseira, ferrite reticular ou mesmo estruturas widmanstatten na estrutura original, o tratamento de normalização deve ser realizado antes da têmpera.
Caso contrário, a estrutura e as propriedades obtidas podem não satisfazer os requisitos desejados, e a presença de ferrite reticular pode mesmo causar fissuras de arrefecimento durante o arrefecimento, levando à falha do produto durante o tratamento térmico.
Como fundador da MachineMFG, dediquei mais de uma década da minha carreira à indústria metalúrgica. A minha vasta experiência permitiu-me tornar-me um especialista nos domínios do fabrico de chapas metálicas, maquinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou constantemente a pensar, a ler e a escrever sobre estes assuntos, esforçando-me constantemente por me manter na vanguarda da minha área. Deixe que os meus conhecimentos e experiência sejam uma mais-valia para a sua empresa.
Que aço oferece melhor desempenho para aplicações de alta tensão, 34CrNi3Mo ou 42CrMo? Este artigo analisa a comparação detalhada destes dois aços de liga de alta resistência, examinando a sua composição química, propriedades mecânicas,...
Já alguma vez se interrogou sobre como distinguir rapidamente entre aço-carbono e aço inoxidável? Compreender as diferenças é crucial em várias aplicações, desde a construção à manufatura. Este artigo aborda...
Já alguma vez se interrogou sobre os diferentes tipos de aço e alumínio? O nosso último artigo revela as intrincadas classificações destes materiais essenciais em sete países, oferecendo uma comparação abrangente. Descubra as...
O que torna a têmpera por aquecimento indutivo essencial na metalurgia moderna? Imagine transformar aço rápido em segundos, obtendo dureza e eficiência ideais sem o impacto ambiental dos métodos tradicionais. Este artigo analisa...
O que é o aço 4140? O aço 4140 (G41400) pertence ao aço de ultra-alta resistência, e a norma executiva é a ASTM A29M UNS-2012 (Especificação padrão para requisitos gerais de aço carbono forjado a quente e...
Já alguma vez se interrogou sobre o fascinante mundo da dureza dos metais? Nesta publicação do blogue, vamos mergulhar nos conceitos e métodos intrigantes por detrás da medição e melhoria da dureza dos...