Estoque de forjamento de aço 42CrMo: Análise e melhoria da estrutura anormal
1. Prefácio O 42CrMo é um aço estrutural de liga de médio carbono conhecido por suas propriedades mecânicas abrangentes, excelente temperabilidade e ampla gama de aplicações. É frequentemente utilizado no setor de máquinas para produzir engrenagens, bielas, parafusos de alta resistência e outros componentes essenciais. O estoque de forjamento de aço 42CrMo é fornecido por uma usina siderúrgica. O processo de fabricação envolve [...]
O 42CrMo é um aço estrutural de liga de médio carbono conhecido por suas propriedades mecânicas abrangentes, excelente temperabilidade e ampla gama de aplicações. É frequentemente utilizado no setor de máquinas para produzir engrenagens, bielas, parafusos de alta resistência e outros componentes essenciais.
O estoque de forjamento de aço 42CrMo é fornecido por uma usina siderúrgica. O processo de fabricação envolve o refino fora do forno, a fundição em lingotes, o forjamento em estoque e, por fim, a normalização.
Uma empresa adquiriu esse lote de peças em bruto forjadas para uso na produção de um eixo de enrolamento em uma unidade de rebobinamento de produção de tiras. O processo final de tratamento térmico do produto será têmpera e revenimento.
As propriedades mecânicas necessárias são uma resistência à tração de 900 a 1100 MPa, um resistência ao escoamento de pelo menos 650 MPa e uma energia de absorção de impacto de pelo menos 40 J.
Durante uma inspeção de matéria-prima, descobriu-se que as estruturas macro e micro metalográficas estavam anormais. Foi determinado preliminarmente que a peça bruta de forjamento não estava normalizada.
Nesta postagem, discutiremos e analisaremos métodos e possibilidades para melhorar a qualidade do material de forjamento com base em resultados de testes físicos e químicos. Vários esquemas de tratamento térmico serão formulados.
2. Teste físico e químico
1. Análise da composição química
O material de teste é o estoque de forjamento de aço 42CrMo, que foi considerado aceitável de acordo com os requisitos para aço estrutural de liga de alta qualidade (GB/T3077-2015).
Os resultados do teste, conforme mostrado na Tabela 1, foram obtidos usando um espectrômetro Spectrolab e atendem aos requisitos padrão.
Tabela 1: Composição química (fração de massa) da amostra de material de forjamento
Elemento
Valor padrão
Valor medido
C
0.38~0.45
0.45
Si
0.17~0.37
0.26
Mn
0.50~0.80
0.74
Cr
0.90~1.20
1.09
Mo
0.15~0.25
0.22
P
≤0.020
0.018
S
≤0.020
0.012
2. Exame metalográfico
Foi realizada uma inspeção metalográfica das matérias-primas no depósito.
A amostra foi retirada de acordo com os requisitos da GB/T 13298-2015, que descreve o método de inspeção da microestrutura metálica. Os defeitos da macroestrutura e não metálico As inclusões foram avaliadas usando o Diagrama de Classificação de Defeitos da Macroestrutura de Aço Estrutural GB/T 1979-2001 e o GB/T 10561-2005, que descreve a determinação do teor de inclusões não metálicas no aço.
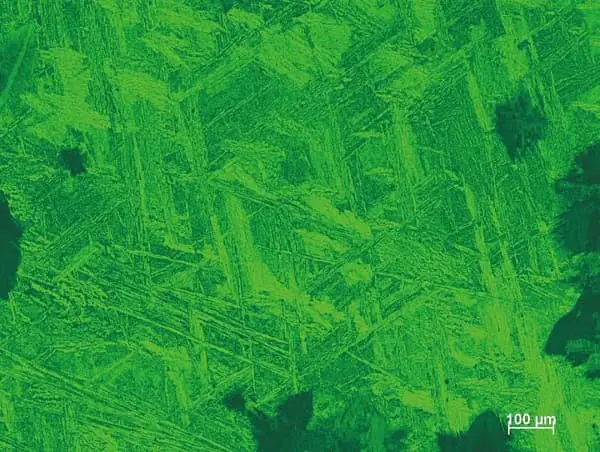
A macro morfologia é mostrada na Figura 1 e a microestrutura é mostrada na Figura 2. Os resultados do teste podem ser vistos na Tabela 2.
Fig. 1 Inspeção de baixa ampliação da amostra em branco do forjamento (corrosão a quente com ácido clorídrico industrial 1:1)
a) Ferrita reticular grossa
b) Parte do tecido é sorbita
c) Parte do tecido é composta de perlita + uma pequena quantidade de bainita e ferrita
d) Parte do tecido é grossa
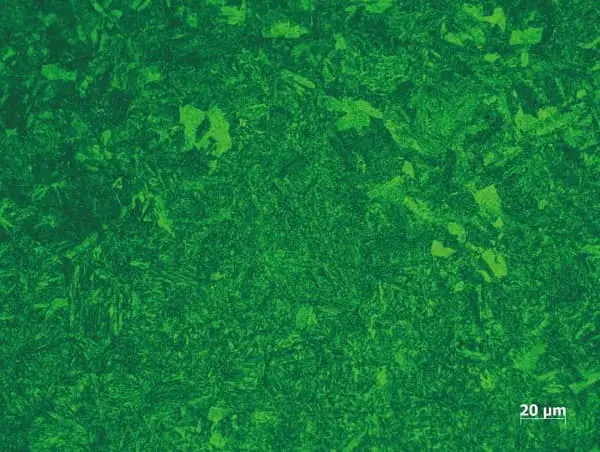
Fig. 2 Estrutura metalográfica da amostra de forjamento em branco
Tabela 2: Resultados dos testes metalográficos da amostragem de tarugos de forjamento
Itens de teste:
Resultado da detecção
Defeito de baixa ampliação
Em geral, a porosidade é de grau 1, e a dendrita na superfície de teste é grossa e apresenta segregação grave
A distribuição do tecido é extremamente desigual, o tecido é grosseiro e o tecido é ferrita + perlita + ferrita reticular + uma pequena quantidade de bainita
3. Teste de propriedade mecânica
O material de forjamento será amostrado e testado quanto às suas propriedades mecânicas de acordo com os requisitos descritos na GB/T 2975-2018. Essa norma descreve os requisitos para o local de amostragem e a preparação de amostras para a realização de testes de propriedades mecânicas em aço e produtos de aço.
Os resultados são mostrados na Tabela 3.
Tabela 3: Resultados dos testes de propriedades mecânicas do material de forjamento
Resistência à tração / MPa
Resistência ao escoamento / MPa
Taxa de comprimento do corpo após a fratura (%)
Energia de absorção de impacto (KV2 / J)
983
845
12.0
10, 6.0, 6.0
4. Comparação entre o esquema de tratamento térmico e os resultados dos testes físicos e químicos
Os resultados dos testes físicos e químicos indicaram que o tarugo de forjamento tem uma estrutura grosseira, estrutura anormal e propriedades mecânicas ruins, que se acredita serem o resultado da má qualidade do forjamento e do tratamento de normalização insuficiente.
Para estudar o impacto da estrutura da matéria-prima no tratamento térmico final (têmpera e revenimento) e para verificar a melhoria de vários processos de tratamento térmico na qualidade da matéria-prima, foram desenvolvidos vários esquemas de tratamento térmico. O objetivo é analisar e propor medidas de aprimoramento.
Foram desenvolvidos três processos de tratamento térmico para testar os resíduos de forjamento: normalização, têmpera e revenimento e uma combinação de normalização, têmpera e revenimento.
As amostras foram retiradas das peças forjadas após o tratamento térmico e testadas quanto à sua estrutura metalográfica e propriedades mecânicas. Os resultados foram comparados com os requisitos do projeto e são mostrados na Tabela 4.
Tabela 4: Índices de desempenho e tipos de estrutura após três processos
Status do processo
Resistência à tração / MPa
Resistência ao escoamento / MPa
Alongamento após a fratura (%)
Energia de absorção de impacto (KV2 / J)
Tipo de organização
Normalização
1098
959
12.5
17, 15, 18
Existe segregação na organização; a estrutura é sorbita + troostita + bainita
Têmpera
878
752
16.0
77, 87, 80
Há uma segregação óbvia no tecido; a estrutura é de sorbita + uma pequena quantidade de ferrita
Normalização + têmpera
988
828
16.0
94, 107, 110
Existe segregação na organização; o tecido é sorbita + uma pequena quantidade de ferrita
Requisitos de design
900~1100
≥650
≥12.0
≥40
Sorbite, uma pequena quantidade de ferrite permitida
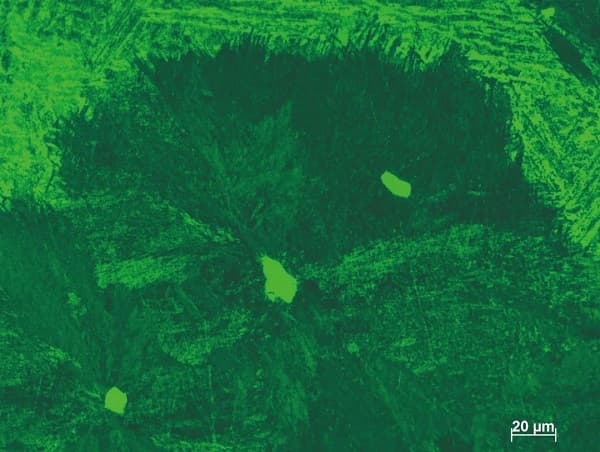
Após análise e comparação, verificou-se que a resistência e a tenacidade do corpo de prova normalizado melhoraram significativamente e a ferrita da rede na estrutura desapareceu, conforme mostrado na Figura 3.
Fig. 3 estrutura após a normalização (880 ℃ resfriamento a ar)
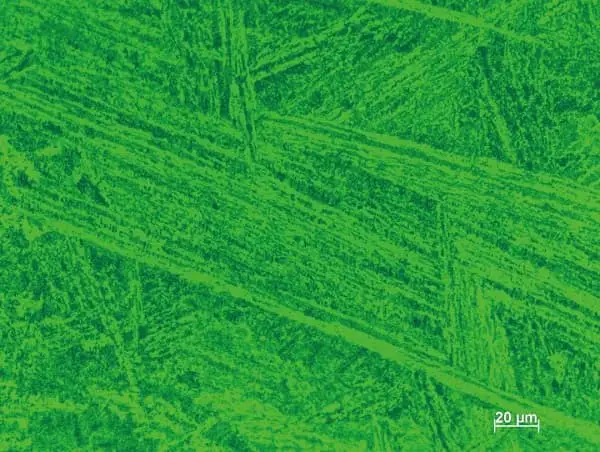
Embora a têmpera direta e o revenimento do material de forjamento tenham eliminado a ferrita líquida no corpo de prova, a resistência à tração foi muito inferior aos requisitos técnicos e houve uma segregação perceptível na estrutura, conforme mostrado na Figura 4.
Fig. 4 Revenimento (860 ℃ resfriamento a óleo e 610 ℃ resfriamento a ar)
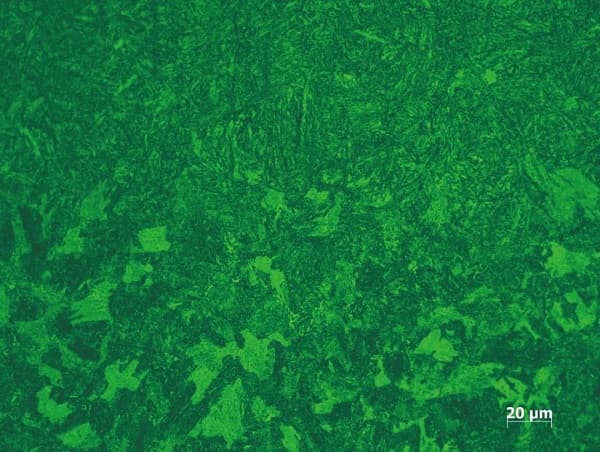
As amostras submetidas à normalização seguida de têmpera e revenimento não apenas atenderam a todos os requisitos técnicos em termos de indicadores de desempenho, mas também melhoraram a uniformidade da estrutura, conforme mostrado na Figura 5.
Fig. 5 Normalização + têmpera e revenimento (880 °C de resfriamento a ar + 860 °C de resfriamento a óleo, 610 °C de resfriamento a ar)
3. Conclusão
A estrutura anormal encontrada no material forjado é normalmente causada por altas temperaturas durante o forjamento, o que resulta em um rápido crescimento do grão e em uma falha no refinamento do grão. Além disso, o resfriamento insuficiente após o forjamento pode levar à formação de ferrita em rede, o que degrada gravemente as propriedades mecânicas do material, principalmente a resistência ao impacto em temperatura ambiente.
Para evitar a formação de grãos grossos, ferrita de rede e até mesmo widmanstatten é fundamental controlar rigorosamente a temperatura de aquecimento durante o forjamento e regular adequadamente a taxa de resfriamento. A normalização pode refinar ainda mais a microestrutura e evitar o resíduo de ferrita de rede e outras estruturas.
Como o estoque de forjamento não foi normalizado conforme exigido, é necessário aprimorar as inspeções metalográficas durante o armazenamento de matérias-primas para garantir que ele atenda aos requisitos necessários no processo normal. Se fenômenos anormais, como estrutura grosseira, ferrita reticular ou mesmo estruturas widmanstatten, forem encontrados na estrutura original, o tratamento de normalização deverá ser realizado antes da têmpera.
Caso contrário, a estrutura e as propriedades obtidas podem não atender aos requisitos desejados, e a presença de ferrita reticular pode até causar rachaduras durante a têmpera, levando à falha do produto durante o tratamento térmico.
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Qual aço oferece melhor desempenho para aplicações de alta tensão, o 34CrNi3Mo ou o 42CrMo? Este artigo se aprofunda na comparação detalhada desses dois aços-liga de alta resistência, examinando sua composição química, propriedades mecânicas,...
Você já se perguntou como distinguir rapidamente entre aço carbono e aço inoxidável? Entender as diferenças é crucial em várias aplicações, desde a construção até a manufatura. Este artigo se aprofunda no...
Você já se perguntou sobre os diferentes tipos de aço e alumínio? Nosso último artigo revela as intrincadas classificações desses materiais essenciais em sete países, oferecendo uma comparação abrangente. Descubra os...
O que torna a têmpera por aquecimento indutivo essencial na metalurgia moderna? Imagine transformar o aço de alta velocidade em segundos, obtendo dureza e eficiência ideais sem o impacto ambiental dos métodos tradicionais. Este artigo analisa...
O que é o aço 4140? O aço 4140 (G41400) pertence ao aço de ultra-alta resistência, e o padrão executivo é ASTM A29M UNS-2012 (Especificação padrão para requisitos gerais de aço carbono forjado a quente e...
Você já se perguntou sobre o fascinante mundo da dureza dos metais? Nesta postagem do blog, vamos nos aprofundar nos conceitos e métodos intrigantes por trás da medição e do aprimoramento da...