Brasagem de cobre: Os princípios básicos que você deve saber
Você já se perguntou por que o cobre e suas ligas são tão importantes em nosso cotidiano? Este artigo explora as propriedades fascinantes do cobre, desde sua incrível condutividade elétrica até sua impressionante resistência à corrosão. Ao final, você entenderá por que o cobre continua sendo a pedra angular da engenharia e da tecnologia modernas.
O cobre e suas ligas são amplamente utilizados em aplicações industriais devido às suas propriedades excepcionais, incluindo condutividade elétrica e térmica superior, excelente resistência à corrosão e alta conformabilidade. Esses materiais são categorizados em quatro grupos principais: cobre puro (geralmente chamado de cobre vermelho), latão, bronze e cobre branco (também conhecido como níquel-prata).
1. Cobre puro: Caracterizado por sua cor laranja-avermelhada, o cobre puro (>99,3% Cu) oferece a mais alta condutividade elétrica entre os metais comerciais, o que o torna indispensável nos setores elétrico e eletrônico. Ele também apresenta excelente condutividade térmica, resistência à corrosão e ductilidade.
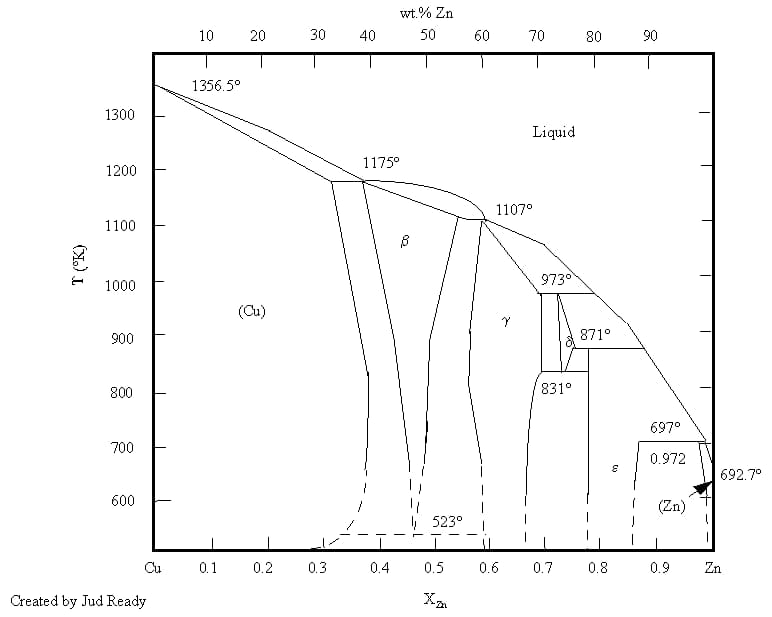
2. Latão: Uma liga composta principalmente de cobre e zinco, com teor de zinco variando normalmente de 5% a 45%. O latão oferece um equilíbrio entre força, usinabilidade e resistência à corrosão. Os tipos mais comuns incluem:
Latão alfa (< 35% Zn): Altamente dúctil, adequado para trabalho a frio
Latão alfa-beta (35-45% Zn): Mais forte, ideal para trabalho a quente e extrusão
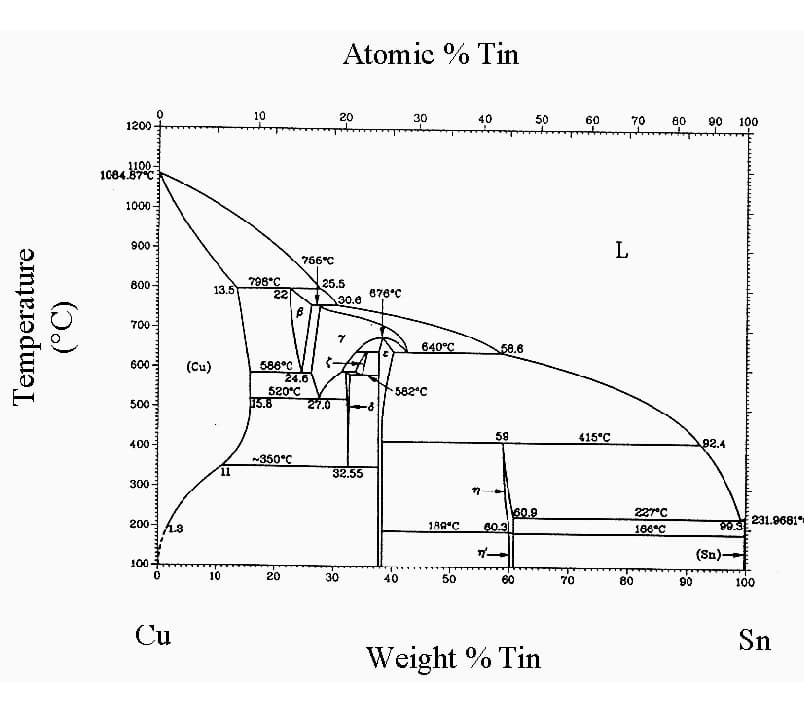
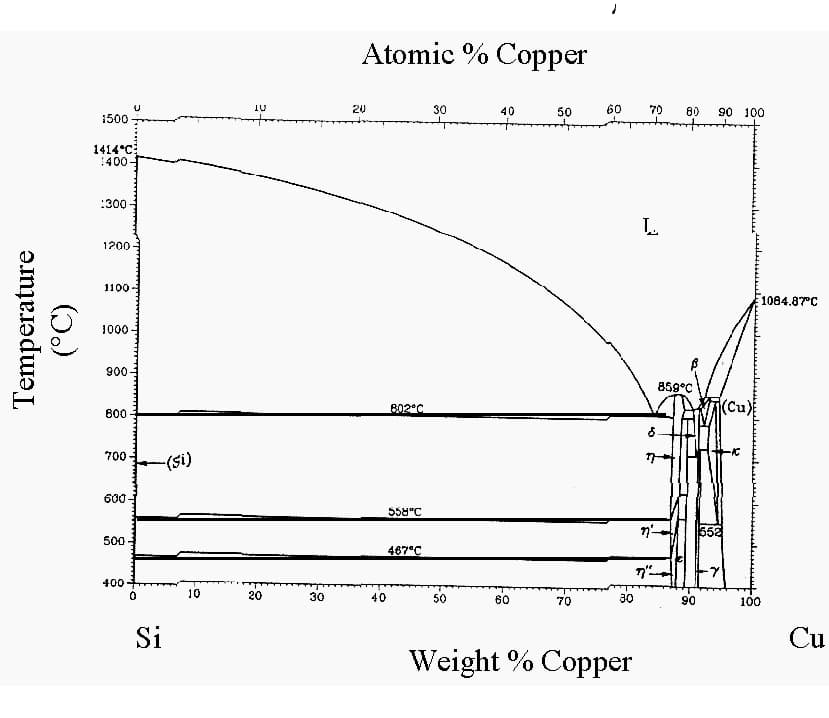
3. Bronze: tradicionalmente ligas de cobre-estanho, mas os bronzes modernos podem conter outros elementos, como alumínio, silício ou berílio. Os bronzes geralmente apresentam maior força e resistência à corrosão em comparação com os latões. Tipos notáveis incluem:
Bronze fosforoso: contém pequenas quantidades de fósforo, oferecendo excelentes propriedades de mola
Bronze de alumínio: alta resistência e resistência à corrosão, adequado para aplicações marítimas
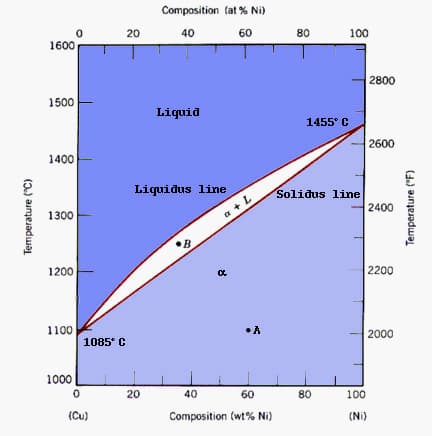
4. Cobre branco (prata níquel): Uma liga de cobre, níquel e zinco, normalmente contendo 10-20% de níquel. Apesar do nome, não contém prata. O cobre branco oferece boa resistência à corrosão, força e uma aparência atraente de prata, o que o torna adequado para aplicações decorativas e instrumentos musicais.
II. Propriedades materiais do cobre e das ligas de cobre
1. Cobre vermelho
O cobre vermelho é uma forma pura de cobre com um teor de cobre de pelo menos 99,5%.
Ele pode ser dividido em cobre puro e cobre livre de oxigênio com base em seu teor de oxigênio.
Cu2O e óxidos de CuO podem se formar na superfície do cobre vermelho.
Em temperatura ambiente, a superfície de cobre é coberta com Cu2O.
Sob altas temperaturas, a escala de óxido é composta de duas camadas: a camada externa é CuO e a camada interna é Cu2O.
É importante observar que o cobre puro não pode ser brasado em uma atmosfera redutora contendo hidrogênio.
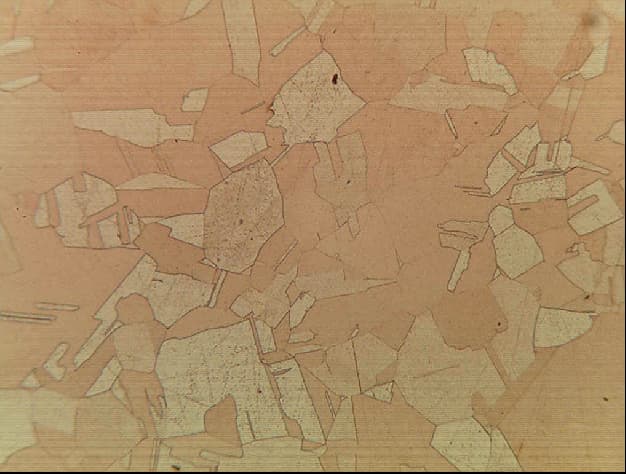
2. Latão
O latão se refere a uma liga de cobre-zinco que tem maior força, dureza e resistência à corrosão em comparação com o cobre vermelho, mantendo a tenacidade e a alta resistência à corrosão.
Diagrama metalográfico do latão
3. Latão especial
(1) Latão estanhado:
O latão de estanho contém aproximadamente 1% de estanho (Sn) e a presença de estanho não altera a composição dos óxidos de superfície.
A soldabilidade do latão estanhado é comparável à do latão, o que facilita a soldagem.
(2) Latão de chumbo:
O latão com chumbo contém chumbo, que, quando aquecido, forma uma escória pegajosa que prejudica o efeito de umedecimento e a fluidez da solda.
É importante selecionar o fluxo adequado para garantir a fluidez apropriada.
(3) Latão com manganês:
A superfície do latão de manganês é composta de óxido de zinco e óxido de manganês.
O óxido de manganês é relativamente estável e difícil de ser removido, portanto, é necessário usar um agente ativo brasagem para garantir a molhabilidade do metal de adição para brasagem.
4. Bronze
Existem vários tipos de bronzecada um com diferentes elementos de liga, o que afeta sua capacidade de brasagem.
Quando o elemento de liga adicionado é o estanho, ou uma pequena quantidade de cromo ou cádmio, ele tem um impacto mínimo na soldabilidade e geralmente é mais fácil de soldar.
Entretanto, se o elemento adicionado for o alumínio, especialmente quando o teor de alumínio for alto (até 10%), o óxido de alumínio na superfície será difícil de remover, causando uma deterioração na soldabilidade.
Nesses casos, é necessário usar um fluxo especial para brasagem.
Por exemplo, quando o silício é adicionado para formar o bronze de silício, ele se torna altamente sensível à fragilidade a quente e às rachaduras por estresse quando exposto à solda derretida.
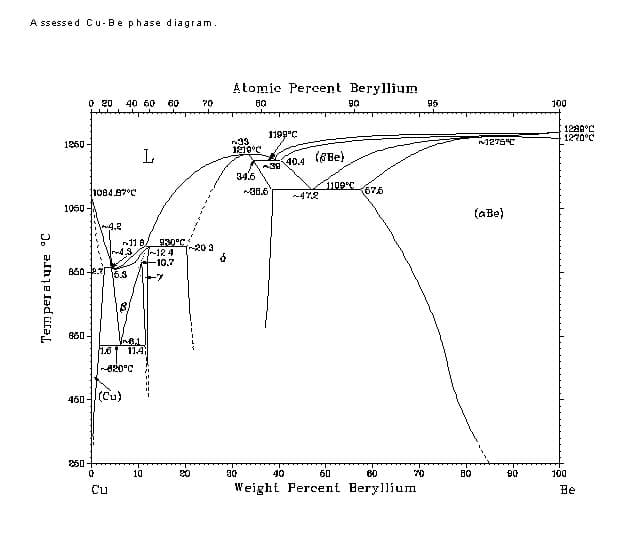
Outro exemplo é quando o elemento de liga adicionado é o berílio.
Embora se forme um óxido de BeO relativamente estável, o fluxo de brasagem convencional é suficiente para remover o filme de óxido.
5. Cobre branco
Cobre branco é uma liga de cobre e níquel que apresenta excelentes propriedades mecânicas abrangentes.
Ele contém níquel.
Ao selecionar o metal de adição, é importante evitar os que contêm fósforo, como o metal de adição cobre-fósforo e o metal de adição cobre-fósforo-prata.
O cobre branco é altamente sensível a rachaduras a quente e rachaduras por estresse quando submetido à solda derretida.
III. Composições típicas de cobre e ligas de cobre e tratamento térmico
Nome
Código
Composição química primária (porcentagem em massa, %)
A sensibilidade do material a rachaduras por estresse.
As superfícies de cobre puro podem formar dois óxidos, Cu2O e CuO. Em temperatura ambiente, uma superfície de cobre é coberta por Cu2O, enquanto em altas temperaturas, o filme de óxido é dividido em duas camadas, com CuO na parte externa e Cu2O na parte interna. Os óxidos de cobre são fáceis de remover, portanto, o cobre puro brasa bem.
O cobre oxigenado é um cobre refinado por meio de pirometalurgia e cobre de passo eletrolítico. Ele contém de 0,02% a 0,1% de oxigênio por massa, que existe como óxido de cobre, formando uma organização eutética com o cobre. Essa organização eutética é distribuída na matriz de cobre em forma globular.
Se o cobre oxigenado for brasado em uma atmosfera redutora contendo hidrogênio, o hidrogênio se difunde rapidamente no metal, reduzindo o óxido para produzir vapor. Esse vapor forma cavidades dentro dos cristais de cobre e se expande rapidamente, levando a fragilização por hidrogênio. Em casos graves, o material de cobre pode se fraturar.
Se a atmosfera contiver monóxido de carbono e umidade, o monóxido de carbono pode reduzir o vapor a hidrogênio, que então se difunde no metal, resultando em fragilização por hidrogênio. Portanto, o cobre oxigenado não deve ser brasado em atmosferas redutoras de amônia em decomposição, endotérmicas ou exotérmicas.
O aquecimento prolongado do cobre oxigenado acima de 920°C fará com que o óxido de cobre se acumule nos limites dos grãos, diminuindo a resistência e a ductilidade do cobre. Portanto, durante a brasagem, o material deve evitar a exposição prolongada a temperaturas acima de 920°C.
O cobre não pode ser tratado termicamente para obter resistência, portanto, os métodos de trabalho a frio são frequentemente usados para aumentar sua resistência. O cobre endurecido por trabalho a frio amolece quando aquecido entre 230℃ e 815℃. O grau de amolecimento depende da temperatura e da duração dessa temperatura. Quanto mais alta a temperatura de aquecimento da brasagem, mais macio se torna o cobre endurecido por trabalho a frio.
O cobre livre de oxigênio tem baixo teor de oxigênio e não há constituintes eutéticos de cobre e óxido de cobre no cobre. Sua condutividade elétrica e capacidade de trabalho a frio (como estampagem profunda e fiação) são melhores do que as do cobre desoxidado.
O cobre livre de oxigênio pode ser brasado em uma atmosfera protetora contendo hidrogênio sem fragilização por hidrogênio. O cobre livre de oxigênio endurecido por trabalho a frio também amolece durante o aquecimento.
O latão comum pode ser dividido em três categorias: latão baixo (fração de massa de zinco inferior a 20%), latão alto (fração de zinco superior a 20%) e latão de liga. Quando a fração de massa de zinco no latão é inferior a 15%, o óxido da superfície consiste principalmente de Cu2O, que contém pequenas partículas de ZnO.
Quando a fração de massa de zinco é superior a 20%, o óxido é composto principalmente de ZnO. O óxido de zinco também é fácil de remover, portanto, a brasagem do latão é muito boa. O latão não é adequado para brasagem em uma atmosfera protetora, especialmente na brasagem a vácuo. Isso se deve ao fato de o zinco ter uma alta pressão de vapor (chegando a 105Pa a 907℃).
Durante a brasagem em uma atmosfera protetora, especialmente a brasagem a vácuo, o zinco do latão se volatiliza, a superfície fica vermelha e isso afeta suas propriedades inerentes e de brasagem. Se a brasagem tiver de ser feita em uma atmosfera protetora ou a vácuo, uma camada de cobre ou níquel deve ser eletrodepositada na superfície das peças de latão com antecedência para evitar a volatilização do zinco. Entretanto, o revestimento pode afetar a resistência da junta soldada.
A brasagem de latão requer o uso de um fluxo.
O latão de estanho tem aproximadamente 1% de ω (Sn). A presença de estanho não afeta a composição do óxido da superfície. A brasagem do latão de estanho é comparável à do latão e é fácil de soldar.
O latão com chumbo forma um resíduo pegajoso quando aquecido, o que prejudica a ação umectante e a fluidez do material de brasagem, portanto, é necessário escolher um fluxo adequado para garantir a ação umectante do material de brasagem. Quando o latão com chumbo é aquecido, ele tende a rachar por tensão. Sua sensibilidade a rachaduras a quente é diretamente proporcional ao teor de chumbo.
Portanto, o estresse interno de latão com chumbo deve ser minimizado durante a brasagem, por exemplo, por meio de recozimento antes da soldagem para remover a tensão causada pelo processamento do componente. A temperatura de aquecimento deve ser a mais uniforme possível para reduzir o estresse térmico. O efeito da brasagem é ruim quando ω (Pb) > 3%. Para latão com chumbo com ω (Pb) > 5%, a brasagem não é recomendada.
A superfície do latão manganês é composta de óxido de zinco e óxido de manganês. O óxido de manganês é relativamente estável e difícil de remover, portanto, um fluxo altamente ativo deve ser usado para garantir a molhabilidade do material de brasagem.
O bronze de estanho QSn6.5-0.1 forma dois óxidos em sua superfície: uma camada interna de SnO2 e uma camada externa de óxido de cobre. Esses óxidos são fáceis de remover, e a liga brasa bem, adequada para vários métodos de brasagem, inclusive brasagem com proteção de gás e brasagem a vácuo.
Os fluxos convencionais podem ser usados para brasagem ao ar. Para evitar rachaduras, as peças de bronze de estanho contendo fósforo devem ser aliviadas de tensão a aproximadamente 290-340℃ antes da brasagem.
O bronze de alumínio contém uma quantidade significativa de alumínio (até 10% em massa), formando uma camada de óxido composta principalmente de óxido de alumínio na superfície, que é difícil de remover. Portanto, brasagem de alumínio bronze é bastante desafiador. O óxido de alumínio não pode ser reduzido em uma atmosfera protetora e não pode ser removido por aquecimento a vácuo, exigindo um fluxo especializado.
Se as peças de bronze-alumínio forem soldadas em um temperado e revenido a temperatura de brasagem não deve exceder a temperatura de têmpera. Por exemplo, a temperatura de têmpera do QAl9-2 é de 400°C.
Se a temperatura de brasagem for superior a 400°C, o material de base amolecerá. Se a brasagem for feita em altas temperaturas, a temperatura de brasagem deve corresponder à temperatura de têmpera (880 ℃), seguida de revenimento, para obter as propriedades mecânicas desejadas do material de base. Isso deve ser considerado ao selecionar um material de brasagem.
Embora um óxido de BeO relativamente estável se forme na superfície do bronze de berílio, o fluxo convencional ainda satisfaz o requisito de remoção do filme de óxido. O bronze de berílio é frequentemente usado em situações em que as peças precisam de elasticidade.
Para evitar a redução dessa propriedade, a temperatura de brasagem deve ser inferior à temperatura de envelhecimento (300°C) ou a temperatura de brasagem deve corresponder à temperatura de têmpera, seguida de tratamento de envelhecimento após a brasagem.
O bronze de silício, principalmente a liga QSi3-1 com cerca de 3% ω (Si), forma um óxido composto principalmente de dióxido de silício em sua superfície. O mesmo fluxo usado para brasagem de bronze de alumínio deve ser usado para brasagem de bronze de silício. O bronze de silício sob tensão é extremamente sensível a rachaduras térmicas e rachaduras por tensão sob a ação do material de brasagem fundido.
Para evitar rachaduras, a liga deve ser aliviada de tensão a uma temperatura entre 300 e 350°C antes da brasagem. Deve-se escolher um material de brasagem com ponto de fusão mais baixo e usar um método de brasagem que aqueça uniformemente durante a brasagem.
O bronze cromo e o bronze cádmio têm pequenas quantidades de cromo ou cádmio, que não afetam significativamente o processo de brasagem. Ao soldar bronze cromo, deve-se considerar o regime de tratamento térmico do material de base.
A brasagem deve ocorrer abaixo da temperatura de envelhecimento (460 ℃) ou a temperatura de brasagem deve corresponder à temperatura de têmpera (950-1000 ℃).
Prata níquel e prata manganês. O níquel-prata contém níquel e os materiais de brasagem que contêm fósforo, como o material de brasagem cobre-fósforo e o material de brasagem cobre-fósforo-prata, devem ser evitados ao escolher um material de brasagem, pois os materiais de brasagem que contêm fósforo podem facilmente formar fosfeto de níquel quebradiço na interface após a brasagem, reduzindo a resistência e a tenacidade da junta.
O níquel-prata é extremamente sensível a trincas a quente e a trincas por estresse sob a ação do material de brasagem fundido. Portanto, as peças devem ter sua tensão interna removida antes da brasagem, e deve ser escolhido um material de brasagem com ponto de fusão mais baixo.
As peças devem ser aquecidas uniformemente, e a expansão e a contração livres das peças durante o aquecimento e o resfriamento devem ser permitidas para reduzir o estresse térmico durante a brasagem.
Brazabilidade de cobre comum e ligas de cobre
Liga metálica
Capacidade de brasagem
Cobre T1
Excelente
Cobre livre de oxigênio TU1
Excelente
Latão
H96
Excelente
H68
Excelente
H62
Excelente
Bronze-estanho
HSn62-1
Excelente
Latão com manganês
HMn58-2
Bom
Bronze-estanho
QSn58-2
Excelente
QSn4-3
Excelente
Latão com chumbo
HPb59-1
Bom
bronze-alumínio
QAl9-2
Ruim
QAl10-4-4
Ruim
bronze berílio
QBe2
Bom
QBe1.7
Bom
bronze silício
QSi3-1
Bom
bronze-cromo
QCr0.5
Bom
bronze cádmio
QCd11
Excelente
Liga de zinco-cobre-níquel
BZn15-20
Bom
Liga de cobre e níquel Mn
BMn40-1.5
Difícil
V. Metal de enchimento para brasagem
1. Metal de adição para brasagem à base de prata
A solda à base de prata é amplamente utilizada devido ao seu ponto de fusão moderado, boa processabilidade, qualidades fortes e resistentes, condutividade, condutividade térmica e resistência à corrosão.
O principal elementos de liga Os elementos de liga das soldas à base de prata são cobre, zinco, cádmio e estanho. O cobre é o elemento de liga mais importante, pois reduz a temperatura de fusão da prata sem formar uma fase quebradiça.
A adição de zinco reduz ainda mais a temperatura de fusão.
Embora a adição de estanho possa reduzir significativamente a temperatura de fusão das ligas de prata-cobre-estanho, essa baixa temperatura de fusão resulta em extrema fragilidade e falta de uso prático.
Para evitar fragilidade, o teor de estanho na solda prata-cobre-estanho normalmente não é superior a 10%.
Para reduzir ainda mais a temperatura de fusão da solda à base de prata, o cádmio pode ser adicionado à liga de prata-cobre-zinco.
Composição química e principais propriedades do metal de adição para brasagem à base de prata
Metal de adição para brasagem
Composição química (peso %)
Temperatura de fusão/℃
Resistência à tração/MPa
Resistividade elétrica/μΩ-m
Temperatura de brasagem/℃
Ag
Cu
Zn
Cd
Sn
outros
BAg72Cu.
72±1
Rem.
–
–
–
–
779~779
375
0.022
780~900
BAg50Cu.
50±1.1
Rem.
–
–
–
–
779~850
–
–
–
BAg70Cu.
70±1
26±1
Rem.
–
–
–
730~755
353
0.042
–
BAg65Cu.
65±1
20±1.1
Rem.
–
–
–
685~720
384
0.086
–
BAg60Cu
60 ±1
Rem.
–
10±0.5
–
–
602~718
–
720~840
BAg50Cu
50±1.1
34±1.1
Rem.
–
10±0.5
–
677~775
343
0.076
775~870
BAg45Cu
45±1
30+1
Rem.
–
–
–
677~743
386
0.097
745~845
BAg25CuZn.
25±1.
40±1
Rem.
–
–
–
745~775
353
0.069
800~890
BAg10CuZn
10±1
53±1.1
Rem.
–
–
–
815~850
451
0.065
850~950
BAg50CuZnCd
50±1
15.5±1
16.5±2
–
–
–
627~635
419
0.072
635~760
BAg45CuZnCd
45±1.
15±1
16±2.
–
–
–
607~618
–
–
620~760
BAg40CuZnCdNi
40±1
16±0.5
17.8±0.5
–
–
Ni0,2±0,1
595~605
392
0.069
605~705
BAg34CuZnCd
35±1
26±1
21±2
–
–
607~702
411
0.069
700~845
BAg50CuZnCdNi
50±1.1
15.5±1
15.5±2
–
–
Ni3±0,5
632~688
431
0.105
690~815
BAg56CuZnSn
56±1
22±1
17±2
50.5
50.5
–
618~652
–
–
650~760
BAg34CuZnSn
34±1
36±1.1
27+2
30.5
30.5
–
630~730
–
–
730~820
BAg50CuZnSnNi
50±1
21.5±1
27±1.1
10.3
10.3
Ni0.30~0.65。
650~670
–
–
670~770
BAg40CuZnSnNi
40±1
25±1
30.5±1
30.3
30.3
Ni1.30~1.65
630~640.
–
–
640~740
2. Solda de fósforo de cobre
O metal de adição para brasagem de cobre e fósforo é amplamente utilizado na brasagem de cobre e ligas de cobre devido ao seu desempenho tecnológico favorável e à relação custo-benefício.
O fósforo tem duas funções no cobre:
Primeiro, ele reduz significativamente o ponto de fusão do cobre.
Em segundo lugar, ele atua como um fluxo de autossoldagem durante a brasagem no ar.
Para reduzir ainda mais a temperatura de fusão da liga Cu-P e melhorar sua resistência, também pode ser adicionada prata.
É importante observar que os metais de adição cobre-fósforo e cobre-rattan-prata só podem ser usados para brasagem de cobre e ligas de cobre e não podem ser usados para brasagem de aço, ligas de níquel ou ligas de cobre-níquel com teor de níquel superior a 10%.
Esse tipo de metal de adição pode resultar em segregação quando aquecido lentamente, portanto, é melhor adotar um método de brasagem de aquecimento rápido.
Composição química e propriedades da solda de cobre e fósforo
Metal de enchimento
Composição química (fração de massa) (%)
Temperatura de fusão
Resistência à tração MPa
Resistividade/μΩ-m
Cu
P
Ag
Sn
outros
Bcu95P.
Rem.
5±0.3
–
–
710~924
–
–
Bcu93P
Rem.
6.8~7.5
–
–
710~800
470.4
0.28
Bcu92PSb
Rem.
6.3±0.4
–
–
Sb1,5~2,0
690~800
303.8
0.47
Bcu91Ag
Rem.
7±0.2
2±0.2
–
–
645~810
–
–
Bcu89Ag
Rem.
5.8~6.7
5±0.2
–
–
650~800
519.4
0.23
Bcu80Pag
Rem.
4.8~5.3
15±0.5
–
–
640~815
499.8
0.12
HLAgCu70-5
Rem.
5±0.5
25±0.5
–
–
650~710
–
–
HLCuP6-3
Rem.
5.7±0.3
–
3.5±0.5
–
640~680
–
0.35
Cu86SnP
Rem.
5.3±0.5
–
7.5±0.5
0.8±0.4
620~660
–
–
Bcu80PSnAg
Rem.
5.3±0.5
5±0.5
10±0.5
–
560~650
–
–
Cu77NiSnP.
77.6
7.0
9.7
–
Ni5.7
591~643
–
–
3. Solda macia - solda à base de estanho
Na brasagem de cobre com solda à base de Sn, é comum a formação do composto intermetálico Cu6Sn5 na interface entre a solda e o metal de base. Portanto, é importante considerar cuidadosamente a temperatura de brasagem e o tempo de retenção.
Ao usar um ferro de solda, a camada de composto é normalmente fina e tem impacto mínimo no desempenho da junta.
As juntas de latão soldadas com metal de adição de estanho-chumbo são mais resistentes do que as juntas de cobre soldadas com o mesmo metal de adição. Isso ocorre porque a dissolução do latão no metal de adição líquido é mais lenta, resultando na formação de menos compostos intermetálicos frágeis.
Metal de adição para brasagem
Composição química
Temperatura de fusão
Resistência à tração
Alongamento
Sn
Ag
Sb
Cu
HL606
96.0
4.0
–
–
221
53.0
–
Sn95Sb
95.0
–
5.0
–
233
39.2
43
Sn92AgCuSb
92.0
5.0
1.0
2.0
250
49.0
2.3
Sn85AgSb
84.5
8.0
7.5
–
270
80.4
8.8
Metal de adição para brasagem
Composição química
Temperatura de fusão
97.0
3.0
Sn
HLAgPb97
97.5
1.5
–
304-305
HLAgPb97.5-1.0
92
2.5
1.0
310-310
HLAgPb92-5.5
83.5
1.5
5.5
287-296
HLAgPb83,5-15-1,5
97.0
3.0
15.0
265-270
4. Solda macia - solda à base de cádmio
Composição química e propriedades da solda à base de cádmio
Metal de enchimento
Composição química (fração de massa) (%)
Temperatura de fusão/
Resistência à tração/MPa
Cd
Ag
Zn
HL503
95
5
338~393
112.8
HLAgCd96-1
96
3
1
300~325
110.8
Cd79ZnAg
79
5
16
270~285
200
HL508
92
5
3
320~360
–
5. Solda macia - solda sem chumbo
Solda sem chumbo para brasagem de tubos de cobre
Marca
Composição (fração de massa)
Linha de fase sólida/℃
Liquidus/℃
E
95Sn-4,5Cu-0,5Ag
226
360
HA
94.5Sn-3Sb-1.5Zn-0.5Ag-0.5Cu
215
228
HB
91.225Sn-5Sb-3.5Cu-0.275Ag
238
360
CA
96.25n-3.25Bi-0.2Cu-0.35Ag
206
234
OA
95,9Sn-3Cu-1Bi-0,1Ag
215
238
AM
95,45n-3Cu-1Sb-0,6Ag
221
231
Resistência de juntas de cobre e latão soldadas com parte de solda macia
Marca de solda
Resistência ao cisalhamento/MPa
Resistência à tração/MPa
cobre
latão
cobre
latão
S-Pb80Sn18Sb2
20.6
36.3
88.2
95.1
S-Pb68Sn30Sb2
26.5
2740
89.2
86.2
S-Pb58Sn40Sb2
36.3
45.1
76.4
78.40
S-Sn90Pb10
45.1
44.1
63.7
68.6
S-P697Ag3
–
29.4
–
49.0
S-Cd96Ag3Zn1
73.5
–
57.8
-
S-Sn95Sb5
37.2
–
-
S-sn85Ag8Sb7
–
82.3
–
–
S-Sn92AgSCu2Sb1
35.3
–
–
–
S-Sn96Ag4P
35.339.2~49.0
–
5.339.2~49.0
–
VI. Fluxo de brasagem
Os fluxos de brasagem comumente usados consistem em uma matriz de bórax, ácido bórico ou uma mistura de ambos, e são complementados com fluoretos ou fluoroboratos de metais alcalinos ou alcalino-terrosos para atingir uma temperatura de ativação adequada e melhorar a capacidade de remoção de óxido.
Quando aquecido, o ácido bórico (H3BO3) se decompõe para formar anidrido bórico (B2O3).
A fórmula da reação é a seguinte:
2H3BO3→B2O3+3H2O
O ponto de fusão do anidrido bórico é de 580°C.
Ele pode reagir com óxidos de cobre, zinco, níquel e ferro para formar um borato solúvel, que flutua na junta soldada como uma escória. Isso não apenas remove a película de óxido, mas também oferece proteção mecânica.
MeO+B2O3→MeO-B2O3
Bórax Na2B4O7 derrete a 741 ℃:
Na2B4O7→B2O3+2NaBO2
O anidrido bórico e os óxidos metálicos reagem para formar boratos solúveis. O metaborato de sódio e os boratos se combinam para formar compostos com uma temperatura de fusão mais baixa, facilitando sua ascensão à superfície das juntas de solda.
MeO+2NaBO2+B2O3>(NaBO2)2Me(BO2)2
A combinação de bórax e ácido bórico é um fluxo comumente utilizado. A adição de ácido bórico pode diminuir a tensão superficial do fluxo de bórax e melhorar sua propagação. O ácido bórico também aumenta a capacidade do resíduo de fluxo de se desprender da superfície de forma limpa. Entretanto, ao usar o fluxo de ácido bórico-bórax com metal de enchimento de prata, sua temperatura de fusão permanece muito alta e sua viscosidade ainda é muito alta.
Para diminuir ainda mais a temperatura de fusão, pode ser adicionado fluoreto de potássio. A principal função do fluoreto de potássio é diminuir a viscosidade do fluxo e aumentar sua capacidade de remover óxidos. Para reduzir ainda mais a temperatura de fusão e aumentar sua atividade, pode ser adicionado KBF4 pode ser adicionado.
O ponto de fusão do KBF4 é 540 ℃, e a decomposição de fusão é:
KBF4→KF+BF3
Marca
Composição (fração de massa) (%)
Temperatura de ação ℃
Finalidade
FB101
Ácido bórico 30, fluoroborato de potássio 70
550~850℃
Fluxo de solda de prata
FB102
Fluoreto de potássio anidro 42, fluoroborato de potássio 25, anidrido bórico 35
600~850℃
O fluxo de solda de prata mais amplamente utilizado
FB103
Fluoborato de potássio>95, carbonato de potássio<5
550~750℃
Para solda de prata, cobre, zinco e cádmio
FB104
Bórax 50, ácido bórico 35, fluoreto de potássio 15
650~850℃
Brasagem com metal de adição à base de prata no forno
Brasagem de bronze de silício, bronze de alumínio e aço inoxidável
6
H3P04960g,H20455g
Bronze manganês brasado, aço inoxidável
QJ205
ZnCl250g,NH4Cl15,CdCl230,NaF6
Brasagem de cobre e ligas de cobre com metais de enchimento à base de cádmio
2. Fluxo fracamente corrosivo
Número
Componente
Finalidade
1
Cloridrato de ácido glutâmico 540g, ureia 310g, água 4L
Cobre, latão, bronze
2
Monobrometo de hidrazina 280g, água 2550g, agente umectante não iônico 1,5g
Cobre, latão, bronze
3
Ácido láctico (85%) 260g, água 1190g, agente umectante 3g
Bronze enrugado
3. Fluxo não corrosivo
O principal componente do fluxo não corrosivo é a colofônia.
Há três fluxos de breu comumente usados:
Colofônia inativada;
Colofônia ativada fraca;
Colofônia ativa.
VIII. Preparação da superfície
O desengorduramento com solvente ou solução alcalina é aplicável ao cobre e às ligas de cobre.
Métodos mecânicos, escovas de arame e jateamento de areia podem ser usados para remover óxidos.
Latão silício;
Bronze de cromo e liga de cobre e níquel;
Bronze de alumínio e bronze de berílio;
Cobre, latão, bronze de estanho.
IX. Processo de brasagem
O cobre e suas ligas apresentam excelente capacidade de brasagem devido à sua alta condutividade térmica e às características favoráveis de umedecimento. Vários métodos de brasagem podem ser empregados, cada um oferecendo vantagens distintas para aplicações específicas:
Brasagem em forno: Fornece aquecimento uniforme e é ideal para grandes lotes ou montagens complexas.
Brasagem por indução: Oferece aquecimento rápido e localizado, adequado para linhas de produção automatizadas.
Brasagem por chama: Versátil e econômico para operações de pequena escala ou reparos em campo.
Brasagem por resistência: Eficiente para unir componentes pequenos e condutores de eletricidade.
Brasagem por imersão: Garante um revestimento uniforme e é eficaz para a brasagem de várias juntas simultaneamente.
Brasagem por infravermelho: Oferece controle preciso da temperatura e é adequado para componentes sensíveis à temperatura.
Ao soldar cobre e suas ligas, são necessárias considerações especiais:
Seleção do metal de enchimento: Escolha ligas compatíveis com o cobre, como ligas de cobre-fósforo ou à base de prata, considerando fatores como resistência da junta e resistência à corrosão.
Aplicação de fluxo: Use fluxos apropriados para remover óxidos e promover a umectação, especialmente para graus de cobre sem oxigênio.
Controle da atmosfera: Considere atmosferas inertes ou redutoras para evitar a oxidação durante a brasagem em alta temperatura.
Projeto da junta: Garanta a folga adequada (normalmente de 0,025 a 0,125 mm) para a ação capilar do metal de enchimento.
Para a brasagem de cobre em alta frequência, o processo requer uma otimização cuidadosa devido à baixa resistência elétrica do cobre. As estratégias para superar esse desafio incluem:
Uso de frequências mais altas (normalmente >100 kHz) para concentrar a corrente na superfície.
Empregar concentradores de fluxo magnético para focar o campo magnético e melhorar a eficiência do aquecimento.
Implementação de sistemas precisos de controle de temperatura para evitar o superaquecimento e garantir a qualidade consistente das juntas.
X. Tecnologia de brasagem de cobre e ligas de cobre
1. Cobre
Na brasagem de cobre, a coordenação do metal de enchimento e do fluxo é a seguinte:
Ao soldar superfícies limpas, especialmente com solda de estanho-chumbo e estanho-prata, o fluxo de breu pode ser usado. Para outras superfícies, pode-se utilizar breu ativo, fluxo corrosivo fraco ou fluxo corrosivo.
É importante observar que o cobre puro não deve ser brasado em uma atmosfera redutora, exceto o cobre livre de oxigênio, para evitar a fragilização por hidrogênio.
2. Latão
O metal de adição e o fluxo usados para brasagem de latão são geralmente semelhantes aos usados para brasagem de cobre. Entretanto, deve-se observar que, devido à presença de óxido de zinco na superfície do latão, ele não pode ser brasado com breu inativo. Além disso, na brasagem com fósforo de cobre e solda de prata, deve-se usar o fluxo FB102.
3. Latão com manganês
Para a brasagem de estanho-chumbo, deve ser utilizado um fluxo de solução de ácido fosfórico. A brasagem à base de chumbo requer o uso de um fluxo de brasagem de solução de óxido de zinco. O fluxo de brasagem Q205 é usado para brasagem à base de cádmio. As soldas BAg45CuCdNi e BAg45CuCd devem ser brasadas com o fluxo FB102 ou FB103. Outras soldas à base de prata, bem como as soldas de cobre-fósforo e cobre-prata-fósforo, devem ser soldadas com o fluxo FB102. Recomenda-se que a brasagem seja feita com o fluxo FB104 em uma atmosfera protetora dentro de um forno.
4. Bronze de berílio
Na brasagem do bronze de berílio em seu estado de envelhecimento por têmpera de solda suave, é importante selecionar um metal de adição para brasagem com temperatura de fusão inferior a 300°C. A combinação preferida para essa aplicação é 63Sn-37Pb em combinação com um fluxo corrosivo fraco ou um fluxo corrosivo.
Além disso, a brasagem e o tratamento com solução devem ser realizados simultaneamente durante a processo de brasagem.
5. Bronze cromado
A solda suave tem impacto mínimo no índice de desempenho do bronze de berílio, portanto, soldas suaves e fluxos semelhantes aos usados para o bronze de berílio podem ser utilizados para a brasagem.
É importante observar que o bronze cromo não deve ser brasado em seu estado de envelhecimento por solução, mas sim no estado de tratamento por solução seguido de envelhecimento.
Ao usar um método de aquecimento rápido para brasagem, recomenda-se usar a solda de prata com a menor temperatura de fusão, como BAgA0 CuZnCdNi.
6. Bronze de cádmio e bronze de estanho
A brasagem do bronze de estanho é semelhante à brasagem do cobre e do latão, mas com o benefício adicional de evitar a fragilização por hidrogênio e a volatilização do zinco durante a brasagem em uma atmosfera protetora.
Entretanto, deve-se observar que o bronze de estanho contendo fósforo tem uma tendência a rachaduras por estresse.
7. Bronze de silício
Para solda suave, recomenda-se o uso de um fluxo corrosivo forte contendo ácido clorídrico.
Durante a brasagem, há uma tendência de rachaduras por tensão e penetração intergranular do metal de adição. A temperatura de brasagem deve ser inferior a 760°C.
Podem ser usadas soldas de prata com temperaturas de fusão mais baixas, como BAg65CuZn, BAg50 CuZnCd, BAg40 CuZnCdNi e BAg56 CuZnSn. Quanto mais baixa for a temperatura de fusão, melhor.
Para obter os melhores resultados, recomenda-se usar os fluxos FB102 e FB103.
8. Bronze de alumínio
Ao realizar a solda suave, é importante usar um fluxo corrosivo forte contendo ácido clorídrico para remover a película de óxido da superfície. A solda comumente usada para esse processo é a solda de estanho-chumbo.
Para a brasagem, o metal de enchimento de prata é normalmente usado. Para evitar que o alumínio se difunda na solda de prata, o tempo de aquecimento da brasagem deve ser mantido o mais curto possível. O revestimento da superfície do bronze-alumínio com cobre ou níquel também pode evitar a difusão do alumínio na solda.
9. Cobre branco de zinco
O processo de soldagem do cobre branco de zinco é semelhante ao do latão. As seguintes soldas de prata são comumente usadas para brasagem: BAg56CuZnSn, BAg50CuZnSnNi, BAg40CuZnNi e BAg56CuZnCd, entre outras. Os fluxos recomendados para uso são FB102 e FB103.
10. Cobre branco manganês
Para soldar cobre branco-zinco, pode ser usado um fluxo de solução de ácido fosfórico ou a superfície pode ser pré-revestida com cobre.
Os metais de enchimento para brasagem que podem ser usados incluem BAg60CuZn, BAg45CuZn, BAg40CuZnCdNi e BAg50 CuZnCd, entre outros.
Não é recomendável usar solda de prata cobre-fósforo, pois o fósforo e o níquel formarão uma fase composta frágil.
Resistência da junção de cobre e latão brasados com solda de prata
Metal de enchimento
Resistência ao cisalhamento/MPa
Resistência à tração/MPa
cobre
latão
cobre
latão
BAg45CuZn
177
215
181
325
BAg50CuZn
171
208
174.
334
BAg65CuZn
171
208
177
334
BAg70CuZn
166
199
185
321
BAg40CuZnCdNi
167
194
179
339
BAg50CuZnCd
167
226
210
375
BAg35CuZnCd
164
190
167
328
BAg40CuZnSnNi
98
245
176
295
BAg50CuZnSn
–
–
220
240
Propriedades mecânicas de juntas de cobre soldadas com soldas de cobre fosforoso e cobre fosforoso-prata
No caso de ligas de cobre endurecíveis por envelhecimento, como o bronze de berílio, que passaram por tratamento térmico, a única etapa após a brasagem é remover o fluxo residual e limpar a superfície da peça.
O principal motivo para remover o resíduo é evitar a corrosão na peça de trabalho e, em alguns casos, obter uma boa aparência ou preparar a peça de trabalho para processamento posterior.
XII. Materiais de brasagem
A resistência da junta de cobre e latão com solda macia usando vários materiais de solda macia comumente usados é mostrada na Tabela 10.
Tabela 10: Resistência da junta de juntas brasadas macias de cobre e latão
Grau do material de brasagem
Resistência ao cisalhamento /MPa
Resistência à tração /MPa
Cobre
Latão
Cobre
Latão
S-Pb80Sn18Sb2
20.6
36.3
88.2
95.1
S- Pb68Sn30Sb2
26.5
27.4
89.2
86.2
S-Pb58Sn405b2
36.3
45.1
76.4
78.4
S-Pb97Ag3
33.3
34.3
50.0
58.8
S-Sn90Pb10
45.1
44.1
63.7
68.6
S-Sn95Sb5
37.2
–
–
–
S-Sn92Ag5Cu2Sb1
35.3
–
–
–
S-Sn85Ag85B7
一
42.3
–
–
S-Cd96Ag3Znl
57.8
–
73.8
–
S-Cd95Ag5
44.1
46.0
87.2
88.2
S-Cd92Ag5Zn3
48.0
54.9
90.1
96.0
Quando cobre para brasagem Com solda de estanho-chumbo, podem ser usados fluxos não corrosivos, como solução de álcool de colofônia ou uma mistura de colofônia ativada e solução aquosa de ZnCl2 + NH4Cl. Esse último também pode ser usado para brasagem latão, bronze e bronze-berílio.
Na brasagem de latão de alumínio, bronze de alumínio e latão de silício, pode ser usado um fluxo composto de cloreto de zinco em solução de ácido clorídrico. Para a brasagem de bronze de manganês, uma solução de ácido fosfórico pode ser usada como fluxo.
Ao usar solda à base de chumbo, uma solução aquosa de cloreto de zinco pode ser usada como fluxo, e para solda à base de cádmio, pode ser usado o fluxo FS205.
Materiais de brasagem dura e fluxos para brasagem dura
Na brasagem de cobre, podem ser usadas solda à base de prata e solda cobre-fósforo. A solda à base de prata tem um ponto de fusão moderado, boa processabilidade e excelentes propriedades mecânicas, elétricas e de condutividade térmica. É o material de brasagem dura mais amplamente utilizado.
Para aplicações que exigem alta condutividade elétrica, deve ser escolhida uma solda que contenha prata, como a B-Ag70CuZn. Para brasagem a vácuo ou brasagem em um forno de atmosfera protetora, devem ser usadas soldas à base de prata sem elementos voláteis, como B-Ag50Cu e B-Ag60CuSn.
As soldas com menor teor de prata são mais baratas, mas têm maior temperaturas de brasagem e menor resistência da junta, o que os torna adequados para aplicações de brasagem com requisitos mais baixos de cobre e ligas de cobre.
As soldas cobre-fósforo e cobre-fósforo-prata só podem ser usadas para brasagem dura de cobre e suas ligas. A solda B-Cu93P tem excelente fluidez e é adequada para a brasagem de peças nos setores mecânico, elétrico, de instrumentação e de manufatura que não estejam sujeitas a cargas de impacto.
O tamanho ideal da lacuna é de 0,003 a 0,005 mm. As soldas de cobre-fósforo-prata (como a B-Cu70Pag) têm melhor resistência e condutividade elétrica do que a solda de cobre-fósforo e são usadas principalmente para juntas elétricas de alta condutividade. O desempenho de vários materiais de brasagem dura comumente usados para a brasagem dura de juntas de cobre e latão é mostrado na Tabela 11.
Tabela 11: Desempenho de juntas brasadas de cobre e latão
Como fundador do MachineMFG, dediquei mais de uma década de minha carreira ao setor de metalurgia. Minha vasta experiência permitiu que eu me tornasse um especialista nas áreas de fabricação de chapas metálicas, usinagem, engenharia mecânica e máquinas-ferramentas para metais. Estou sempre pensando, lendo e escrevendo sobre esses assuntos, esforçando-me constantemente para permanecer na vanguarda do meu campo. Permita que meu conhecimento e experiência sejam um trunfo para sua empresa.
Você já se perguntou por que a brasagem de alumínio é crucial na fabricação moderna? Este artigo se aprofunda no intrincado processo de brasagem de alumínio, explorando seus métodos, benefícios e desafios. Desde os conceitos básicos de...
Alguma vez você já se perguntou sobre a ciência por trás da união de metais sem derretê-los? A brasagem é um processo fascinante que une metais usando um material de enchimento aquecido a uma temperatura específica...
Imagine que você está em uma oficina, cercado pelo chiado e pela faísca de tochas de soldagem. Você já se perguntou o que torna um método de soldagem diferente do outro? Este artigo leva você...
Como unir dois metais em uma forma única e integral? A resposta está no fascinante mundo da soldagem, onde o calor, a pressão ou ambos criam ligações inquebráveis. Este guia...